You might also like
- Alkylation TOP - II VI SEMDocument15 pagesAlkylation TOP - II VI SEMDnyaneshwar SarodeNo ratings yet
- 02 Feedstocks & Products PDFDocument124 pages02 Feedstocks & Products PDFdimasNo ratings yet
- CBEN409 07 Catalytic CrackingDocument37 pagesCBEN409 07 Catalytic Crackingrameshkarthik810No ratings yet
- 07 Catalytic Cracking PDFDocument37 pages07 Catalytic Cracking PDFjeedanNo ratings yet
- 05 Delayed CokingDocument52 pages05 Delayed CokingRobin ZwartNo ratings yet
- 03 - Crude - Destillation Units PDFDocument35 pages03 - Crude - Destillation Units PDFRodrigo Goyzueta FloresNo ratings yet
- Hydroprocessing: Hydrocracking & HydrotreatingDocument45 pagesHydroprocessing: Hydrocracking & HydrotreatingRobin ZwartNo ratings yet
- Hydroprocessing: Hydrotreating & Hydrocracking: Chapters 7 & 9Document54 pagesHydroprocessing: Hydrotreating & Hydrocracking: Chapters 7 & 9Mo OsNo ratings yet
- Delayed Coking Process DiagramDocument34 pagesDelayed Coking Process DiagramArumugam RamalingamNo ratings yet
- 06 Delayed CokingDocument36 pages06 Delayed CokingMilan TrengovskiNo ratings yet
- 06 Delayed Coking PDFDocument34 pages06 Delayed Coking PDFsureshmechanical86No ratings yet
- 02 Feedstocks & ProductsDocument135 pages02 Feedstocks & ProductsciclointermedioNo ratings yet
- Blending OptimizationDocument37 pagesBlending OptimizationAle Sanz100% (1)
- Petroleum Refining Process: Source: U.S. Department of LaborDocument2 pagesPetroleum Refining Process: Source: U.S. Department of LaborAmmr MahmoodNo ratings yet
- Elliott Upstream Solutions For Oil and Gas: Markets & ApplicationsDocument8 pagesElliott Upstream Solutions For Oil and Gas: Markets & Applicationsyusuf alamerNo ratings yet
- Caltex Kurnell refinery process flowDocument1 pageCaltex Kurnell refinery process flowMuhammad Ibad AlamNo ratings yet
- Refinery Fundamentals-60-60Document1 pageRefinery Fundamentals-60-60Prem Preetham DsouzaNo ratings yet
- Crude Oil Refinery Process Flow Diagram ChemicalsDocument1 pageCrude Oil Refinery Process Flow Diagram ChemicalsShivam TrivediNo ratings yet
- Crude Oil Processing by Physical Separation: Paulus L GintingDocument20 pagesCrude Oil Processing by Physical Separation: Paulus L Gintingiuiuiooiu100% (1)
- UOP Hydrocracking Technology: Upgrading Fuel Oil To Euro V FuelsDocument37 pagesUOP Hydrocracking Technology: Upgrading Fuel Oil To Euro V FuelsHimanshu SharmaNo ratings yet
- Pemex DjohnsonDocument44 pagesPemex DjohnsonMarcela FragozoNo ratings yet
- Module TECH019 - Introduction To Refinery Process ChemicalsDocument34 pagesModule TECH019 - Introduction To Refinery Process ChemicalsSkolastika ErnaNo ratings yet
- 02 - Refinery ProductsDocument7 pages02 - Refinery ProductsjayantNo ratings yet
- Ethylen Glicol Rumus: C H O Berat Molekul: 62,07 G/mol Struktur BangunDocument3 pagesEthylen Glicol Rumus: C H O Berat Molekul: 62,07 G/mol Struktur BangunAnanNo ratings yet
- Air Liquide Syngas ProcessDocument1 pageAir Liquide Syngas ProcessAntonio MendesNo ratings yet
- Vessel Range Cathegory DWT Product Average Pump Capacity (Ton/hr) Minimum Pump Capacity (Ton/hr)Document12 pagesVessel Range Cathegory DWT Product Average Pump Capacity (Ton/hr) Minimum Pump Capacity (Ton/hr)Catherine Nur KomaraNo ratings yet
- UOP Renewable Energy & Chemicals: Investment Grade InnovationDocument21 pagesUOP Renewable Energy & Chemicals: Investment Grade InnovationrishikeshmandawadNo ratings yet
- Uniflex Eliminate Fuel OilDocument20 pagesUniflex Eliminate Fuel Oilsantoso hadiNo ratings yet
- Figure 1.10: A Typical High-Conversion RefineryDocument1 pageFigure 1.10: A Typical High-Conversion RefinerySai Krishna Kiran B VNo ratings yet
- Guide-Control-Valve BookDocument120 pagesGuide-Control-Valve BookInspection EngineerNo ratings yet
- BP Tank Cleaning GuideDocument1 pageBP Tank Cleaning Guidesergey328No ratings yet
- BP Tank Wash Guide - New2006Document1 pageBP Tank Wash Guide - New2006nivasmarineNo ratings yet
- Vis BreakingDocument12 pagesVis BreakingMohit Arora100% (1)
- PFD LPG Limau TimurDocument1 pagePFD LPG Limau TimurwahyuNo ratings yet
- Petrochemicals Flowchart (ICIS)Document1 pagePetrochemicals Flowchart (ICIS)Guido BerdinaNo ratings yet
- ICIS - Petchems FlowchartDocument2 pagesICIS - Petchems Flowchartxibs2009No ratings yet
- Karbala Refinery Unit 02 Process OverviewDocument37 pagesKarbala Refinery Unit 02 Process Overviewnoor taha100% (2)
- 焦化工艺流程工艺图(中英文)Document2 pages焦化工艺流程工艺图(中英文)muh fajrinNo ratings yet
- Oil Refinery ProcessesDocument36 pagesOil Refinery ProcessesOscar SilvánNo ratings yet
- Basf - 2015-Agro Brochure Asia Pacific enDocument9 pagesBasf - 2015-Agro Brochure Asia Pacific enAlfredo MéndezNo ratings yet
- Petrochemical Engineering exam questions on refinery processesDocument9 pagesPetrochemical Engineering exam questions on refinery processesollie4hortonNo ratings yet
- Sasol FT Technology PDFDocument57 pagesSasol FT Technology PDFAkk KolNo ratings yet
- Sasol FT TechnologyDocument57 pagesSasol FT TechnologyAkk Kol100% (1)
- Safety in Operations - Human Aspect - DorcDocument119 pagesSafety in Operations - Human Aspect - DorcAdanenche Daniel Edoh100% (1)
- M1 Part3Document88 pagesM1 Part3Mohamed YahiaNo ratings yet
- LUBRICANT LISTDocument13 pagesLUBRICANT LISThuyNo ratings yet
- Alvega: Salt - New Breakthrough Solid Acid Alkylation TechnologyDocument11 pagesAlvega: Salt - New Breakthrough Solid Acid Alkylation TechnologyhamedNo ratings yet
- ICIS-Petrochemicals Poster Online v7Document2 pagesICIS-Petrochemicals Poster Online v7remedali100% (1)
- Tank Cleaning Guide BPDocument1 pageTank Cleaning Guide BPsochrinaNo ratings yet
- Fundamentals Petroleum Refining CourseDocument32 pagesFundamentals Petroleum Refining Coursecivilmechanic100% (2)
- 3B 17644019 Proses MeroxDocument1 page3B 17644019 Proses MeroxMohammad Rezza PachruraziNo ratings yet
- 26 HW Catalyst in Industry (Catalysis)Document2 pages26 HW Catalyst in Industry (Catalysis)kitchaya UHVNo ratings yet
- Cargo Chart Sample PDFDocument1 pageCargo Chart Sample PDFRGCNo ratings yet
- Cargo Compatibility Chart: Reactive GroupsDocument1 pageCargo Compatibility Chart: Reactive GroupsRGCNo ratings yet
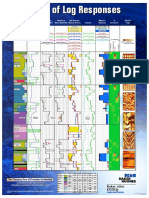
- Atlas of Log Responses PDFDocument1 pageAtlas of Log Responses PDFFaizin Mulia RizkikaNo ratings yet
- "Power To Green Methanol" - New Products For Aluminum IndustryDocument20 pages"Power To Green Methanol" - New Products For Aluminum Industryaegean227No ratings yet
- Refinery ConfigurationDocument1 pageRefinery Configurationriverlife88100% (1)
- Session #3 PDFDocument23 pagesSession #3 PDFSara cravenNo ratings yet
- Single and Multiple Effect EvaporatorsDocument38 pagesSingle and Multiple Effect Evaporatorsaman kumar100% (1)
- 3single Effect EvaporatorDocument8 pages3single Effect Evaporatorananth2012No ratings yet
- 2 Point Grid InterpolationDocument7 pages2 Point Grid Interpolationananth2012No ratings yet
- Forced convection over cylinders and spheresDocument17 pagesForced convection over cylinders and spheresananth2012No ratings yet
- 10semi InfiniteDocument13 pages10semi Infiniteananth2012No ratings yet
- Condensation Heat Transfer FormulaeDocument20 pagesCondensation Heat Transfer Formulaeananth2012No ratings yet
- Thermal properties of benzene-free liquid and vaporDocument4 pagesThermal properties of benzene-free liquid and vaporananth2012No ratings yet
- 23radiation Heat Transfer - Heat Exchange Between Surfaces - Formulae ProblemsDocument13 pages23radiation Heat Transfer - Heat Exchange Between Surfaces - Formulae Problemsananth2012No ratings yet
- 25radiation Shields - Formulae ProblemsDocument19 pages25radiation Shields - Formulae Problemsananth2012No ratings yet
- 5.C-Heat Loss & C CasingDocument2 pages5.C-Heat Loss & C Casingananth2012No ratings yet
- 18heat and Momentum AnalogyDocument9 pages18heat and Momentum Analogyananth2012No ratings yet
- PurgingDocument1 pagePurgingananth2012No ratings yet
- Tutorials 1 PDFDocument1 pageTutorials 1 PDFananth2012100% (1)
- Free Convection (Formulae & Problems)Document15 pagesFree Convection (Formulae & Problems)ananth2012No ratings yet
- Pipe Chart PDFDocument2 pagesPipe Chart PDFCarlos Rivera0% (1)
- InterpolationDocument7 pagesInterpolationananth2012No ratings yet
- Pipe ChartDocument1 pagePipe Chartsuresh_vikiNo ratings yet
- InterpolationDocument7 pagesInterpolationananth2012No ratings yet
- 4single Effect Evaporators ProblemsDocument24 pages4single Effect Evaporators Problemsananth2012100% (4)
- Heat Exchangers Types & Applications, LMTD Derivation & ProblemsDocument11 pagesHeat Exchangers Types & Applications, LMTD Derivation & Problemsananth2012No ratings yet
- 25 Cross Flow Heat ExchangerDocument13 pages25 Cross Flow Heat Exchangerananth2012No ratings yet
- 25 Cross Flow Heat ExchangerDocument13 pages25 Cross Flow Heat Exchangerananth2012No ratings yet
- Stratified FlowDocument4 pagesStratified Flowananth2012No ratings yet
- 26 Heat Exchanger Effectiveness, NTU PDFDocument13 pages26 Heat Exchanger Effectiveness, NTU PDFananth2012No ratings yet
- Heat Exchangers Types & Applications, LMTD Derivation & ProblemsDocument16 pagesHeat Exchangers Types & Applications, LMTD Derivation & Problemsananth2012No ratings yet
- 5crude Oil CharacteristicsDocument13 pages5crude Oil Characteristicsananth2012No ratings yet
- Pipe ChartDocument1 pagePipe Chartsuresh_vikiNo ratings yet
- TH THDocument1 pageTH THananth2012No ratings yet
- 9 Solid FuelsDocument14 pages9 Solid Fuelsananth2012No ratings yet
- A Quick Look at DesaltingDocument12 pagesA Quick Look at Desaltingananth2012No ratings yet
- Iqvia PDFDocument1 pageIqvia PDFSaksham DabasNo ratings yet
- CLC Customer Info Update Form v3Document1 pageCLC Customer Info Update Form v3John Philip Repol LoberianoNo ratings yet
- BCM Risk Management and Compliance Training in JakartaDocument2 pagesBCM Risk Management and Compliance Training in Jakartaindra gNo ratings yet
- University Assignment Report CT7098Document16 pagesUniversity Assignment Report CT7098Shakeel ShahidNo ratings yet
- 1 N 2Document327 pages1 N 2Muhammad MunifNo ratings yet
- Denys Vuika - Electron Projects - Build Over 9 Cross-Platform Desktop Applications From Scratch-Packt Publishing (2019)Document429 pagesDenys Vuika - Electron Projects - Build Over 9 Cross-Platform Desktop Applications From Scratch-Packt Publishing (2019)Sarthak PrakashNo ratings yet
- ECED Lab ReportDocument18 pagesECED Lab ReportAvni GuptaNo ratings yet
- Military Railway Unit Histories Held at MHIDocument6 pagesMilitary Railway Unit Histories Held at MHINancyNo ratings yet
- AssDocument9 pagesAssJane SalvanNo ratings yet
- SABIC Ethanolamines RDS Global enDocument10 pagesSABIC Ethanolamines RDS Global enmohamedmaher4ever2No ratings yet
- Mechanical PropertiesDocument30 pagesMechanical PropertiesChristopher Traifalgar CainglesNo ratings yet
- PHASE 2 - Chapter 6 Object ModellingDocument28 pagesPHASE 2 - Chapter 6 Object Modellingscm39No ratings yet
- Domestic Water Consumption in ChennaiDocument18 pagesDomestic Water Consumption in Chennaimaaz0% (1)
- Spain Price List With VatDocument3 pagesSpain Price List With Vatsanti647No ratings yet
- Gigahertz company background and store locationsDocument1 pageGigahertz company background and store locationsjay BearNo ratings yet
- Perbandingan Sistem Pemerintahan Dalam Hal Pemilihan Kepala Negara Di Indonesia Dan SingapuraDocument9 pagesPerbandingan Sistem Pemerintahan Dalam Hal Pemilihan Kepala Negara Di Indonesia Dan SingapuraRendy SuryaNo ratings yet
- Converting An XML File With Many Hierarchy Levels To ABAP FormatDocument8 pagesConverting An XML File With Many Hierarchy Levels To ABAP FormatGisele Cristina Betencourt de OliveiraNo ratings yet
- Afar Partnerships Ms. Ellery D. de Leon: True or FalseDocument6 pagesAfar Partnerships Ms. Ellery D. de Leon: True or FalsePat DrezaNo ratings yet
- Axtraxng™: Networked Access Control Management Software V27.XDocument2 pagesAxtraxng™: Networked Access Control Management Software V27.XChiluvuri VarmaNo ratings yet
- Pyramix V9.1 User Manual PDFDocument770 pagesPyramix V9.1 User Manual PDFhhyjNo ratings yet
- PNW 0605Document12 pagesPNW 0605sunf496No ratings yet
- How To: Create A Clickable Table of Contents (TOC)Document10 pagesHow To: Create A Clickable Table of Contents (TOC)Xuan Mai Nguyen ThiNo ratings yet
- OPIM101 4 UpdatedDocument61 pagesOPIM101 4 UpdatedJia YiNo ratings yet
- IBM TS3500 Command Line Interface (CLI) ExamplesDocument6 pagesIBM TS3500 Command Line Interface (CLI) ExamplesMustafa BenmaghaNo ratings yet
- SC invalidates Ordinance allowing oil depots in Pandacan due to population densityDocument2 pagesSC invalidates Ordinance allowing oil depots in Pandacan due to population densityMigs Raymundo100% (1)
- TransformerDocument50 pagesTransformerبنیاد پرست100% (8)
- Huawei 9000aDocument27 pagesHuawei 9000aAristideKonanNo ratings yet
- Congress Policy Brief - CoCoLevyFundsDocument10 pagesCongress Policy Brief - CoCoLevyFundsKat DinglasanNo ratings yet
- Management Reporter Integration Guide For Microsoft Dynamics® SLDocument22 pagesManagement Reporter Integration Guide For Microsoft Dynamics® SLobad2011No ratings yet
- Vitamin D3 5GDocument7 pagesVitamin D3 5GLuis SuescumNo ratings yet