You might also like
- 1.1 Introduccion Ala Manufactura EsbeltaDocument6 pages1.1 Introduccion Ala Manufactura Esbeltacecilia cruzNo ratings yet
- Hoshin KanriDocument25 pagesHoshin KanriCarlos Alberto Pacheco UlloaNo ratings yet
- Los 7 Pilares de Justo A TiempoDocument4 pagesLos 7 Pilares de Justo A Tiempofelipegomez717No ratings yet
- Interpretación de Las Normas de CalidadDocument8 pagesInterpretación de Las Normas de CalidadEsteban Quezada SotoNo ratings yet
- Aplicación de Herramientas Lean Manufacturing en Los Procesos deDocument82 pagesAplicación de Herramientas Lean Manufacturing en Los Procesos deandresNo ratings yet
- Ventajas Del Lean ManufacturingDocument14 pagesVentajas Del Lean ManufacturingComprador BazaresNo ratings yet
- Mapa Lean ManufacturingDocument1 pageMapa Lean ManufacturingMao AvilaNo ratings yet
- KaizenDocument5 pagesKaizencarlos neiraNo ratings yet
- VSM Value Stream MappingDocument5 pagesVSM Value Stream MappingMARIO SILVANo ratings yet
- Introduccion MRPIIDocument34 pagesIntroduccion MRPIICesar GomeztagleNo ratings yet
- VSM Optimización de ProcesosDocument14 pagesVSM Optimización de ProcesosHayrol FalconiNo ratings yet
- Practica-1 CNC MergedDocument36 pagesPractica-1 CNC MergedChristian CastilloNo ratings yet
- OPEXDocument27 pagesOPEXgildardoNo ratings yet
- 4.kanban y Sistema Jalar (Pull) Con4.5Document19 pages4.kanban y Sistema Jalar (Pull) Con4.5esther RiosNo ratings yet
- Diapositivas RCM y AmefDocument12 pagesDiapositivas RCM y AmefAnonymous alqbtmrlWnNo ratings yet
- Kanban Presentacion Final Final-1Document14 pagesKanban Presentacion Final Final-1andres bravoNo ratings yet
- Reporte Medir: TareaDocument14 pagesReporte Medir: Tarealuis salazarNo ratings yet
- Vocabulario Six SigmaDocument7 pagesVocabulario Six SigmashirleyNo ratings yet
- Ensayo Sobre Webinar de Excelencia OperacionalDocument3 pagesEnsayo Sobre Webinar de Excelencia OperacionalAngel Hernández100% (1)
- 01 Estrategia de Impacto de Six Sigma PDFDocument36 pages01 Estrategia de Impacto de Six Sigma PDFJuan Carlos QuinteroNo ratings yet
- Teoría de la decisión aplicada - 2da edición: Análisis de decisiones bajo incertidumbre, riesgo, teoría de juegos y cadenas de MarkovFrom EverandTeoría de la decisión aplicada - 2da edición: Análisis de decisiones bajo incertidumbre, riesgo, teoría de juegos y cadenas de MarkovNo ratings yet
- Six Sigma Vs Manufactura EsbeltaDocument6 pagesSix Sigma Vs Manufactura EsbeltaItzayana Niiño100% (1)
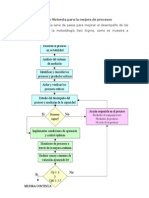
- Diez Pasos de Motorola para La Mejora de ProcesosDocument4 pagesDiez Pasos de Motorola para La Mejora de ProcesosPedro CutipaNo ratings yet
- Herramientas para La Mejora Continua - Calidad y GestionDocument15 pagesHerramientas para La Mejora Continua - Calidad y GestionEli PerezNo ratings yet
- Evidencia Final DMAICDocument32 pagesEvidencia Final DMAICJose MiguelNo ratings yet
- Manual ResidenciasDocument30 pagesManual ResidenciasJuan PerezNo ratings yet
- Flujo Continuo SMEDDocument16 pagesFlujo Continuo SMEDsebastián droguettNo ratings yet
- 3.3 Herramientas Lean ManufacturingDocument7 pages3.3 Herramientas Lean ManufacturingLuis Demetrio Peralta MadrigalNo ratings yet
- Ensayo Opex NachoDocument7 pagesEnsayo Opex NachoIgnacio OrtizNo ratings yet
- S10-Fase Controlar Six SigmaDocument18 pagesS10-Fase Controlar Six SigmaJorge Rojas GeldresNo ratings yet
- Topicos Selectos de CalidadDocument9 pagesTopicos Selectos de CalidadLuis Alberto Quiroz GranadosNo ratings yet
- La Planeación JerárquicaDocument1 pageLa Planeación JerárquicaLuz Colombia MedinaNo ratings yet
- Casos PracticosDocument10 pagesCasos Practicosisaac oceu lozano arriagaNo ratings yet
- Solución de Problemas de ManufacturaDocument29 pagesSolución de Problemas de ManufacturaEsme GuerreroNo ratings yet
- PRODUCTIVIDADDocument8 pagesPRODUCTIVIDADMayra Sosa PaezNo ratings yet
- Info Del Método KaizenDocument4 pagesInfo Del Método KaizenfrankNo ratings yet
- 1.1 Principales Corrientes Filosóficas de La CalidadDocument3 pages1.1 Principales Corrientes Filosóficas de La CalidadSayra RamosNo ratings yet
- AMEF Analisis Modal de Efectos y FallasDocument31 pagesAMEF Analisis Modal de Efectos y FallasakarczNo ratings yet
- Analisis Cuello de BotellaDocument2 pagesAnalisis Cuello de BotellaVictor Vnp67% (3)
- La Mejora Continua en La Supply ChainDocument36 pagesLa Mejora Continua en La Supply ChainGraciela LoayzaNo ratings yet
- Unidad 5 Normatividad de La Calidad.Document9 pagesUnidad 5 Normatividad de La Calidad.Ediitziithaa RamoozsNo ratings yet
- Unidad 3 Ensayo SimulacionDocument10 pagesUnidad 3 Ensayo SimulacionJuan Pi HerreraNo ratings yet
- KaizenDocument2 pagesKaizenmario flores domingoNo ratings yet
- 1.4. OPEX (Excelencia en Operaciones)Document20 pages1.4. OPEX (Excelencia en Operaciones)JarbeyPoolUcNo ratings yet
- METODOLOGIA DE LAS 5s Y DIAGRAMA DE SIPOCDocument14 pagesMETODOLOGIA DE LAS 5s Y DIAGRAMA DE SIPOClunaNo ratings yet
- Estudio de Casos MPTDocument10 pagesEstudio de Casos MPTCarlos RomeroNo ratings yet
- Proyecto Final de Ingenieria de La CalidadDocument18 pagesProyecto Final de Ingenieria de La CalidadWilson Jose Aguin GuerraNo ratings yet
- Capacidad Del Proceso y Metodología Six SigmaDocument36 pagesCapacidad Del Proceso y Metodología Six SigmaAngel Evaristo Flores RamirezNo ratings yet
- Resumen La CarreraDocument19 pagesResumen La CarreraFabioCastañedaArceNo ratings yet
- Ensayo 6 Sigma y TQMDocument2 pagesEnsayo 6 Sigma y TQMHeidy Melissa TorresNo ratings yet
- Excelencia OperacionalDocument15 pagesExcelencia OperacionalVictorMtzCruzNo ratings yet
- KanbanDocument22 pagesKanbanTrevor OcirNo ratings yet
- Proyecto de Sistema SMEDDocument16 pagesProyecto de Sistema SMEDArturo Avila RangelNo ratings yet
- Implementación de La Calidad Total en La OrganizaciónDocument5 pagesImplementación de La Calidad Total en La OrganizaciónEduardo Felipe Medel ValenzuelaNo ratings yet
- Manual de Practicas de Gestion de La Produccion 1Document24 pagesManual de Practicas de Gestion de La Produccion 1Luis Enrique Soto GarciaNo ratings yet
- Lean LexiconDocument10 pagesLean LexiconJose Alberto Ramirez MoralesNo ratings yet
- Análisis de La OperaciónDocument29 pagesAnálisis de La OperaciónAlex OlanNo ratings yet
- Metodos de Planificacion 4-09-21Document16 pagesMetodos de Planificacion 4-09-21Michael VargasNo ratings yet
- CottonDocument9 pagesCottonLuis Andre Soto BalsecaNo ratings yet
- Apuntes de HerramientasDocument11 pagesApuntes de HerramientasLuisa CamachoNo ratings yet
- Tiempo Real y Basados en DatosDocument7 pagesTiempo Real y Basados en DatosAnonymous dQZRlcoLdhNo ratings yet
- Pliegos Técnicos FirmadosDocument34 pagesPliegos Técnicos FirmadosAnonymous dQZRlcoLdhNo ratings yet
- Gestion de Activos PDFDocument32 pagesGestion de Activos PDFClaudia Ríos YarlequéNo ratings yet
- DOC20180607154411lecs Exp Sur1012018 0pptDocument182 pagesDOC20180607154411lecs Exp Sur1012018 0pptAnonymous dQZRlcoLdhNo ratings yet
- Análisis y Pronóstico Con WEKADocument19 pagesAnálisis y Pronóstico Con WEKAAnonymous dQZRlcoLdhNo ratings yet
- RevistaIcesi Elsevireenero Marzo2015Document12 pagesRevistaIcesi Elsevireenero Marzo2015Anonymous dQZRlcoLdhNo ratings yet
- Pasaporte Ciudadano Libre - 240119 - 172709Document3 pagesPasaporte Ciudadano Libre - 240119 - 172709Anonymous dQZRlcoLdhNo ratings yet
- Procedimientos Recomendados para La Configuración de DNS en Un Dominio de Active DirectoryDocument2 pagesProcedimientos Recomendados para La Configuración de DNS en Un Dominio de Active DirectoryAnonymous dQZRlcoLdhNo ratings yet
- CCN-CERT - BP - 15 - Buenas Practicas VirtualizacionDocument63 pagesCCN-CERT - BP - 15 - Buenas Practicas VirtualizacionAnonymous dQZRlcoLdhNo ratings yet
- EstatutosrenicDocument20 pagesEstatutosrenicAnonymous dQZRlcoLdhNo ratings yet
- Guia de Seguridad en Servicios Dns PDFDocument73 pagesGuia de Seguridad en Servicios Dns PDFlgonzalez2010No ratings yet
- CCN-CERT BP 01 Principios y Recomendaciones Básicas de SeguridadDocument56 pagesCCN-CERT BP 01 Principios y Recomendaciones Básicas de SeguridadAnonymous dQZRlcoLdhNo ratings yet
- CCN STIC 570A Implementacion de Seguridad Sobre Microsoft Windows Server 2016Document38 pagesCCN STIC 570A Implementacion de Seguridad Sobre Microsoft Windows Server 2016JoaquinNo ratings yet
- Psico CiberneticaDocument197 pagesPsico CiberneticaDavid Arenas100% (10)
- Cuadrante Mágico para Plataformas de Ciencia de Datos y Aprendizaje AutomáticoDocument42 pagesCuadrante Mágico para Plataformas de Ciencia de Datos y Aprendizaje AutomáticoAnonymous dQZRlcoLdhNo ratings yet
- Modelo Estatutos AsociacionDocument18 pagesModelo Estatutos AsociacionLuis Alberto Agea DuranNo ratings yet
- Ciberseguridadlogitek - Segmentacion Redes - WP PDFDocument5 pagesCiberseguridadlogitek - Segmentacion Redes - WP PDFJosé BonillaNo ratings yet
- Calidad Datos Digitales Certificada PDFDocument4 pagesCalidad Datos Digitales Certificada PDFRonald RiosNo ratings yet
- Cómo Utilizar Los Algoritmos de Aprendizaje Automático de Regresión en WekaDocument12 pagesCómo Utilizar Los Algoritmos de Aprendizaje Automático de Regresión en WekaAnonymous dQZRlcoLdhNo ratings yet
- Reglas de OroDocument7 pagesReglas de Orolightprogrammer100% (10)
- Integracion Del Modelo OSI y Las Redes IndustrialesDocument7 pagesIntegracion Del Modelo OSI y Las Redes IndustrialesAnonymous dQZRlcoLdhNo ratings yet
- Mantenimiento Predictivo en Instalaciones de Túnel en Metro de MadridDocument16 pagesMantenimiento Predictivo en Instalaciones de Túnel en Metro de MadridAnonymous dQZRlcoLdhNo ratings yet
- Data Science Life Cycle 101 para Tontos Como YoDocument9 pagesData Science Life Cycle 101 para Tontos Como YoAnonymous dQZRlcoLdhNo ratings yet
- EKANS Ransomware and ICS Operations - DragosDocument23 pagesEKANS Ransomware and ICS Operations - DragosAnonymous dQZRlcoLdhNo ratings yet
- Avances en Los Cuidados de La Matrona en Urgencias Durante El Puerperio - 80144804Document9 pagesAvances en Los Cuidados de La Matrona en Urgencias Durante El Puerperio - 80144804Anonymous dQZRlcoLdhNo ratings yet
- Junio Agosto 2017Document31 pagesJunio Agosto 2017Anonymous dQZRlcoLdhNo ratings yet
- Como Lidiar Con Clientes Dificiles PDFDocument30 pagesComo Lidiar Con Clientes Dificiles PDFcamilo_lozada-1No ratings yet
- Gestión de Activos Físicos Norma ISO 55001Document2 pagesGestión de Activos Físicos Norma ISO 55001Anonymous dQZRlcoLdhNo ratings yet
- Junio Agosto 2017Document31 pagesJunio Agosto 2017Anonymous dQZRlcoLdhNo ratings yet
- Rda Enfermeria PDFDocument352 pagesRda Enfermeria PDFAnonymous dQZRlcoLdhNo ratings yet
- Adn Emprendedor-Grupo 02-1.2Document11 pagesAdn Emprendedor-Grupo 02-1.2fabricitomen:v:vNo ratings yet
- Diseño e Infraestructura de Un Servicio de AlimentaciónDocument64 pagesDiseño e Infraestructura de Un Servicio de AlimentaciónJovita Katerine More Tinedo88% (8)
- PRA-FOR-107 Comprobante Entrega DirectorDocument2 pagesPRA-FOR-107 Comprobante Entrega DirectorDulce Fabiola Barrios100% (1)
- Informe de PrácticasDocument28 pagesInforme de PrácticasVictor AlvarezNo ratings yet
- Analisis Financiero QuimpacDocument24 pagesAnalisis Financiero QuimpacRafael Martín Núñez ZapataNo ratings yet
- Plan de Trabajo JAC SacatinDocument11 pagesPlan de Trabajo JAC Sacatinjefri317100% (3)
- Contrato Internacional de Marcas y PatentesDocument29 pagesContrato Internacional de Marcas y PatentesGabriela Soles100% (1)
- Ma Carro de Paro V2 2013Document17 pagesMa Carro de Paro V2 2013Esteban MorenoNo ratings yet
- Morales Martinez SilviaDocument94 pagesMorales Martinez SilviaLupiTa Olmedo C100% (1)
- Administración de Servicios de AlimentosDocument48 pagesAdministración de Servicios de Alimentospj7gqjgnydNo ratings yet
- Trabajo La CorbataDocument9 pagesTrabajo La CorbataRosaliaLienanParraNo ratings yet
- Los Principales Actores en El MercadoDocument2 pagesLos Principales Actores en El Mercadoashleymasielbalbuena17No ratings yet
- Inspección y Vigilancia 05 2020Document6 pagesInspección y Vigilancia 05 2020piedad luciaNo ratings yet
- Taller 4. Búsqueda Posibles Soluciones y SCAMPERDocument26 pagesTaller 4. Búsqueda Posibles Soluciones y SCAMPERGianJrJr.No ratings yet
- Hotel Santa Monica Documento WordDocument88 pagesHotel Santa Monica Documento Wordtatyana tovar100% (1)
- Convenio - Academia - Domingo Savio - 2017Document4 pagesConvenio - Academia - Domingo Savio - 2017CarlosGabrielNavarroAzabacheNo ratings yet
- Prospectiva Caso Foto Japon MPDocument6 pagesProspectiva Caso Foto Japon MPSofia LeónNo ratings yet
- GE101 Examen Parcial Gestion Alcance y Tiempo 2020-2 Parte IIDocument10 pagesGE101 Examen Parcial Gestion Alcance y Tiempo 2020-2 Parte IIManuel GuillenNo ratings yet
- Tarea 2 Terminado Mi ParteDocument2 pagesTarea 2 Terminado Mi ParteedwarNo ratings yet
- Modulo 3. Áreas de Conocimiento Versuión POSIBLEDocument74 pagesModulo 3. Áreas de Conocimiento Versuión POSIBLEDiego MorenoNo ratings yet
- Pilares Del TPM CompletosDocument17 pagesPilares Del TPM CompletosOmar Morones100% (1)
- Hernández Francisco Modelos de CalidadDocument6 pagesHernández Francisco Modelos de CalidadJavier Hernandez FuentesNo ratings yet
- TareaDocument17 pagesTareaaaron rebollo100% (1)
- Proyecto Cultura OrganizacionalDocument54 pagesProyecto Cultura OrganizacionalMelisa ChavezNo ratings yet
- Descripción Funciones ENCARGADO DE ACTIVOS FIJOS Y ALMACENES 2da Convocatoria SAP - 06 A PDFDocument2 pagesDescripción Funciones ENCARGADO DE ACTIVOS FIJOS Y ALMACENES 2da Convocatoria SAP - 06 A PDFPatricia AT100% (6)
- Encuesta Clima Laboral Sismap Primer-Informe-2021Document55 pagesEncuesta Clima Laboral Sismap Primer-Informe-2021Yeilis Dayanna Serrano AbreuNo ratings yet
- AEAS Manual Buenas Practicas Reutilizacion Aguas RegeneradasDocument10 pagesAEAS Manual Buenas Practicas Reutilizacion Aguas RegeneradasGregNo ratings yet
- Administración de OperacionesDocument5 pagesAdministración de OperacionesNolberto Lopez FernandezNo ratings yet
- Comercialización de CombustiblesDocument12 pagesComercialización de CombustiblesLeonardo Garcia MuñozNo ratings yet
- Estrategia de OperacionesDocument16 pagesEstrategia de OperacionesAdolfo Arturo Caldas RomeroNo ratings yet