You might also like
- Matriz MacaDocument1 pageMatriz MacaMiguel Angel TempestiraNo ratings yet
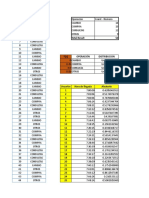
- Empresa Textil: Mes Demanda Pronóstico Tendencia 1 50 45 3 Alfa 0.2 2 55 Beta 0.4 3 55.68Document1 pageEmpresa Textil: Mes Demanda Pronóstico Tendencia 1 50 45 3 Alfa 0.2 2 55 Beta 0.4 3 55.68Miguel Angel TempestiraNo ratings yet
- Datos 3Document6 pagesDatos 3Miguel Angel TempestiraNo ratings yet
- Debate eutanasia enfermedad terminalDocument4 pagesDebate eutanasia enfermedad terminalMiguel Angel TempestiraNo ratings yet
- La Matriz de Ansoff o Matriz de ProductoDocument6 pagesLa Matriz de Ansoff o Matriz de ProductoMiguel Angel TempestiraNo ratings yet
- Datos 3Document11 pagesDatos 3Miguel Angel TempestiraNo ratings yet
- LacterosDocument2 pagesLacterosMiguel Angel TempestiraNo ratings yet
- AUTODIAGNOSTICO ERGONOMIA CENTRO COMERCIAL MART TRUJILLO-HUARAZDocument11 pagesAUTODIAGNOSTICO ERGONOMIA CENTRO COMERCIAL MART TRUJILLO-HUARAZMiguel Angel TempestiraNo ratings yet
- Articulo de Opinion La EutanasiaDocument4 pagesArticulo de Opinion La EutanasiaMiguel Angel TempestiraNo ratings yet
- ErgonomiaDocument19 pagesErgonomiaMiguel Angel TempestiraNo ratings yet
- Polleria Norabuena EfeDocument1 pagePolleria Norabuena EfeMiguel Angel TempestiraNo ratings yet
- BCG KR y NovilleroDocument4 pagesBCG KR y NovilleroMiguel Angel TempestiraNo ratings yet
- Garcia Trabajo n2Document4 pagesGarcia Trabajo n2Miguel Angel TempestiraNo ratings yet
- Plan OrganizacionalDocument1 pagePlan OrganizacionalMiguel Angel TempestiraNo ratings yet
- Polleria Norabuena EfeDocument1 pagePolleria Norabuena EfeMiguel Angel TempestiraNo ratings yet
- Analisis de RiesgoDocument47 pagesAnalisis de RiesgozodolNo ratings yet
- Refrigeración de La LecheDocument10 pagesRefrigeración de La LecheMiguel Angel TempestiraNo ratings yet
- YogurtDocument19 pagesYogurtMiguel Angel TempestiraNo ratings yet
- Documento FisicaDocument2 pagesDocumento FisicaMiguel Angel TempestiraNo ratings yet
- Refrigeración de La LecheDocument4 pagesRefrigeración de La LecheMiguel Angel TempestiraNo ratings yet
- Polleria IntroDocument2 pagesPolleria IntroMiguel Angel TempestiraNo ratings yet
- Refrigeración de La LecheDocument4 pagesRefrigeración de La LecheMiguel Angel TempestiraNo ratings yet
- Gastos Aula PlomaDocument1 pageGastos Aula PlomaMiguel Angel TempestiraNo ratings yet
- Campo ElectricoDocument2 pagesCampo ElectricocfisicasterNo ratings yet
- Balotario de Ejercicios para El Examen de III Unidad Cultura EstadisticaDocument6 pagesBalotario de Ejercicios para El Examen de III Unidad Cultura EstadisticaMiguel Angel TempestiraNo ratings yet
- AppleDocument4 pagesAppleMiguel Angel TempestiraNo ratings yet
- Cuadro OkDocument2 pagesCuadro OkMiguel Angel TempestiraNo ratings yet
- VAN y TIR Ejercicios ResueltosDocument73 pagesVAN y TIR Ejercicios Resueltosfcb0989% (9)
- Riesgo Chile2007Document75 pagesRiesgo Chile2007Miguel Angel TempestiraNo ratings yet
- FT-Press-fittings 1216 y 2025 (2016-07-22) - AS-4176 e ISO 10838-1-Com - PerúDocument3 pagesFT-Press-fittings 1216 y 2025 (2016-07-22) - AS-4176 e ISO 10838-1-Com - PerúRudyJesusCapaIlizarbeNo ratings yet
- Plan de Estudios de Educación ComercialDocument4 pagesPlan de Estudios de Educación ComercialMelvin OrdoñezNo ratings yet
- Petar Trabajos en CalienteDocument1 pagePetar Trabajos en Calientecesar_poma_24No ratings yet
- Aspectos Ambientales en La Recuperacion SecundariaDocument3 pagesAspectos Ambientales en La Recuperacion SecundariaAlejandro Gabriel MaidanaNo ratings yet
- Proyecto Metodologia FinalDocument32 pagesProyecto Metodologia Finaljuanchomanuel97770% (1)
- Tema 5 DML (Parte II) : IES Francisco Romero Vargas Departamento de InformáticaDocument12 pagesTema 5 DML (Parte II) : IES Francisco Romero Vargas Departamento de InformáticaNúriaNo ratings yet
- Áreas funcionales de la empresaDocument7 pagesÁreas funcionales de la empresaAndres VilemaNo ratings yet
- TRABAJO 6 de OperativaDocument7 pagesTRABAJO 6 de OperativaedithNo ratings yet
- Tarea 3 Mapa ConceptualDocument3 pagesTarea 3 Mapa ConceptualJuan J M DiazNo ratings yet
- Protocolo de Rio de JaneiroDocument6 pagesProtocolo de Rio de JaneiroandyNo ratings yet
- Intesel CatalogoDocument12 pagesIntesel CatalogoSebastián SolisNo ratings yet
- Cronograma de ObraDocument81 pagesCronograma de ObraVladimir Inga MezaNo ratings yet
- Diseño de una viga de madera aserrada sometida a flexiónDocument101 pagesDiseño de una viga de madera aserrada sometida a flexiónmecdesuelosNo ratings yet
- API 650 Traduccion Apendice SDocument12 pagesAPI 650 Traduccion Apendice SvctraulNo ratings yet
- Trabajo 4 Conversión de Varillas Por PesoDocument9 pagesTrabajo 4 Conversión de Varillas Por PesoMari JNNo ratings yet
- Laboratorio #02 de Turbo MáquinasDocument13 pagesLaboratorio #02 de Turbo MáquinasRobert Fernando Muro FriasNo ratings yet
- Proyecto CarmenDocument4 pagesProyecto CarmenTony Argote SolanoNo ratings yet
- RESISTENCIAS en SerieDocument4 pagesRESISTENCIAS en Seriecampoalberto595No ratings yet
- Implementación de Sistema de Información para Col. San AntonioDocument19 pagesImplementación de Sistema de Información para Col. San AntonioPatricio Javier VeraNo ratings yet
- Dosificador A PistonDocument2 pagesDosificador A PistonCintia AdifNo ratings yet
- Para Analisis Dew Material Con Rotacion BajaDocument179 pagesPara Analisis Dew Material Con Rotacion BajaOSCAR SALAZARNo ratings yet
- Planificación integración Sistemas Gestión empresa prevención riesgosDocument14 pagesPlanificación integración Sistemas Gestión empresa prevención riesgospamelaNo ratings yet
- Resumen Novedades RIPCIDocument34 pagesResumen Novedades RIPCIANGEL TESEINNo ratings yet
- Capitulo2 Tanque OnhoffDocument7 pagesCapitulo2 Tanque OnhoffElizabeth Marleni Gonzales CcantoNo ratings yet
- Sensor de Bateria, CambioDocument10 pagesSensor de Bateria, Cambioedner cuevaNo ratings yet
- Diagrama de CONEXIÓN Del Compresor Aire AcondicionadoDocument6 pagesDiagrama de CONEXIÓN Del Compresor Aire AcondicionadoHector Marcelo Fernandez100% (1)
- Asociación Cielos Limpios - España - La Pulverización de Chemtrails Es Ilegal Bajo La Ley de EeuuDocument3 pagesAsociación Cielos Limpios - España - La Pulverización de Chemtrails Es Ilegal Bajo La Ley de EeuuAlberto AdlfNo ratings yet
- Instrumentación y Técnicas de Registro Gráfico 2Document24 pagesInstrumentación y Técnicas de Registro Gráfico 2Cynthia GuerraNo ratings yet
- CuestionarioDocument5 pagesCuestionarioLiliana GarcíaNo ratings yet
- Dimensionamiento de CompresorDocument20 pagesDimensionamiento de CompresorEduar Denis Espinoza CamposNo ratings yet