You might also like
- MB Evo/Evo Torches: Air & Liquid CooledDocument1 pageMB Evo/Evo Torches: Air & Liquid CooledBranko FerenčakNo ratings yet
- Welding consumables for ferritic stainless steelsDocument1 pageWelding consumables for ferritic stainless steelsBranko FerenčakNo ratings yet
- Binz 1Document1 pageBinz 1Branko FerenčakNo ratings yet
- Uv 420 TTRDocument1 pageUv 420 TTRBranko FerenčakNo ratings yet
- Böhler Cat 409 Cb-Ig: Classifi CationsDocument1 pageBöhler Cat 409 Cb-Ig: Classifi CationsBranko FerenčakNo ratings yet
- Böhler Fox Skwam: Classifi CationsDocument1 pageBöhler Fox Skwam: Classifi CationsBranko FerenčakNo ratings yet
- Böhler CN 13/4-Mc Hi: Classifi CationsDocument1 pageBöhler CN 13/4-Mc Hi: Classifi CationsBranko FerenčakNo ratings yet
- Böhler KW 10-Ig: Classifi CationsDocument1 pageBöhler KW 10-Ig: Classifi CationsBranko FerenčakNo ratings yet
- Böhler Fox CM 2 KB: Classifi CationsDocument1 pageBöhler Fox CM 2 KB: Classifi CationsBranko FerenčakNo ratings yet
- Marathon 543: Classifi CationsDocument1 pageMarathon 543: Classifi CationsBranko FerenčakNo ratings yet
- Uv 419 TT-W: Classifi CationsDocument1 pageUv 419 TT-W: Classifi CationsBranko FerenčakNo ratings yet
- Thermanit P23Document1 pageThermanit P23Branko FerenčakNo ratings yet
- Böhler Fox CN 13/4 Supra: Classifi CationsDocument1 pageBöhler Fox CN 13/4 Supra: Classifi CationsBranko FerenčakNo ratings yet
- Uv 420 TT-LH: Classifi CationsDocument1 pageUv 420 TT-LH: Classifi CationsBranko FerenčakNo ratings yet
- Böhler Fox CM 5 KB: Classifi CationsDocument1 pageBöhler Fox CM 5 KB: Classifi CationsBranko FerenčakNo ratings yet
- Classifications of Solid Stainless Steel WiresDocument3 pagesClassifications of Solid Stainless Steel WiresBranko FerenčakNo ratings yet
- Thermanit P24Document1 pageThermanit P24Branko FerenčakNo ratings yet
- Böhler Fox Dcms KB: Classifi CationsDocument1 pageBöhler Fox Dcms KB: Classifi CationsBranko FerenčakNo ratings yet
- Alloy 310Document2 pagesAlloy 310Branko FerenčakNo ratings yet
- 5614-1 Offizielle InterpretationenDocument1 page5614-1 Offizielle InterpretationenBranko FerenčakNo ratings yet
- AFROX Stainless Steel 98Document1 pageAFROX Stainless Steel 98Branko FerenčakNo ratings yet
- Alloy 2209Document2 pagesAlloy 2209Branko FerenčakNo ratings yet
- Metrode Supercore 2205P: Welding Consumables Stainless SteelDocument2 pagesMetrode Supercore 2205P: Welding Consumables Stainless SteelBranko FerenčakNo ratings yet
- Coremax 71Document2 pagesCoremax 71Branko FerenčakNo ratings yet
- Cored Wires For CMN & Low Alloy Steels: Oerlikon Fluxofil 14 HDDocument3 pagesCored Wires For CMN & Low Alloy Steels: Oerlikon Fluxofil 14 HDBranko FerenčakNo ratings yet
- Stainless Steel Wires For Flux Cored Welding: Afrox Coremax 308LPDocument3 pagesStainless Steel Wires For Flux Cored Welding: Afrox Coremax 308LPBranko FerenčakNo ratings yet
- Afrox Subarc 347: Back To Section 12Document2 pagesAfrox Subarc 347: Back To Section 12Branko FerenčakNo ratings yet
- Alloy 318Document2 pagesAlloy 318Branko FerenčakNo ratings yet
- Alloy 309lDocument2 pagesAlloy 309lBranko FerenčakNo ratings yet
- E16 8 2Document4 pagesE16 8 2Branko FerenčakNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Electrónica FísicaDocument138 pagesElectrónica FísicaHERNANDEZ1010No ratings yet
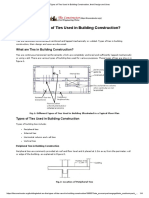
- Types of Ties Used in Building Construction, Their Design and UsesDocument4 pagesTypes of Ties Used in Building Construction, Their Design and UsesNaveen BansalNo ratings yet
- Lidos Lwe Webservice: LTM 1120-1-015 Z23358 Z23358 2970 913948608Document5 pagesLidos Lwe Webservice: LTM 1120-1-015 Z23358 Z23358 2970 913948608mohamedNo ratings yet
- Building Services 1Document17 pagesBuilding Services 1SubhraJyotiBorahNo ratings yet
- CD 1400 Centrifugal D GASSERDocument1 pageCD 1400 Centrifugal D GASSERjosebernal_mzaNo ratings yet
- SR100 PDFDocument6 pagesSR100 PDFSandeep Kumar DangdaNo ratings yet
- Cesmm Rev 9Document209 pagesCesmm Rev 9antscarNo ratings yet
- Web Based Application For Managing Change Orders in Construction ProjectsDocument20 pagesWeb Based Application For Managing Change Orders in Construction Projectsjakelong29No ratings yet
- 40 Power Microscope Is Available For Inspecting Bearing Journals On Crankshafts (0777, 1202)Document3 pages40 Power Microscope Is Available For Inspecting Bearing Journals On Crankshafts (0777, 1202)TASHKEELNo ratings yet
- DyeDocument12 pagesDyeVeby LamanepaNo ratings yet
- Electric Vehicles - FinalDocument4 pagesElectric Vehicles - FinalPewEnvironmentGroupNo ratings yet
- Civil - Structural DBRDocument20 pagesCivil - Structural DBRUmesh MaheshwariNo ratings yet
- Be Temperature Sensor Transducers PB Ts63xxDocument12 pagesBe Temperature Sensor Transducers PB Ts63xxUdo IheanachoNo ratings yet
- Vacuum Pumps Catalog PDFDocument8 pagesVacuum Pumps Catalog PDFsriguruprasathsNo ratings yet
- Moq20 05 09Document6 pagesMoq20 05 09vassim123No ratings yet
- Utter Chaos InstructionsDocument9 pagesUtter Chaos InstructionsDavid JannkeNo ratings yet
- Mtech2015 3 AllotmentDocument55 pagesMtech2015 3 Allotmentgeorgescribd33No ratings yet
- BFWDocument35 pagesBFWanand003No ratings yet
- Fsae Program PDFDocument84 pagesFsae Program PDFTan Gin HuiNo ratings yet
- Iec 61850Document18 pagesIec 61850Ricardo DoldanNo ratings yet
- Bladder Tank Proportioning System: Technical DataDocument22 pagesBladder Tank Proportioning System: Technical DataMarko MarkoNo ratings yet
- Sample Papers DPE 2017Document73 pagesSample Papers DPE 2017sajidmughal333No ratings yet
- Thesis 25.04.18Document62 pagesThesis 25.04.18basum matNo ratings yet
- Study of Implementing 5S Techniques inDocument4 pagesStudy of Implementing 5S Techniques inعزالدين الحسينيNo ratings yet
- Emediong U. - Risk Assessment Matrix 1 WorkingDocument20 pagesEmediong U. - Risk Assessment Matrix 1 WorkingsterlingNo ratings yet
- Supporting Biofuels: A Case Study On The Law of Unintended Consequences?Document14 pagesSupporting Biofuels: A Case Study On The Law of Unintended Consequences?LTE002No ratings yet
- SL-V 100 PDFDocument302 pagesSL-V 100 PDFEFJTECNo ratings yet
- Viking Grill Catalog 2008Document57 pagesViking Grill Catalog 2008Steve Jade100% (1)
- O&M Manual For Tubular BatteriesDocument11 pagesO&M Manual For Tubular BatteriesAVIJIT MITRANo ratings yet
- Valve Lash and Valve Bridge AdjustmentDocument4 pagesValve Lash and Valve Bridge Adjustmentwagner_guimarães_1100% (3)