You might also like
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Overtorque in BoltsDocument6 pagesOvertorque in BoltsHolmer MorenoNo ratings yet
- Causes and Control of Fastener FailuresDocument61 pagesCauses and Control of Fastener FailuresHolmer MorenoNo ratings yet
- Scanning Electron Microscope Fractography in Failure Analysis of Steels PDFDocument8 pagesScanning Electron Microscope Fractography in Failure Analysis of Steels PDFHolmer MorenoNo ratings yet
- 1986 National Waste Processing Conference 28 PDFDocument10 pages1986 National Waste Processing Conference 28 PDFHolmer MorenoNo ratings yet
- Fatigue Life Estimates Using Goodman DiagramsDocument11 pagesFatigue Life Estimates Using Goodman Diagramsloveleshvarma100% (1)
- Fatigue Failure of Bolts: How Design and Manufacture Affect PerformanceDocument2 pagesFatigue Failure of Bolts: How Design and Manufacture Affect PerformancekkaranagNo ratings yet
- Fatigue Life of Bolt Subjected To Fatigue Loading ConditionsDocument9 pagesFatigue Life of Bolt Subjected To Fatigue Loading ConditionsHolmer MorenoNo ratings yet
- Bolt Preload-White Paper PDFDocument15 pagesBolt Preload-White Paper PDFPandiyarajan RajuNo ratings yet
- Salmon Skinner: High Quality Skinning MS 1355 / MS 1710Document2 pagesSalmon Skinner: High Quality Skinning MS 1355 / MS 1710Holmer MorenoNo ratings yet
- Tata Steel - ASTM A193 B7 - A320 L7 DatasheetDocument2 pagesTata Steel - ASTM A193 B7 - A320 L7 DatasheetHolmer MorenoNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Design and FabricationDocument14 pagesDesign and FabricationMOHITE SHUBHAMNo ratings yet
- Effects of Design Errors On Construction ProjectsDocument17 pagesEffects of Design Errors On Construction ProjectsJean NoelNo ratings yet
- Tyre Pressure Monitoring SystemDocument7 pagesTyre Pressure Monitoring SystemSrinivasa M Gowda SeenaNo ratings yet
- Ae MCQDocument27 pagesAe MCQShantoNo ratings yet
- Effect of Twist Level On Tire Cord Performance PDFDocument5 pagesEffect of Twist Level On Tire Cord Performance PDFMarcus NguyễnNo ratings yet
- Generators Portable Supersilent DCA25SSIU Rev 7 STD Manual DataId 90657 Version 1Document142 pagesGenerators Portable Supersilent DCA25SSIU Rev 7 STD Manual DataId 90657 Version 1Luis Eduardo Corzo EnriquezNo ratings yet
- Earthmoving Machinery Parts and Agricultural Equipment Spare PartsDocument16 pagesEarthmoving Machinery Parts and Agricultural Equipment Spare PartsDrmoviles comNo ratings yet
- Catalogue BRITPARTS PDFDocument172 pagesCatalogue BRITPARTS PDFAlfajag100% (1)
- Caster, Camber, ToeDocument6 pagesCaster, Camber, ToeASHUTOSH KUMARNo ratings yet
- CH 3 Solutions 9th EdDocument150 pagesCH 3 Solutions 9th Edp-majidi91% (58)
- Europe Tyre Market Forecast Opportunities 2017Document8 pagesEurope Tyre Market Forecast Opportunities 2017TechSciResearchNo ratings yet
- 2014-Bicycle-Catalog IDocument301 pages2014-Bicycle-Catalog Iapi-215904831No ratings yet
- NubiraDocument744 pagesNubiraĐức HòangNo ratings yet
- Attachment 4 - Sample Vehicle Fleet Maintenance Plan PDFDocument27 pagesAttachment 4 - Sample Vehicle Fleet Maintenance Plan PDFPatrick PhoenixNo ratings yet
- Determination of Asphalt Layer Thickness For Top-Down Cracking InitiationDocument6 pagesDetermination of Asphalt Layer Thickness For Top-Down Cracking Initiationศิวาเวช อบมาNo ratings yet
- H6 0 7 0FT PDFDocument8 pagesH6 0 7 0FT PDFwoulkanNo ratings yet
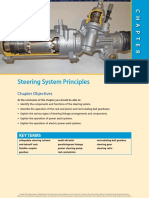
- Steering System Principles: Chapter ObjectivesDocument23 pagesSteering System Principles: Chapter ObjectivesJithendra SaiNo ratings yet
- k1200lt SpecsDocument1 pagek1200lt SpecsCharles Laine100% (1)
- Rear Suspension PDFDocument30 pagesRear Suspension PDFtavi2me100% (1)
- Basic Considerations For The Concepts of Wheeled Off-Road VehiclesDocument8 pagesBasic Considerations For The Concepts of Wheeled Off-Road VehiclesAkash SoodNo ratings yet
- 15 - Vehicle Rollover AnalysisDocument33 pages15 - Vehicle Rollover AnalysisClaudio Rodrigues100% (1)
- Optimize your tire model analysis with the 521-TireDocument22 pagesOptimize your tire model analysis with the 521-TireJessica OwensNo ratings yet
- Scenic Family RenaultDocument20 pagesScenic Family RenaultUZNAPMNo ratings yet
- Activa 125 3D Emblem PosterDocument2 pagesActiva 125 3D Emblem PosterAsefshaNo ratings yet
- Maintenance Manual of Chery A113 Brake SystemDocument45 pagesMaintenance Manual of Chery A113 Brake SystemPedro Emilio Miguez Castrillon0% (1)
- Engineering Mechanics Part 7Document37 pagesEngineering Mechanics Part 7EDISON OCHIENGNo ratings yet
- Medium Pressure RangeDocument122 pagesMedium Pressure Rangexuanphuong2710No ratings yet
- Mitas Agri Databook en 12thDocument57 pagesMitas Agri Databook en 12thagustinmisaza100% (1)
- 458 Challenge BrochureDocument19 pages458 Challenge BrochureKent WaiNo ratings yet