You might also like
- Angle and Tilting Vice - SynopsisDocument6 pagesAngle and Tilting Vice - SynopsisTanvi Khurana100% (3)
- CNC Pipe Cutting Machine - Project ReportDocument28 pagesCNC Pipe Cutting Machine - Project ReportTanvi KhuranaNo ratings yet
- Mahavir Swami College ZNEB ProjectDocument26 pagesMahavir Swami College ZNEB ProjectTanvi KhuranaNo ratings yet
- Pneumatic BikeDocument7 pagesPneumatic BikeavisuNo ratings yet
- Automated Portable Hammering MachineDocument2 pagesAutomated Portable Hammering MachineTanvi KhuranaNo ratings yet
- Filtrate Tank ModelDocument1 pageFiltrate Tank ModelTanvi KhuranaNo ratings yet
- Pneumatic BikeDocument7 pagesPneumatic BikeavisuNo ratings yet
- Synopsis Bottle Filling PlantDocument5 pagesSynopsis Bottle Filling PlantTanvi KhuranaNo ratings yet
- MWM Project M 3Document3 pagesMWM Project M 3Tanvi KhuranaNo ratings yet
- Lapping and Polishing Techniques for Precision Surface FinishingDocument7 pagesLapping and Polishing Techniques for Precision Surface FinishingNagi NayakNo ratings yet
- EDM (Electric Discharge Machine)Document29 pagesEDM (Electric Discharge Machine)Tanvi KhuranaNo ratings yet
- Topic: Starter of Engine Branch: Electrical Engineering: Prepared By:-Guided ByDocument16 pagesTopic: Starter of Engine Branch: Electrical Engineering: Prepared By:-Guided ByTanvi KhuranaNo ratings yet
- Make New Innovation: An Iso 9001:2008 Certitfied CoDocument2 pagesMake New Innovation: An Iso 9001:2008 Certitfied CoTanvi KhuranaNo ratings yet
- Pneumatic Riveting Machine - Project ReportDocument48 pagesPneumatic Riveting Machine - Project ReportTanvi Khurana82% (11)
- (##) Pneumatic Bumper For Four WheelerDocument60 pages(##) Pneumatic Bumper For Four WheelerRaj EndranNo ratings yet
- Automatic Side StandDocument32 pagesAutomatic Side StandTanvi Khurana50% (2)
- Pneumatic BikeDocument7 pagesPneumatic BikeavisuNo ratings yet
- Three Axis Pneumatic Modern TrailerDocument16 pagesThree Axis Pneumatic Modern TrailerTanvi KhuranaNo ratings yet
- Automatic Side StandDocument32 pagesAutomatic Side StandTanvi Khurana50% (2)
- Automatic Drain CleanerDocument18 pagesAutomatic Drain CleanerTanvi KhuranaNo ratings yet
- Motorized ShutterDocument38 pagesMotorized ShutterTanvi KhuranaNo ratings yet
- Report Wheel Chair Cum StretcherDocument42 pagesReport Wheel Chair Cum StretcherTanvi KhuranaNo ratings yet
- Welding Machine - Project ReportDocument62 pagesWelding Machine - Project ReportTanvi KhuranaNo ratings yet
- BSNL Summer Training ProjectDocument41 pagesBSNL Summer Training Projecttazzyrocks60% (5)
- Gravity Sand FilterDocument6 pagesGravity Sand FilterTanvi KhuranaNo ratings yet
- Modified Sprinkler TurbineDocument18 pagesModified Sprinkler TurbineTanvi KhuranaNo ratings yet
- 360 Degree Flexible Drilling MachineDocument26 pages360 Degree Flexible Drilling MachineSTAR PRINTING75% (16)
- Football StadiumDocument31 pagesFootball StadiumTanvi Khurana100% (4)
- Automatic Gate SystemDocument32 pagesAutomatic Gate SystemTanvi KhuranaNo ratings yet
- 335424718-Report-Wheel-Chair-Cum-HYDRAULIC BEDDocument44 pages335424718-Report-Wheel-Chair-Cum-HYDRAULIC BEDTanvi KhuranaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
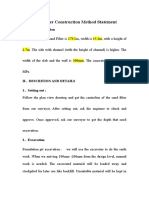
- The Method Statement of The Sand FilterDocument6 pagesThe Method Statement of The Sand FilterJeffrey Wey100% (1)
- WK 12CDocument4 pagesWK 12COmar SanchezNo ratings yet
- Assignment 01 v3Document3 pagesAssignment 01 v3Ricardo AlanisNo ratings yet
- Britt Support Cat 9710Document47 pagesBritt Support Cat 9710Jim SkoranskiNo ratings yet
- TroubleshootingDocument384 pagesTroubleshootinguuganaa ugiNo ratings yet
- TEA Pamphlet 55-22 Lifting Handbook For Marine MovementsDocument121 pagesTEA Pamphlet 55-22 Lifting Handbook For Marine Movementsdieudecafe100% (2)
- Shurjoint 2011 CatalogDocument163 pagesShurjoint 2011 CatalogabdulzameerNo ratings yet
- DG PB 3.1 500 Compact Flex Imo UscgDocument168 pagesDG PB 3.1 500 Compact Flex Imo UscgEdi IrimescuNo ratings yet
- Clean Agent Fire Suppression System SpecificationDocument14 pagesClean Agent Fire Suppression System Specificationhendrik wibowoNo ratings yet
- An air-cooled exchanger guideDocument16 pagesAn air-cooled exchanger guideNirmalNo ratings yet
- Pressure Operated Water Valve Type WVFX and WVS: Data SheetDocument14 pagesPressure Operated Water Valve Type WVFX and WVS: Data Sheettiếm nguyễnNo ratings yet
- Mek PipingDocument220 pagesMek PipingXimo CrespoNo ratings yet
- Spears Y Strainer Installation InstructionsDocument2 pagesSpears Y Strainer Installation InstructionsTrEnD SeT vicky rioNo ratings yet
- Ceiling Concealed Unit Specs for 30 & 60Pa ESP ModelsDocument1 pageCeiling Concealed Unit Specs for 30 & 60Pa ESP ModelsEnak CenirNo ratings yet
- Method Statement Water Supply Work For BuildingDocument3 pagesMethod Statement Water Supply Work For BuildingRosnani Ambo sakkaNo ratings yet
- Journal 7 Eleven Narvacan Junction Ilocos SurDocument60 pagesJournal 7 Eleven Narvacan Junction Ilocos SurMark AquinoNo ratings yet
- HDPE管道施工工法 (中英文)Document32 pagesHDPE管道施工工法 (中英文)Long CreationNo ratings yet
- RML - Lab - NABL Certificate Scope 2021-22Document9 pagesRML - Lab - NABL Certificate Scope 2021-22Subramani ArumugamNo ratings yet
- 10L, 15L, & 20L JACKETED: Assembly Instructions For Process Reactor SystemsDocument12 pages10L, 15L, & 20L JACKETED: Assembly Instructions For Process Reactor SystemsSandeep SomaiyaNo ratings yet
- PIP PCCCV001 Control Valves Selection CriteriaDocument29 pagesPIP PCCCV001 Control Valves Selection CriteriaMehdi orojluNo ratings yet
- FM 1630 Steel Pipe For Sprinkler SystemsDocument50 pagesFM 1630 Steel Pipe For Sprinkler SystemsPunto Infinito100% (4)
- Uses and Applications of AmmoniaDocument5 pagesUses and Applications of AmmoniaSohail Asghar100% (2)
- Tagelus Top Mount Pool Filter ManualDocument68 pagesTagelus Top Mount Pool Filter ManualDRAGONFLYDFNo ratings yet
- GMR RFQDocument142 pagesGMR RFQumamahesh259No ratings yet
- Research On Strip Deformation in The Cage Roll-Forming Process of ERW Round PipesDocument7 pagesResearch On Strip Deformation in The Cage Roll-Forming Process of ERW Round PipesJames PhillipsNo ratings yet
- Safety Piping Color CodesDocument2 pagesSafety Piping Color CodesSandip DasNo ratings yet
- Indirect Water Bath HeaterDocument32 pagesIndirect Water Bath HeaterAhmedNo ratings yet
- Teosis Kscale ENDocument56 pagesTeosis Kscale ENبراءة الحوباني100% (1)
- Allegheny Bradford Corporation: Craftsmen in StainlessDocument11 pagesAllegheny Bradford Corporation: Craftsmen in Stainlessアルビン ベネNo ratings yet
- Astm16 0405Document7 pagesAstm16 0405Safwat El RoubyNo ratings yet