You might also like
- Documents Export Date: Search:: Terms and Conditions Privacy PolicyDocument18 pagesDocuments Export Date: Search:: Terms and Conditions Privacy PolicyChien Manh NguyenNo ratings yet
- Chapter 0 SlidesDocument13 pagesChapter 0 SlidesSriramNo ratings yet
- 2013 Calculator Modalshift Catalyst-MosDocument8 pages2013 Calculator Modalshift Catalyst-MosChien Manh NguyenNo ratings yet
- Calculate ResistanceDocument5 pagesCalculate ResistanceSeyfullahYıldızNo ratings yet
- Soton LR CFD 2016 Results Template v2 PDFDocument9 pagesSoton LR CFD 2016 Results Template v2 PDFChien Manh NguyenNo ratings yet
- Card Son Duong Ha TinhDocument1 pageCard Son Duong Ha TinhChien Manh NguyenNo ratings yet
- CE397 Hydrodynamics of Propulsors Spring 2016Document1 pageCE397 Hydrodynamics of Propulsors Spring 2016Chien Manh NguyenNo ratings yet
- Model2 Rev2 PDFDocument1 pageModel2 Rev2 PDFChien Manh NguyenNo ratings yet
- MachiningCloud SelectingMillingToolsDocument33 pagesMachiningCloud SelectingMillingToolsChien Manh NguyenNo ratings yet
- Subramani A K.CFD Calculation of S.mar.2000.JSRDocument24 pagesSubramani A K.CFD Calculation of S.mar.2000.JSRChien Manh NguyenNo ratings yet
- Wageningene Series B Propeller MatlabDocument2 pagesWageningene Series B Propeller MatlabChien Manh NguyenNo ratings yet
- 488 Appendix A3: Tabulations of Resistance Design DataDocument3 pages488 Appendix A3: Tabulations of Resistance Design DataChien Manh NguyenNo ratings yet
- CPP Series for Off-Design PerformanceDocument19 pagesCPP Series for Off-Design PerformanceldigasNo ratings yet
- Qprop: Propeller Design and Analysis Workflow SolutionsDocument2 pagesQprop: Propeller Design and Analysis Workflow SolutionsChien Manh NguyenNo ratings yet
- Assignment1 SolutionDocument7 pagesAssignment1 SolutionChien Manh NguyenNo ratings yet
- Watch 5Document1 pageWatch 5Chien Manh NguyenNo ratings yet
- Open Water Test Series of Modified AU-type Six Bladed Propeller Models of Area Ratio 0.85Document5 pagesOpen Water Test Series of Modified AU-type Six Bladed Propeller Models of Area Ratio 0.85Chien Manh Nguyen100% (1)
- Open Water Test Series of Modified AU-type Six Bladed Propeller Models of Area Ratio 0.85Document5 pagesOpen Water Test Series of Modified AU-type Six Bladed Propeller Models of Area Ratio 0.85Chien Manh Nguyen100% (1)
- ShipHydroLN 6Document19 pagesShipHydroLN 6SeyfullahYıldızNo ratings yet
- Subramani A K.CFD Calculation of S.mar.2000.JSRDocument24 pagesSubramani A K.CFD Calculation of S.mar.2000.JSRChien Manh NguyenNo ratings yet
- Leif Broberg FlowtechDocument31 pagesLeif Broberg FlowtechChien Manh NguyenNo ratings yet
- On The Development of A New-Series Propeller For High-Speed CraftsDocument9 pagesOn The Development of A New-Series Propeller For High-Speed CraftsChien Manh NguyenNo ratings yet
- Model2 Rev2Document1 pageModel2 Rev2Chien Manh NguyenNo ratings yet
- Syl Props 16Document4 pagesSyl Props 16Chien Manh NguyenNo ratings yet
- Four Bar Linkages.: H A A BDocument4 pagesFour Bar Linkages.: H A A BRikuo Nura HayashitaNo ratings yet
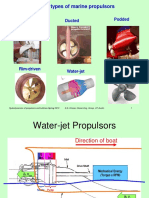
- Some Types of Marine Propulsors: Contra-Rotating Ducted PoddedDocument4 pagesSome Types of Marine Propulsors: Contra-Rotating Ducted PoddedChien Manh NguyenNo ratings yet
- EER4 Notes PDFDocument6 pagesEER4 Notes PDFChien Manh NguyenNo ratings yet
- R/R 0.7 D 3.5 N 240 RPM H 4 PV 1615 Pa Rho 1025.9 kg/m3 Patm Pa Sigmax 1.27Document1 pageR/R 0.7 D 3.5 N 240 RPM H 4 PV 1615 Pa Rho 1025.9 kg/m3 Patm Pa Sigmax 1.27Chien Manh NguyenNo ratings yet
- Floor DrawingDocument1 pageFloor DrawingChien Manh NguyenNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 12 Ways To Repair A Loose Wood Screw Hole For A Hinge - WikiDocument14 pages12 Ways To Repair A Loose Wood Screw Hole For A Hinge - Wikisrikrish24No ratings yet
- 4PM Self Build Instructions-Bv3t1wDocument18 pages4PM Self Build Instructions-Bv3t1wM'kayNo ratings yet
- LCP Hand 1.5 SynthesDocument28 pagesLCP Hand 1.5 SynthesMark SharonNo ratings yet
- SS3D Transducer IM 988-10971-001Document16 pagesSS3D Transducer IM 988-10971-001DAFUNo ratings yet
- 360 Degree Flexible Drilling MachineDocument24 pages360 Degree Flexible Drilling MachineDHINESH IT67% (3)
- ACTIVITY 2 - Drilling Operations AujjaDocument6 pagesACTIVITY 2 - Drilling Operations AujjaJulienne InaanuranNo ratings yet
- Curtain Wall Fabrication Manual 1 2Document69 pagesCurtain Wall Fabrication Manual 1 2Suruthi Dasan67% (3)
- Docslide - Us CH 5 Drilling SK MondalDocument31 pagesDocslide - Us CH 5 Drilling SK MondalKumar UjjwalNo ratings yet
- RHINO Installation-ManualDocument32 pagesRHINO Installation-ManualAnh Do VoNo ratings yet
- Engineering Workshop I Lab Manual 1st YearDocument85 pagesEngineering Workshop I Lab Manual 1st YearSAKETH VENKATA SAI KOYYA25% (4)
- 9851 6544 01c Product Catalogue - Tophammer Equipment - OptDocument131 pages9851 6544 01c Product Catalogue - Tophammer Equipment - Optadriana santosNo ratings yet
- MU - Acoplamiento MidasRex AA10, AF02Document232 pagesMU - Acoplamiento MidasRex AA10, AF02Javi Payá HerrerosNo ratings yet
- 6.1.3. Dillimax Tech InfoDocument52 pages6.1.3. Dillimax Tech Infosohanlal29No ratings yet
- ShopNotes 0 Index 1-99Document121 pagesShopNotes 0 Index 1-99ivan magalhaesNo ratings yet
- DBS Solution PDFDocument64 pagesDBS Solution PDFNelson Eduardo Zárate SalazarNo ratings yet
- RANS Inc. Technical Support DocumentDocument346 pagesRANS Inc. Technical Support DocumentG.L. ZortmanNo ratings yet
- Revisions To ICC-ES Acceptance Criteria AC308 June 2013 PDFDocument5 pagesRevisions To ICC-ES Acceptance Criteria AC308 June 2013 PDFgulilero_yoNo ratings yet
- Sup Eq CatalogDocument18 pagesSup Eq CatalogHendrias Ari SujarwoNo ratings yet
- Building ConstructionDocument2 pagesBuilding ConstructionSharmaine Danica MarceloNo ratings yet
- 378 200 Falk Quadrive Model A, Sizes 5107 5315 Shaft Mounted Gears Owners ManualDocument52 pages378 200 Falk Quadrive Model A, Sizes 5107 5315 Shaft Mounted Gears Owners ManualRemmaq MoreliaNo ratings yet
- COVID-22 Build GuideDocument21 pagesCOVID-22 Build GuideGrant MarkumNo ratings yet
- Chapter 15: An Easy-Build GeneratorDocument29 pagesChapter 15: An Easy-Build GeneratorGregEreNo ratings yet
- Secoroc COPROD: Secoroc Rock Drilling ToolsDocument20 pagesSecoroc COPROD: Secoroc Rock Drilling ToolsJosé Luis IllanesNo ratings yet
- Carpentry Tools and Materials GuideDocument16 pagesCarpentry Tools and Materials GuideZha AgmataNo ratings yet
- Onshore and Offshore MCQDocument35 pagesOnshore and Offshore MCQpriya dharshini100% (1)
- Automata Standardized PartsDocument36 pagesAutomata Standardized Partsapi-23533765475% (4)
- HIT-HY 200 RV3 Injection Mortar: Technical DatasheetDocument31 pagesHIT-HY 200 RV3 Injection Mortar: Technical DatasheetTurbo Snail RNo ratings yet
- Electric Drill and Drill BitsDocument30 pagesElectric Drill and Drill BitsMylene Belotindos NableNo ratings yet
- Drilling MachineDocument30 pagesDrilling MachinePuneeth KumarNo ratings yet
- @bonaobra EIM 9 TLE-AS-MELC's #1W 1Q 1Document8 pages@bonaobra EIM 9 TLE-AS-MELC's #1W 1Q 1Editha BonaobraNo ratings yet