You might also like
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- Using PeakVue Plus Technology For Detecting Anti Friction Bearing FaultsDocument11 pagesUsing PeakVue Plus Technology For Detecting Anti Friction Bearing Faultseko bagus sunaryo100% (1)
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- Vib - Peakvue As Part ofDocument15 pagesVib - Peakvue As Part ofHatem Abdelrahman100% (3)
- Fault Diagnostics - Report-2Document12 pagesFault Diagnostics - Report-2Mohamed MostafaNo ratings yet
- Vibration-based Condition Monitoring: Industrial, Aerospace and Automotive ApplicationsFrom EverandVibration-based Condition Monitoring: Industrial, Aerospace and Automotive ApplicationsNo ratings yet
- Pitfalls in The Analysis of Machinery Vibration MeasurementsDocument7 pagesPitfalls in The Analysis of Machinery Vibration MeasurementsTheerayoot PoomchaiNo ratings yet
- Development of An Online Diagnostic System Software For GGSSTPP Power Station RoparDocument18 pagesDevelopment of An Online Diagnostic System Software For GGSSTPP Power Station RoparH100% (1)
- High Order Large Eddy Simulation for Shock-Boundary Layer Interaction Control by a Micro-ramp Vortex GeneratorFrom EverandHigh Order Large Eddy Simulation for Shock-Boundary Layer Interaction Control by a Micro-ramp Vortex GeneratorNo ratings yet
- Vibration SeverityDocument11 pagesVibration SeverityDr. R. SharmaNo ratings yet
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionFrom EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo ratings yet
- Effective Use of Statistical Models To Establish and Update Vibration AlarmDocument11 pagesEffective Use of Statistical Models To Establish and Update Vibration AlarmMohammadreza GalebanNo ratings yet
- CM3152 en SKF Idler Sound MonitorDocument4 pagesCM3152 en SKF Idler Sound MonitorLuisSilvaNo ratings yet
- Vibration Analysis Including Stator Rotor Hou 2018 Journal of Electrical SDocument14 pagesVibration Analysis Including Stator Rotor Hou 2018 Journal of Electrical SSathish KumarNo ratings yet
- Rev.0 CSI 2600 PDFDocument170 pagesRev.0 CSI 2600 PDFAnonymous srwHCpANo ratings yet
- VibMatters September 2016 Final DownloadDocument7 pagesVibMatters September 2016 Final DownloadfazzlieNo ratings yet
- Time Waveform Analysis TechniquesDocument2 pagesTime Waveform Analysis TechniquesManel Montesinos100% (1)
- 2 - Slow Speed Vibration Signal AnalysisDocument9 pages2 - Slow Speed Vibration Signal AnalysisSasi NimmakayalaNo ratings yet
- Methodical Phase AnalysisDocument31 pagesMethodical Phase Analysisturboconch100% (1)
- Edoc-Vibration Study and AnalysisDocument9 pagesEdoc-Vibration Study and AnalysisEl Comedor BenedictNo ratings yet
- Installation of Vibration Sensors: A GuideDocument8 pagesInstallation of Vibration Sensors: A GuidenmguravNo ratings yet
- TN 13 Omnitrend ShortcutsDocument2 pagesTN 13 Omnitrend ShortcutsBrtonNo ratings yet
- Vibration and Monitoring Terms GlossaryDocument12 pagesVibration and Monitoring Terms Glossaryyaniprasetyo12No ratings yet
- Csi Ds TrainingandcertifDocument20 pagesCsi Ds TrainingandcertifElvis Alberto Rodriguez BravoNo ratings yet
- Order Analysis ToolkitDocument16 pagesOrder Analysis ToolkitManuel Enrique Salas FernándezNo ratings yet
- PDM in Action-eBookDocument24 pagesPDM in Action-eBookFELIX VALERANo ratings yet
- How Sensor Mounting Affects Measurments: Written by David A. CorelliDocument11 pagesHow Sensor Mounting Affects Measurments: Written by David A. CorelliGilbertoAndresDuarteNo ratings yet
- Spike Energy (Deteccion Temprana para Muy Altas Frecuencias) PDFDocument22 pagesSpike Energy (Deteccion Temprana para Muy Altas Frecuencias) PDFMarcos Manzano100% (1)
- FFT Windowing TutorialDocument10 pagesFFT Windowing TutorialPradeep LoboNo ratings yet
- Low Freq. Meas & gSEDocument13 pagesLow Freq. Meas & gSEsatya_chagantiNo ratings yet
- Detection of Ski Slopes in Vibration SpectrumsDocument6 pagesDetection of Ski Slopes in Vibration SpectrumsJamie BNo ratings yet
- Extracto ISO 10816Document10 pagesExtracto ISO 10816clroyo9475No ratings yet
- Ch3 Balancing of Rigid - Flexible - Linked PDFDocument119 pagesCh3 Balancing of Rigid - Flexible - Linked PDFAlexis CordovaNo ratings yet
- 081P001A - Vibration Acceptance Report - 18-11-2021Document16 pages081P001A - Vibration Acceptance Report - 18-11-2021FaisL Youssef100% (1)
- Cepstrum Analysis Detects Gearbox Fault PeriodicityDocument21 pagesCepstrum Analysis Detects Gearbox Fault PeriodicitybackvlackoNo ratings yet
- Successful Solution: To The Challenge ofDocument2 pagesSuccessful Solution: To The Challenge ofKenny RuizNo ratings yet
- Report On Prognosis of Faulty GearDocument20 pagesReport On Prognosis of Faulty GearShashi Bhushan GunjanNo ratings yet
- Don't Get Soft: Cover Series: Installation Best PracticesDocument6 pagesDon't Get Soft: Cover Series: Installation Best PracticesHatem Abdelrahman100% (1)
- Temperature Effects On DC Motor Performance 1Document10 pagesTemperature Effects On DC Motor Performance 1BabuNo ratings yet
- Vibration Analysis - A Proven Technique As A Predictive Maintenance ToolDocument9 pagesVibration Analysis - A Proven Technique As A Predictive Maintenance ToolMansoor KhanNo ratings yet
- Bypass Screw Conveyor Drive:: MotorDocument2 pagesBypass Screw Conveyor Drive:: MotorHosam Abd ElkhalekNo ratings yet
- T19101 118Document18 pagesT19101 118Chintan Raval100% (1)
- High Frequency Vibration AnalysisDocument22 pagesHigh Frequency Vibration AnalysisMohamed BelallNo ratings yet
- Two Channel Plot Setup: 8-16 Advanced Analyze FunctionsDocument13 pagesTwo Channel Plot Setup: 8-16 Advanced Analyze FunctionsrfhunterNo ratings yet
- Vibra K Cmva 2006 Spike Energy Paper 430kb PDFDocument22 pagesVibra K Cmva 2006 Spike Energy Paper 430kb PDFmarvin17No ratings yet
- TN 7 VibxpertDocument1 pageTN 7 VibxpertBahtiar YudhistiraNo ratings yet
- Training, Class I, Testing, IIb, 1-10Document12 pagesTraining, Class I, Testing, IIb, 1-10luis_hernandez_qNo ratings yet
- 2130 Ru RefmanualDocument360 pages2130 Ru Refmanualz_bryantNo ratings yet
- Tutorial Diagnostics Randall PDFDocument84 pagesTutorial Diagnostics Randall PDFkfathi55No ratings yet
- Vibration Analysis of Gear Box.5-MilosprokoDocument3 pagesVibration Analysis of Gear Box.5-MilosprokoRavikiran Hegde100% (2)
- Rev.7 RBMview PDFDocument226 pagesRev.7 RBMview PDFLuis VizcardoNo ratings yet
- Biomedical imaging techniques and applicationsDocument63 pagesBiomedical imaging techniques and applicationsYlrebmik ArrabiNo ratings yet
- Analysis of Permanent Magnet Synchronous MotorDocument15 pagesAnalysis of Permanent Magnet Synchronous Motormalini72No ratings yet
- NuggetsDocument202 pagesNuggetsfazzlieNo ratings yet
- Alignment GuideDocument180 pagesAlignment GuideKSMNo ratings yet
- A I RS: David G. Dorrell, William ThomsonDocument11 pagesA I RS: David G. Dorrell, William ThomsonEng Bagaragaza RomualdNo ratings yet
- Analysis of Fan Excessive Vibration Using Operating Deflection Shape AnalysisDocument11 pagesAnalysis of Fan Excessive Vibration Using Operating Deflection Shape Analysisbudi_kamilNo ratings yet
- Detect Machinery Faults by Using Peak VueDocument13 pagesDetect Machinery Faults by Using Peak VueHarold Alconz100% (2)
- Ams 2600 Machinery Health Expert User Guide A6560r A6510 Modules en 589834Document84 pagesAms 2600 Machinery Health Expert User Guide A6560r A6510 Modules en 589834Lincoln Luiz CorrêaNo ratings yet
- IMICat 0812 Complete LowResDocument202 pagesIMICat 0812 Complete LowResLincoln Luiz CorrêaNo ratings yet
- Condição Monitoramento PDFDocument5 pagesCondição Monitoramento PDFLincoln Luiz CorrêaNo ratings yet
- Operation and Maintenance of Centrifugal Air CompressorsDocument15 pagesOperation and Maintenance of Centrifugal Air Compressorsfjafarvand100% (1)
- IMI-0612 ProductSection LowResDocument96 pagesIMI-0612 ProductSection LowResLincoln Luiz CorrêaNo ratings yet
- Installation & Maintenance Guide for Low & High Voltage MotorsDocument66 pagesInstallation & Maintenance Guide for Low & High Voltage MotorsLincoln Luiz CorrêaNo ratings yet
- Mom VoithDocument5 pagesMom Voithapi-19984595No ratings yet
- Gearbox Spectral Components Presentation V2Document29 pagesGearbox Spectral Components Presentation V2Lincoln Luiz Corrêa100% (1)
- MH pgs0700Document15 pagesMH pgs0700Hamza Nouman100% (1)
- Rev.7 CSI 6500 InstallDocument202 pagesRev.7 CSI 6500 InstallLincoln Luiz CorrêaNo ratings yet
- 97388.14 MHMBookDocument388 pages97388.14 MHMBookLincoln Luiz CorrêaNo ratings yet
- Journal Bearing VibrationDocument6 pagesJournal Bearing VibrationEmanuel Bruno Santos100% (1)
- 9 1 PDFDocument78 pages9 1 PDFCarlos JuárezNo ratings yet
- Formulario IntegraisDocument1 pageFormulario Integraisronnymec100% (1)
- Rev.5 SonicViewDocument100 pagesRev.5 SonicViewLincoln Luiz CorrêaNo ratings yet
- Rev.5 SonicViewDocument100 pagesRev.5 SonicViewLincoln Luiz CorrêaNo ratings yet
- Quantum Q-VISION HF Series BrochureDocument6 pagesQuantum Q-VISION HF Series BrochureReverieM100% (1)
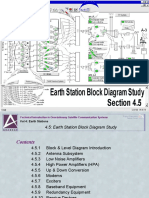
- Earth Station Block Diagram Study: Section 5Document213 pagesEarth Station Block Diagram Study: Section 5Extreme DaysNo ratings yet
- M7996v1.1 Parte1Document8 pagesM7996v1.1 Parte1lakekosNo ratings yet
- Linear Electric Actuators and Generators ReviewDocument6 pagesLinear Electric Actuators and Generators ReviewsurenderbuddhaNo ratings yet
- RFID+ Reader iOS Application NotesDocument12 pagesRFID+ Reader iOS Application NotesneocodesoftwareNo ratings yet
- Camera For Corona DetectionDocument4 pagesCamera For Corona DetectionUdriste DanielNo ratings yet
- Panasonic TX 29pm11d Chassis Gp2Document32 pagesPanasonic TX 29pm11d Chassis Gp2Jenica RadulescuNo ratings yet
- High Power Programmable DC Power Supply: User ManualDocument203 pagesHigh Power Programmable DC Power Supply: User Manualahsen siddiqueNo ratings yet
- Homework Assignment #3 Graphical Construction Techniques Unit 8.2Document3 pagesHomework Assignment #3 Graphical Construction Techniques Unit 8.2Srinivasarao KavurUNo ratings yet
- AP2120 Description Pin Assignments: High Speed, Extremely Low Noise Ldo RegulatorDocument19 pagesAP2120 Description Pin Assignments: High Speed, Extremely Low Noise Ldo RegulatorHitesh GambhavaNo ratings yet
- Burkert Solenoid Valve Type 5420Document4 pagesBurkert Solenoid Valve Type 5420Faulhaber AdrianNo ratings yet
- Electrical EP LABDocument22 pagesElectrical EP LABsamkousNo ratings yet
- B360 Aorus Gaming 3 Wifi B360 Aorus Gaming 3: User's ManualDocument44 pagesB360 Aorus Gaming 3 Wifi B360 Aorus Gaming 3: User's ManualNueva Imagen La Consentida de AmericaNo ratings yet
- ELECTRONIC ENGINEERING LTD. Outdoor PIR ManualDocument18 pagesELECTRONIC ENGINEERING LTD. Outdoor PIR Manualtadeo.hdzNo ratings yet
- Hall Effect PDFDocument11 pagesHall Effect PDFArum WulandariNo ratings yet
- MatchboxDocument2 pagesMatchboxCastro CarlosNo ratings yet
- DSE157 Installation InstructionsDocument1 pageDSE157 Installation Instructionsaling alingNo ratings yet
- WEG w22 Three Phase Motor Technical Australia New Zealand Market 50025541 BR - Mo - W22technical Catalogue - BSC Brochure English PDFDocument40 pagesWEG w22 Three Phase Motor Technical Australia New Zealand Market 50025541 BR - Mo - W22technical Catalogue - BSC Brochure English PDFMohammad Mahdi BozorgzadehNo ratings yet
- Sigma-Amelung Trintity PC AMAX200 - Circuit DiagramDocument5 pagesSigma-Amelung Trintity PC AMAX200 - Circuit DiagramSoporte CicomerxNo ratings yet
- Project 9 - Low Noise Amplifier Design in ADS (March 2014)Document7 pagesProject 9 - Low Noise Amplifier Design in ADS (March 2014)Stephen J. WattNo ratings yet
- Basics of VFDDocument10 pagesBasics of VFDMubarak BashaNo ratings yet
- Calibration of Eddycon CL - ENGDocument36 pagesCalibration of Eddycon CL - ENGNathaniel LuraNo ratings yet
- Marantz ReceiverDocument2 pagesMarantz ReceiverRolando perez0% (1)
- Accident Recognition Through Crash Detection and Alerting System Using GSMDocument17 pagesAccident Recognition Through Crash Detection and Alerting System Using GSMsaprakash1712No ratings yet
- Frameless09072012C PampDocument8 pagesFrameless09072012C PampLeandro Francisco da SilvaNo ratings yet
- 7SR10 Argus: Reyrolle Protection DevicesDocument307 pages7SR10 Argus: Reyrolle Protection DevicesVitoria Dos AnjosNo ratings yet
- Influence of Grounding Resistance On Effectiveness of Lightning Protection For Power Distribution Lines With Surge ArrestersDocument6 pagesInfluence of Grounding Resistance On Effectiveness of Lightning Protection For Power Distribution Lines With Surge ArrestersZainal KadirNo ratings yet
- Chapter17 Corrosion&DegradationofMaterials PDFDocument84 pagesChapter17 Corrosion&DegradationofMaterials PDFAngelaNo ratings yet
- class-AB Voltage Follower2006Document2 pagesclass-AB Voltage Follower2006tuanka1No ratings yet
- Three Phase Sources and Loads CalculationsDocument25 pagesThree Phase Sources and Loads CalculationsRajeev ValunjkarNo ratings yet