You might also like
- Silo 9 Boulders Investigation ReportDocument20 pagesSilo 9 Boulders Investigation ReportWaka OngetiNo ratings yet
- Boulder Formation in Cement Silos by Chettinad Cement CoDocument11 pagesBoulder Formation in Cement Silos by Chettinad Cement CoWaka OngetiNo ratings yet
- Installation Guidance For Cement Rotary Kiln (LKB)Document20 pagesInstallation Guidance For Cement Rotary Kiln (LKB)Waka OngetiNo ratings yet
- Boulder Formation in Cement Silos by Chettinad Cement CoDocument11 pagesBoulder Formation in Cement Silos by Chettinad Cement CoWaka OngetiNo ratings yet
- NetGenie WiFi RouterDocument102 pagesNetGenie WiFi RouterWaka OngetiNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Memo 097.7 - 103019 - Item 453 Rock BoltsDocument6 pagesMemo 097.7 - 103019 - Item 453 Rock BoltsBai Alleha MusaNo ratings yet
- PLUMBING PIPING MATERIALS (uPVC)Document10 pagesPLUMBING PIPING MATERIALS (uPVC)Imran AzizNo ratings yet
- 13 Sep 19Document18 pages13 Sep 19sumayyaNo ratings yet
- First Floor Plan Second Floor Plan Sewerage System Lay-Out: General NotesDocument1 pageFirst Floor Plan Second Floor Plan Sewerage System Lay-Out: General NotesOlivia OzneminNo ratings yet
- (AWS A5.20 E71T-1) : Technical ReportDocument2 pages(AWS A5.20 E71T-1) : Technical ReportRyu RyuNo ratings yet
- FinetekDocument21 pagesFinetekdenny kanaNo ratings yet
- Konsol PDFDocument2 pagesKonsol PDFCiput MardiantoNo ratings yet
- Recycling Asphalt Pavements-A Strategy RevisitedDocument12 pagesRecycling Asphalt Pavements-A Strategy RevisitedGiora RozmarinNo ratings yet
- RDS - GMS Qoutation ProposalDocument2 pagesRDS - GMS Qoutation ProposalLemuel Kim Cera TabinasNo ratings yet
- Welder Qualification ReportDocument2 pagesWelder Qualification ReportSyed Mahmud Habibur RahmanNo ratings yet
- Pouring Permit 14k00302 - 6Document4 pagesPouring Permit 14k00302 - 6Abigail Sumatra CalunodNo ratings yet
- BIM Project Execution Plan: Project: 10012017 - The West LabsDocument10 pagesBIM Project Execution Plan: Project: 10012017 - The West LabsDJNo ratings yet
- IntoductionDocument34 pagesIntoductionHidayat Muhammad NurNo ratings yet
- New QTJ4-35 Production Line PDFDocument4 pagesNew QTJ4-35 Production Line PDFTwokir A. TomalNo ratings yet
- Aluminium Window SpecificationDocument4 pagesAluminium Window SpecificationPraveenSharma100% (1)
- Welding Procedure Specification: Wps Forcarbon Steel For Fillet and SW Joint Desighn (Smaw)Document1 pageWelding Procedure Specification: Wps Forcarbon Steel For Fillet and SW Joint Desighn (Smaw)Lipika GayenNo ratings yet
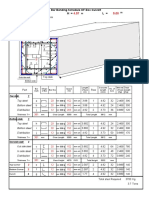
- Bar Bending Schedule OF Box CulvertDocument1 pageBar Bending Schedule OF Box CulvertSangram Biplab Manabendra ThakurNo ratings yet
- Sandvik-Seamless SMLS Stainless Tubes PDFDocument10 pagesSandvik-Seamless SMLS Stainless Tubes PDFInnov8 OilNo ratings yet
- Prestressed ConcreteDocument6 pagesPrestressed ConcreteUniqueQuiverNo ratings yet
- CS Forging RequirementsDocument1 pageCS Forging RequirementsSanjayNo ratings yet
- Martensitic Stainless Steel EN 1.4021-QT 700Document2 pagesMartensitic Stainless Steel EN 1.4021-QT 700LebasNo ratings yet
- Sika Waterproofing Solutions For Tunnels (Traditional Excavation)Document40 pagesSika Waterproofing Solutions For Tunnels (Traditional Excavation)HylkeNo ratings yet
- Nexans Olex TPL September2013Document16 pagesNexans Olex TPL September2013Reza KühnNo ratings yet
- This Type of Water Closet Is Prohibited by Some Health CodesDocument1 pageThis Type of Water Closet Is Prohibited by Some Health CodesAna Renee SteeleNo ratings yet
- ANSI Valve StandardsDocument19 pagesANSI Valve Standardsdevadoss kishoreNo ratings yet
- 3 - Demir Ve Celik Uretimi - 2021 - 3Document52 pages3 - Demir Ve Celik Uretimi - 2021 - 3atilla kayangilNo ratings yet
- 【材性】DH36 Z35Document2 pages【材性】DH36 Z35陈云龙No ratings yet
- Injection Molding Bits and BitesDocument3 pagesInjection Molding Bits and Biteslnos99No ratings yet
- 23ob0405 - Bill of QuantitiesDocument7 pages23ob0405 - Bill of QuantitiesChristopher PostigoNo ratings yet
- Open Kitchen Design GuidelinesDocument16 pagesOpen Kitchen Design GuidelinesAnthony Brian RelayoNo ratings yet