You might also like
- Cement Mill 1 Planned Stoppage - 26.01.23 UpdateDocument2 pagesCement Mill 1 Planned Stoppage - 26.01.23 UpdateMahmoud HanafyNo ratings yet
- Cement Mill 1 Planned Stoppage - 26.01.2023 UpdateDocument2 pagesCement Mill 1 Planned Stoppage - 26.01.2023 UpdateMahmoud HanafyNo ratings yet
- Cement Mill 1 Planned Stoppage - 26.01.23 UpdateDocument2 pagesCement Mill 1 Planned Stoppage - 26.01.23 UpdateMahmoud HanafyNo ratings yet
- Mahmoud Hanafy: Professional SummaryDocument3 pagesMahmoud Hanafy: Professional SummaryMahmoud HanafyNo ratings yet
- Manual Palletizer Line 18Document30 pagesManual Palletizer Line 18Mahmoud HanafyNo ratings yet
- Cement Mill 1 Planned Stoppage ActivitiesDocument3 pagesCement Mill 1 Planned Stoppage ActivitiesMahmoud HanafyNo ratings yet
- Limestone Crusher PM Plan - 30.01.23Document2 pagesLimestone Crusher PM Plan - 30.01.23Mahmoud HanafyNo ratings yet
- Cover Letter 2020Document1 pageCover Letter 2020Mahmoud HanafyNo ratings yet
- Cement Mill 1 Planned Stoppage ActivitiesDocument3 pagesCement Mill 1 Planned Stoppage ActivitiesMahmoud HanafyNo ratings yet
- Cement Mill 1 Planned Stoppage - 28.01.23 UpdateDocument2 pagesCement Mill 1 Planned Stoppage - 28.01.23 UpdateMahmoud HanafyNo ratings yet
- Cement Mill 1 Planned Stoppage - 26.01.2023 UpdateDocument3 pagesCement Mill 1 Planned Stoppage - 26.01.2023 UpdateMahmoud HanafyNo ratings yet
- Steel Cord Conveyor Belts Technical Information Phoenix Conveyor Belt Systems GMBHDocument3 pagesSteel Cord Conveyor Belts Technical Information Phoenix Conveyor Belt Systems GMBHMahmoud HanafyNo ratings yet
- Reliability Engineer Mahmoud Hanafy's ResumeDocument2 pagesReliability Engineer Mahmoud Hanafy's ResumeMahmoud HanafyNo ratings yet
- PM Attendance Sheet For October 2020 Day Date Karim Abdelmoniem Hazem Ahmed Mohamed Ashour From To From To From ToDocument5 pagesPM Attendance Sheet For October 2020 Day Date Karim Abdelmoniem Hazem Ahmed Mohamed Ashour From To From To From ToMahmoud HanafyNo ratings yet
- Packer Operating ManualDocument127 pagesPacker Operating ManualMahmoud HanafyNo ratings yet
- NDA Ar Eg Mahmoud HanafyDocument3 pagesNDA Ar Eg Mahmoud HanafyMahmoud HanafyNo ratings yet
- New Microsoft Excel WorksheetDocument2 pagesNew Microsoft Excel WorksheetMahmoud HanafyNo ratings yet
- D ListDocument2 pagesD ListMahmoud HanafyNo ratings yet
- Bag Filters Survey Coal MillDocument2 pagesBag Filters Survey Coal MillMahmoud HanafyNo ratings yet
- January Attendance نمةDocument1 pageJanuary Attendance نمةMahmoud HanafyNo ratings yet
- Reliability Engineer Mahmoud Hanafy's ResumeDocument2 pagesReliability Engineer Mahmoud Hanafy's ResumeMahmoud HanafyNo ratings yet
- LinksDocument2 pagesLinksMahmoud HanafyNo ratings yet
- OK Mill Roller #1 PlanDocument6 pagesOK Mill Roller #1 PlanMahmoud HanafyNo ratings yet
- Alignment ProtocolDocument1 pageAlignment ProtocolMahmoud Hanafy100% (1)
- Hot Splicing of Rubber Conveyor Belts With Fabric PliesDocument28 pagesHot Splicing of Rubber Conveyor Belts With Fabric PliesMahmoud Nael100% (3)
- Reliability Engineer Mahmoud Hanafy's ResumeDocument2 pagesReliability Engineer Mahmoud Hanafy's ResumeMahmoud HanafyNo ratings yet
- Rubber Pads-16.02.2020Document9 pagesRubber Pads-16.02.2020Mahmoud HanafyNo ratings yet
- ToolsDocument2 pagesToolsMahmoud HanafyNo ratings yet
- Fine Coal Piping ReportDocument8 pagesFine Coal Piping ReportMahmoud HanafyNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- HDR433M PDFDocument5 pagesHDR433M PDFMariuszChreptakNo ratings yet
- Additive Manufacturing For Innovative Design and ProductionDocument8 pagesAdditive Manufacturing For Innovative Design and ProductionEdilton Neres Dos SantosNo ratings yet
- Please Answer All The Questions Truthfully. Yes No: Name: Date: Contact NoDocument1 pagePlease Answer All The Questions Truthfully. Yes No: Name: Date: Contact NoAiden FloroNo ratings yet
- K NaveenDocument3 pagesK NaveenNaveenNo ratings yet
- Ford Eec Iv2168Document76 pagesFord Eec Iv2168dardo100% (2)
- Electrical System: General Fuses and RelaysDocument144 pagesElectrical System: General Fuses and RelaysMuhammad Ryan As-syafi'iNo ratings yet
- Starting and Ignition (3RZ-FE)Document4 pagesStarting and Ignition (3RZ-FE)Esteban Lefont100% (1)
- SikaWrap Dry Application 2016 Technical Information Manual UKDocument15 pagesSikaWrap Dry Application 2016 Technical Information Manual UKIbrahim SahinNo ratings yet
- Installation QualificationDocument17 pagesInstallation Qualificationtrinath16198067% (6)
- Pump Storage WBSEDCLDocument33 pagesPump Storage WBSEDCLDave ChaudhuryNo ratings yet
- H-Xtenda Typical System Layouts: Technical DatasheetDocument8 pagesH-Xtenda Typical System Layouts: Technical DatasheetsergioNo ratings yet
- DS DMG DMC 80 U DuoBLOCK Aerospace Chassis Frame enDocument1 pageDS DMG DMC 80 U DuoBLOCK Aerospace Chassis Frame enPaul VeramendiNo ratings yet
- Mahindra Renault Logan: Brand FailureDocument16 pagesMahindra Renault Logan: Brand FailureSiddharth Mertia50% (2)
- 3R Agrocarbon InfoDocument2 pages3R Agrocarbon InfodaniabiomassNo ratings yet
- O&M Manual For 4.12TCA & 6.12TCADocument101 pagesO&M Manual For 4.12TCA & 6.12TCAniceashwin7933% (3)
- A3CF - WB - 213 - 01Document39 pagesA3CF - WB - 213 - 01Ricardo Cruz100% (2)
- Current TransformerDocument21 pagesCurrent Transformerbalaeee123No ratings yet
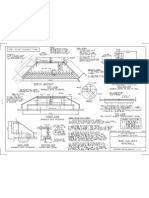
- Typical Box CulvertDocument1 pageTypical Box CulvertDeepak Pandey100% (1)
- DD210 - F PDFDocument100 pagesDD210 - F PDFRene Ramos Meneses100% (3)
- Hot Runner Athena RMB Rmbd15Document28 pagesHot Runner Athena RMB Rmbd15CesarNo ratings yet
- Sakulich Academic BioDocument3 pagesSakulich Academic Bioicps.researchNo ratings yet
- Reciprocating Compressor ImprovementsDocument13 pagesReciprocating Compressor ImprovementsSANJANA SINGHNo ratings yet
- Plumbing Layout Layout1Document1 pagePlumbing Layout Layout1Ej ApeloNo ratings yet
- STG Gen Trip Logic PDFDocument1 pageSTG Gen Trip Logic PDFmurugesanramasamyNo ratings yet
- LN01A-Land Rover Freelander AngielskaDocument2 pagesLN01A-Land Rover Freelander Angielskarevisione turbine turbo turbocompressoriNo ratings yet
- Appliances Picture Flashcards by Learnwell OyDocument7 pagesAppliances Picture Flashcards by Learnwell OyVeronicaGelfgren100% (3)
- Zb25 EngineDocument42 pagesZb25 Engineholsen seiner campos daga0% (1)
- 3D Pushblock: GR-100 & GR-200 Instruction ManualDocument12 pages3D Pushblock: GR-100 & GR-200 Instruction ManualMad CowNo ratings yet
- 16a Pneumatic Speed TransmitterDocument22 pages16a Pneumatic Speed Transmittermanuel1122No ratings yet
- Center Church Crypt Conservation AssessmentDocument142 pagesCenter Church Crypt Conservation AssessmentEd Chops FitzGeraldNo ratings yet