You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Floor Plan 01 Section 1-1 03: Detail 01Document1 pageFloor Plan 01 Section 1-1 03: Detail 01Hung NguyentheNo ratings yet
- A 2020 PDFDocument1 pageA 2020 PDFHung NguyentheNo ratings yet
- Aic Management: Left View 01Document1 pageAic Management: Left View 01Hung NguyentheNo ratings yet
- CANOPY - DETAILS-ModelDocument1 pageCANOPY - DETAILS-ModelHung NguyentheNo ratings yet
- Aic Management: Perspective 3 01Document1 pageAic Management: Perspective 3 01Hung NguyentheNo ratings yet
- Aic Management: MR & MRS.MDocument1 pageAic Management: MR & MRS.MHung NguyentheNo ratings yet
- Detail 04 01: Aic ManagementDocument1 pageDetail 04 01: Aic ManagementHung NguyentheNo ratings yet
- Aic Management: Front View 01Document1 pageAic Management: Front View 01Hung NguyentheNo ratings yet
- Aic Management: Right View 01Document1 pageAic Management: Right View 01Hung NguyentheNo ratings yet
- Aic Management: 1St Floor Finishes Plan 01Document1 pageAic Management: 1St Floor Finishes Plan 01Hung NguyentheNo ratings yet
- Aic Management: Ground Floor Finishes Plan 01Document1 pageAic Management: Ground Floor Finishes Plan 01Hung NguyentheNo ratings yet
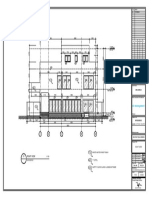
- Floor Plan 01 Section 1-1 03: Detail 01Document1 pageFloor Plan 01 Section 1-1 03: Detail 01Hung NguyentheNo ratings yet
- Floor Finishes Plan 01 Floor Plan 01: Aic ManagementDocument1 pageFloor Finishes Plan 01 Floor Plan 01: Aic ManagementHung NguyentheNo ratings yet
- Aic Management: Left View 01Document1 pageAic Management: Left View 01Hung NguyentheNo ratings yet
- Dry Area Dry Area: Aic ManagementDocument1 pageDry Area Dry Area: Aic ManagementHung NguyentheNo ratings yet
- Aic Management: WC 05 WC 08 Balcony 03Document1 pageAic Management: WC 05 WC 08 Balcony 03Hung Nguyenthe100% (1)
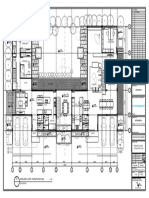
- Aic Management: Ground Floor Furniture Plan 01Document1 pageAic Management: Ground Floor Furniture Plan 01Hung NguyentheNo ratings yet
- Key Plan: Aic ManagementDocument2 pagesKey Plan: Aic ManagementHung NguyentheNo ratings yet
- Design Cost of Remaining Tender Package Follow Decree 79Document1 pageDesign Cost of Remaining Tender Package Follow Decree 79Hung NguyentheNo ratings yet
- Modeling of Ribbed Slabs For Footfall Vibration Analysis: Baris Erkus, 15 May 2009Document5 pagesModeling of Ribbed Slabs For Footfall Vibration Analysis: Baris Erkus, 15 May 2009Hung NguyentheNo ratings yet
- Request InformationDocument1 pageRequest InformationHung NguyentheNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- MasterProject IST VeraOliveiraMachadoDocument116 pagesMasterProject IST VeraOliveiraMachadotheoNo ratings yet
- Rehabilitation and Retrofitting of Buildings DR K M Soni, Chief Engineer, CPWD, West Zone I, MumbaiDocument8 pagesRehabilitation and Retrofitting of Buildings DR K M Soni, Chief Engineer, CPWD, West Zone I, MumbaiSabyasachi Naik (Zico)No ratings yet
- Corrosion of Reinforcing Bars in Concrete PaperDocument33 pagesCorrosion of Reinforcing Bars in Concrete PaperMamta BaxlaNo ratings yet
- Chapter 6: Special Structural Elements: ..C', R ..C::: ::J RDocument16 pagesChapter 6: Special Structural Elements: ..C', R ..C::: ::J RsofNo ratings yet
- Assessment of The Sustainability of Concrete by enDocument16 pagesAssessment of The Sustainability of Concrete by enMarinoiu MarianNo ratings yet
- Cec 225 PDFDocument14 pagesCec 225 PDF8790922772No ratings yet
- Bangladesh Concrete CodeDocument34 pagesBangladesh Concrete CodeXaid IbrahimNo ratings yet
- Aman Soni (Corrosion Assessment) - 1 PDFDocument32 pagesAman Soni (Corrosion Assessment) - 1 PDFAmAn SoNiNo ratings yet
- 440.5-08 Specification For Construction With Fiber-Reinforced Polymer Reinforcing BarsDocument9 pages440.5-08 Specification For Construction With Fiber-Reinforced Polymer Reinforcing BarsYaser ShabasyNo ratings yet
- Chapter 4.0 - Serveciability and Durability PDFDocument43 pagesChapter 4.0 - Serveciability and Durability PDFfhatiha atikaNo ratings yet
- Is 456Document26 pagesIs 456Tommy JohnsonNo ratings yet
- Case Studies in Engineering Failure Analysis: S. Tattoni, F. StochinoDocument8 pagesCase Studies in Engineering Failure Analysis: S. Tattoni, F. Stochinoyh1.yuNo ratings yet
- Nominal CoverDocument2 pagesNominal CoverselinaNo ratings yet
- SED - October-December 2021Document113 pagesSED - October-December 2021Harsh SethiNo ratings yet
- Bondek Design & Construct Manual COMPLETEDocument48 pagesBondek Design & Construct Manual COMPLETEMuhd Hamizan Mohd SallehNo ratings yet
- Peikko HPKM Column Shoe Technical ManualDocument24 pagesPeikko HPKM Column Shoe Technical ManualstrakdesmeNo ratings yet
- Structure Rehabilitation Manual MTO 2007Document147 pagesStructure Rehabilitation Manual MTO 2007Bruno Giusti Coronato100% (1)
- Using Bondek:: Design & ConstructionDocument136 pagesUsing Bondek:: Design & ConstructionJanaka MarasinghaNo ratings yet
- ReportDocument5 pagesReportspsingh_jmdNo ratings yet
- Auxiliary Reinforcement Around Column Without Joints: Dramix Steel FibersDocument9 pagesAuxiliary Reinforcement Around Column Without Joints: Dramix Steel FibersLuis Fuertes ChamorroNo ratings yet
- Xia 2013Document13 pagesXia 2013Mashfiqul IslamNo ratings yet
- DOCUMENTATION Causes and Prevention of Cracks in BuildingsDocument41 pagesDOCUMENTATION Causes and Prevention of Cracks in BuildingsDreamer100% (2)
- NDT Methods To Evaluate The Potential of Falling of Concrete From Bridge Decks: Biniam AregawiDocument190 pagesNDT Methods To Evaluate The Potential of Falling of Concrete From Bridge Decks: Biniam AregawibkaregawiNo ratings yet
- Common Concrete Defects - Training Presentation DraftDocument23 pagesCommon Concrete Defects - Training Presentation DraftMadhavan100% (1)
- 12 Steps of ConstructionDocument2 pages12 Steps of ConstructionBienvenida Ycoy MontenegroNo ratings yet
- Another Look at Cracking and Crack ControlDocument6 pagesAnother Look at Cracking and Crack Controlmedianna100% (1)
- 38 - Popaescu Deaconu EDocument8 pages38 - Popaescu Deaconu ENicoleta-Silvia HulpușNo ratings yet
- BEM Mar04-May04 (Forensic Engineering)Document44 pagesBEM Mar04-May04 (Forensic Engineering)Francis BoeyNo ratings yet
- 2.analysis and Design of Floating Prestressed Concrete Structures in Shallow Waters PDFDocument20 pages2.analysis and Design of Floating Prestressed Concrete Structures in Shallow Waters PDFJanna Xilena Sandoval MenesesNo ratings yet