You might also like
- Exercicios de LançamentosDocument3 pagesExercicios de Lançamentosragabiandrade1560No ratings yet
- 12 Principais Fórmulas de Matemática para Decorar para o EnemDocument7 pages12 Principais Fórmulas de Matemática para Decorar para o EnemPombo FatalNo ratings yet
- Treino para HipertrofiaDocument10 pagesTreino para HipertrofiaVera Henriques de SouzaNo ratings yet
- 06-Os Segredos Dos Traders de Alta PerformanceDocument38 pages06-Os Segredos Dos Traders de Alta PerformanceVicsNo ratings yet
- Estudo Orientado - Vetores 1 - Gabarito ArrumadoDocument12 pagesEstudo Orientado - Vetores 1 - Gabarito ArrumadothatianaNo ratings yet
- ConjuntosDocument10 pagesConjuntosJulia SampaioNo ratings yet
- EstatisticaDocument59 pagesEstatisticaBruno OkushiroNo ratings yet
- Vap, Caixotes, Absorção e ExaustãoDocument12 pagesVap, Caixotes, Absorção e ExaustãoWilson GouveiaNo ratings yet
- Classificação Espaço AéreoDocument3 pagesClassificação Espaço AéreoYanca MarquesNo ratings yet
- Manual AcademiaDocument14 pagesManual AcademiaAlexsandro Fernandes100% (2)
- NBR 15526 Rede de Distribuio Interna para GasesDocument44 pagesNBR 15526 Rede de Distribuio Interna para Gasesquiroju2009No ratings yet
- Dia 1 - Segunda-Feira: Deltoides e Tríceps: (Aquecimento) 1X8 1X6Document10 pagesDia 1 - Segunda-Feira: Deltoides e Tríceps: (Aquecimento) 1X8 1X6alfaNo ratings yet
- Tubos Redondos e Formatos 1: Especificação Padrão paraDocument6 pagesTubos Redondos e Formatos 1: Especificação Padrão parajean vieiraNo ratings yet
- N 2444a PDFDocument60 pagesN 2444a PDFDanDei12No ratings yet
- NBR 6321 - Tubos de Aco Carbono para Fluidos em Alta TemperaturaDocument14 pagesNBR 6321 - Tubos de Aco Carbono para Fluidos em Alta TemperaturaRafael CastroNo ratings yet
- NBR 5599 (Set 1995) - Tubos de Aço-Carbono de Precisão, Com CosturaDocument9 pagesNBR 5599 (Set 1995) - Tubos de Aço-Carbono de Precisão, Com CosturaYuri Bahia de VasconcelosNo ratings yet
- Qdoc - Tips Abnt NBR 5580 Abnt Tubos de Aco Carbono para UsosDocument6 pagesQdoc - Tips Abnt NBR 5580 Abnt Tubos de Aco Carbono para Usosrafael toledoNo ratings yet
- A135A135M en PTDocument9 pagesA135A135M en PTREGINALDO SANTOSNo ratings yet
- Abnt - NBR 5580 Abnt - Tubos de Aco Carbono para Usos Comuns Na Conducao de FluidosDocument6 pagesAbnt - NBR 5580 Abnt - Tubos de Aco Carbono para Usos Comuns Na Conducao de FluidosFSLeivas90% (10)
- NBR 5580Document6 pagesNBR 5580Inspetor Soldagem100% (1)
- A106A106M en PTDocument9 pagesA106A106M en PTREGINALDO SANTOSNo ratings yet
- NBR 5587 - PB 225 - Tubos de Aco para Conducao Com Rosca ANSI ASME B1201 - Dimensoes Basicas - PaDocument15 pagesNBR 5587 - PB 225 - Tubos de Aco para Conducao Com Rosca ANSI ASME B1201 - Dimensoes Basicas - PaCamila Gaudio100% (1)
- NTS 063 (Válvula Gaveta Cunha Metálica)Document14 pagesNTS 063 (Válvula Gaveta Cunha Metálica)Paulo QuiodetoNo ratings yet
- NBR 7560 - Tubo de Fofo Dúctil Centrifugado, Com Flanges Roscados Ou Soldados - EspecificaçõesDocument9 pagesNBR 7560 - Tubo de Fofo Dúctil Centrifugado, Com Flanges Roscados Ou Soldados - EspecificaçõesEngenhariaNo ratings yet
- Astm A 182Document19 pagesAstm A 182limin zhangNo ratings yet
- Qdoc - Tips NBR 5587 PB 225 Tubos de Aco para Conducao Com RosDocument15 pagesQdoc - Tips NBR 5587 PB 225 Tubos de Aco para Conducao Com Rosrafael toledoNo ratings yet
- BS 1873Document31 pagesBS 1873thiagorep17No ratings yet
- NBR 05029 - 1982 - Tubo de Cobre e Suas Ligas Sem Costura ParDocument10 pagesNBR 05029 - 1982 - Tubo de Cobre e Suas Ligas Sem Costura ParsimonschneiderNo ratings yet
- EPR-00-PE-002 - Esp. Técnica de Fab. e Montagem de Estruturas MetálicasDocument11 pagesEPR-00-PE-002 - Esp. Técnica de Fab. e Montagem de Estruturas MetálicasDaniel RochaNo ratings yet
- Parafusos de Fixação de Pedestal Ao Piso - Proposta de ModificaçãoDocument9 pagesParafusos de Fixação de Pedestal Ao Piso - Proposta de ModificaçãoHAMILTON PONTES PRADONo ratings yet
- Noçoes Basicas de Tubos de Aço CarbonoDocument7 pagesNoçoes Basicas de Tubos de Aço CarbonoPedroNo ratings yet
- Normas para TubosDocument6 pagesNormas para TubosLeandro VilalvaNo ratings yet
- NBR 5667 2 Hidrantes 270904Document9 pagesNBR 5667 2 Hidrantes 270904accrispimNo ratings yet
- Traducao Uw AsmeDocument28 pagesTraducao Uw AsmemarcosNo ratings yet
- NBR 7480 - Barras e Fios de Aço Destinados A Armaduras PDFDocument7 pagesNBR 7480 - Barras e Fios de Aço Destinados A Armaduras PDFEvandro Paulo FollettoNo ratings yet
- ASTM A 105 - 03 TraduzidaDocument6 pagesASTM A 105 - 03 TraduzidaCesar AugustoNo ratings yet
- ABNT NBR 7480 - AçoDocument7 pagesABNT NBR 7480 - AçoMilena CintraNo ratings yet
- Dimensionamento de FlangeadoDocument1 pageDimensionamento de FlangeadoRafael FerreiraNo ratings yet
- NBR 05020 - 2003 - Tubos de Cobre Sem Costura para Uso GeralDocument10 pagesNBR 05020 - 2003 - Tubos de Cobre Sem Costura para Uso GeralJean Matos Lucena BertoldoNo ratings yet
- Tubo Mecânico de Aço Liga e Carbono Soldado Por Resistência ElétricaDocument17 pagesTubo Mecânico de Aço Liga e Carbono Soldado Por Resistência ElétricaREGINALDO SANTOSNo ratings yet
- AWWA (C504 Portugues)Document22 pagesAWWA (C504 Portugues)Marcos AndradeNo ratings yet
- NBR 06657 - 1981 - Perfil de Estruturas Soldadas de Aço - Norma CanceladaDocument4 pagesNBR 06657 - 1981 - Perfil de Estruturas Soldadas de Aço - Norma CanceladaPedro UribNo ratings yet
- NBR 7560Document9 pagesNBR 7560Amanda Moraes100% (1)
- N 1931Document69 pagesN 1931jasa_rgracaNo ratings yet
- Tabela AçosDocument42 pagesTabela AçosTiago ValenteNo ratings yet
- Tradução Da Norma ASTM 588Document6 pagesTradução Da Norma ASTM 588Gisele ArrudaNo ratings yet
- NBR 5587 PDFDocument10 pagesNBR 5587 PDFvitor7hugo100% (1)
- NBR 5590 - Tubos de Aco Carbono para Conducao de FluidosDocument19 pagesNBR 5590 - Tubos de Aco Carbono para Conducao de FluidosDiogo Oliveira100% (6)
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEFrom EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo ratings yet
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasFrom EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo ratings yet
- Dimensionamento de elementos e ligações em estruturas de açoFrom EverandDimensionamento de elementos e ligações em estruturas de açoNo ratings yet
- Migração OLT 7360FX v1Document29 pagesMigração OLT 7360FX v1Bruno PereiraNo ratings yet
- Solid Works Moldes - Machos e CavidadesDocument28 pagesSolid Works Moldes - Machos e Cavidadesjunior_project4981100% (1)
- Evolução Da PornografiaDocument13 pagesEvolução Da PornografiaHugo LeonardoNo ratings yet
- Resumo HistoplasmoseDocument5 pagesResumo HistoplasmoseGustavo I. Moraes100% (1)
- 6 - Estudos de Caso - Estúdios FotográficosDocument5 pages6 - Estudos de Caso - Estúdios FotográficosRogério VargasNo ratings yet
- Tecumseh Palestra 2015Document131 pagesTecumseh Palestra 2015Marcus Banzatto100% (1)
- Livro Texto - Unidade IIDocument61 pagesLivro Texto - Unidade IIGustavo NascimentoNo ratings yet
- Tabela+Parametros+de+Corte+ +V2+2021Document5 pagesTabela+Parametros+de+Corte+ +V2+2021Stanlei FernandaNo ratings yet
- Estudo de Caso - Hospital SamaritanoDocument2 pagesEstudo de Caso - Hospital SamaritanoNelma Maria AlvesNo ratings yet
- Emprego Das Classes de Palavras 1Document10 pagesEmprego Das Classes de Palavras 1Rodolfo SilvaNo ratings yet
- DCR Aimorés 2017Document33 pagesDCR Aimorés 2017Lusineide SilvaNo ratings yet
- A Metodologia Design Thinking Como Estratégia Gerencial para Empreendimentos (Revisar)Document19 pagesA Metodologia Design Thinking Como Estratégia Gerencial para Empreendimentos (Revisar)Wanderson SantosNo ratings yet
- Destino Manifesto 2 PDFDocument17 pagesDestino Manifesto 2 PDFalgoz36No ratings yet
- Resumo Das Aulas de ImunologiaDocument56 pagesResumo Das Aulas de ImunologiaClaudio Vieira da SilvaNo ratings yet
- O Desenho Do Par EducativoDocument7 pagesO Desenho Do Par EducativoPris SousaNo ratings yet
- Sociologia Do TurismoDocument10 pagesSociologia Do TurismoDaniel JoiaNo ratings yet
- Prova Integrado Picos Salas 4 e 5 2019-12-01Document12 pagesProva Integrado Picos Salas 4 e 5 2019-12-01Fabio AlvesNo ratings yet
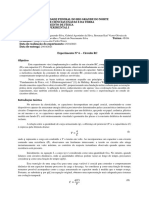
- A6 - Circuito RCDocument7 pagesA6 - Circuito RCVinicius MoraesNo ratings yet
- Ebook 16 BatidasDocument13 pagesEbook 16 BatidasAndré OliveiraNo ratings yet
- Testes de Integração, Sistema e AceitaçãoDocument28 pagesTestes de Integração, Sistema e AceitaçãoVinicius Cardoso GarciaNo ratings yet
- Outubro Rosa CA de MamaDocument11 pagesOutubro Rosa CA de MamaCPSST100% (1)
- Mapa Mental CriminologiaDocument11 pagesMapa Mental CriminologiaJuliana Cordeiro0% (1)
- Plano Estadual de Educação Do AmazonasDocument121 pagesPlano Estadual de Educação Do AmazonasMaria Gabriella FloresNo ratings yet
- Miasmas Luiz PDFDocument37 pagesMiasmas Luiz PDFLuiz Arias100% (1)
- Razão Vontade e DesejoDocument12 pagesRazão Vontade e DesejoEduardo DumkeNo ratings yet
- Rodrigo Alves Dos Santos-1Document1 pageRodrigo Alves Dos Santos-1Rodrigo Alves dos Santos AlvesNo ratings yet
- Sistema de Modelagem Costeira Do BrasilDocument416 pagesSistema de Modelagem Costeira Do BrasilRafaela SousaNo ratings yet
- Atividade Avaliativa de LP - 01 de NovembroDocument2 pagesAtividade Avaliativa de LP - 01 de NovembroAline Soares VieiraNo ratings yet
- Iniciaçao Reiki 3BDocument8 pagesIniciaçao Reiki 3BMarioMoraisNo ratings yet
- Turbinador Consciência Profissional - O MegaTurbinador Estratégico Das OrganizaçõesDocument27 pagesTurbinador Consciência Profissional - O MegaTurbinador Estratégico Das Organizaçõesbrenda andradeNo ratings yet