You might also like
- CAMD Course ProjectDocument6 pagesCAMD Course ProjectSUMEET SINGHNo ratings yet
- ME1355-CAD / CAM Laboratory: Lab ManualDocument42 pagesME1355-CAD / CAM Laboratory: Lab ManualVeeria Chandran S100% (1)
- Cad Cam Cat 1-MergedDocument52 pagesCad Cam Cat 1-MergedJude JohnNo ratings yet
- Unit I-MinDocument105 pagesUnit I-MinkrishnaNo ratings yet
- Unit IDocument382 pagesUnit ISakthivelNo ratings yet
- MEC435 Chapter1 v1.1 PDFDocument47 pagesMEC435 Chapter1 v1.1 PDFSyed AzzizNo ratings yet
- Forming Simulation and Die Design in Sheet Metal FormingDocument8 pagesForming Simulation and Die Design in Sheet Metal FormingALBERTUS DENo ratings yet
- The Gerber Guide: by Karel TavernierDocument34 pagesThe Gerber Guide: by Karel TavernierJuan Carlos LunaNo ratings yet
- Ilovepdf MergedDocument503 pagesIlovepdf MergedHemantNo ratings yet
- Computer Aided Progressive Die DesignDocument2 pagesComputer Aided Progressive Die DesignDeep AhireNo ratings yet
- Ed5161 - Cad - Record (1) - 2 PDFDocument35 pagesEd5161 - Cad - Record (1) - 2 PDFNaveenprakash100% (1)
- Mf7111 Cam Lab Manual Edited - 2014Document34 pagesMf7111 Cam Lab Manual Edited - 2014Nabeel neduvalliNo ratings yet
- 1g Handbook Die Design 2nd EditionDocument9 pages1g Handbook Die Design 2nd EditionRaghu VenkatNo ratings yet
- MEC435 Chapter1Document49 pagesMEC435 Chapter1najmi_najmi_muhammad96No ratings yet
- Cad Cam NotesDocument122 pagesCad Cam NotesSUPRADEEP G100% (1)
- Cad/Cam Iv B. Tech I Sem (R15) : Fig. 1.1 Typical Product CycleDocument29 pagesCad/Cam Iv B. Tech I Sem (R15) : Fig. 1.1 Typical Product CycleSubbu SuniNo ratings yet
- InternshipDocument7 pagesInternshipSahithyananda ShashidharNo ratings yet
- Computer Aided Design (CAD) : DR Janardhan VDocument206 pagesComputer Aided Design (CAD) : DR Janardhan Vk pNo ratings yet
- Parametric Design of Dies For Cutting and Drawing Using Catia EnvironmentDocument8 pagesParametric Design of Dies For Cutting and Drawing Using Catia EnvironmentTudorache Ionut- IulianNo ratings yet
- Instructor: Computer Aided Design and ManufacturingDocument29 pagesInstructor: Computer Aided Design and ManufacturingdeepakmitrNo ratings yet
- MEM201 L2-Fa0809-CAD-Drawings - RC PDFDocument15 pagesMEM201 L2-Fa0809-CAD-Drawings - RC PDFIsrael AlvarezNo ratings yet
- Cadcam2014 Part1 PDFDocument126 pagesCadcam2014 Part1 PDFA. I. RehmanNo ratings yet
- CAD and Its ApplicationsDocument51 pagesCAD and Its ApplicationsDennis Padec BwochengoNo ratings yet
- Introduction To CAD/CAM/CAE: Human-Centered CAD LabDocument32 pagesIntroduction To CAD/CAM/CAE: Human-Centered CAD LabRaghuNo ratings yet
- Introduction CADDocument24 pagesIntroduction CADdeepakmitrNo ratings yet
- Cad/Cam Syllabus: B.Tech IV Year I Semester Examination (Mechanical Engineering)Document23 pagesCad/Cam Syllabus: B.Tech IV Year I Semester Examination (Mechanical Engineering)Mohammed SameerNo ratings yet
- Introduction To CAM Lesson 1Document9 pagesIntroduction To CAM Lesson 1itsshri25No ratings yet
- Application of An Integrated CAD/CAE/CAM System For Stamping Dies For AutomobilesDocument14 pagesApplication of An Integrated CAD/CAE/CAM System For Stamping Dies For AutomobilesSugan Prabhu100% (1)
- Stamping CAD-CAE Design General GuidelinesDocument14 pagesStamping CAD-CAE Design General Guidelinesjcastellon14370No ratings yet
- Part Programming Using CAM Workstation1Document21 pagesPart Programming Using CAM Workstation1mukundan1985No ratings yet
- FE-309: Computer Aided Design and Pattern Making: Md. Mukter AlamDocument15 pagesFE-309: Computer Aided Design and Pattern Making: Md. Mukter AlamShahadat HossainNo ratings yet
- Cad CamDocument213 pagesCad CamLAYA KishorNo ratings yet
- Cadcam Report SHAH f1172Document8 pagesCadcam Report SHAH f1172Arif DanialNo ratings yet
- 33 - Computer Aided Process PlanningDocument49 pages33 - Computer Aided Process PlanningPRAKASH CHANTIBABU DIDLA PRAKASH CHANTIBABU DIDLANo ratings yet
- Welcome You All For A Presentation OnDocument39 pagesWelcome You All For A Presentation OnKrishna KarkyNo ratings yet
- Complete PCB Design Using OrCAD Capture and PCB EditorFrom EverandComplete PCB Design Using OrCAD Capture and PCB EditorRating: 5 out of 5 stars5/5 (1)
- Ch-1 Intro of CADDocument31 pagesCh-1 Intro of CADHaider AliNo ratings yet
- 03 Sisman 2023 Product Design and Development Assembly DisassemblyDocument70 pages03 Sisman 2023 Product Design and Development Assembly Disassemblyfarhan srgNo ratings yet
- Cim Unit 4 PDFDocument20 pagesCim Unit 4 PDFSarthak KingerNo ratings yet
- A Hands On Approach To Teaching Cad Cam For Manufacturing and Rapid Prototyping ApplicationsDocument8 pagesA Hands On Approach To Teaching Cad Cam For Manufacturing and Rapid Prototyping Applicationskene malakuNo ratings yet
- Intro Cad Cam Cae ImpDocument64 pagesIntro Cad Cam Cae ImpManmit SalunkeNo ratings yet
- Reverse Engineering of PDC Drill Bit Design To Study Improvement On Rate of PenetrationDocument4 pagesReverse Engineering of PDC Drill Bit Design To Study Improvement On Rate of PenetrationAzri HamimNo ratings yet
- Fundamentals of CAD: Zain ShamiDocument26 pagesFundamentals of CAD: Zain ShamiMudassar KhalidNo ratings yet
- CAD Introduction 1Document43 pagesCAD Introduction 1SIDDHARTH KUMARNo ratings yet
- Introduction To CAD/CAMDocument81 pagesIntroduction To CAD/CAMTafesse100% (6)
- L1 PDFDocument52 pagesL1 PDFDarsh MenonNo ratings yet
- L1 MergedDocument247 pagesL1 MergedDarsh MenonNo ratings yet
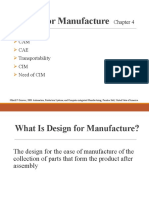
- Design For Manufacture: CAD CAM CAE Transportability CIM Need of CIMDocument50 pagesDesign For Manufacture: CAD CAM CAE Transportability CIM Need of CIMعبدالرحمن سليمانNo ratings yet
- Design For Manufacture: CAD CAM CAE Transportability CIM Need of CIMDocument50 pagesDesign For Manufacture: CAD CAM CAE Transportability CIM Need of CIMHmwDyNo ratings yet
- Introduction To CAD: Svcaet&Rs, Fae, Igkv, Raipur (C.G.)Document20 pagesIntroduction To CAD: Svcaet&Rs, Fae, Igkv, Raipur (C.G.)Jai JoshiNo ratings yet
- Computer 2112Document12 pagesComputer 2112zxcccz100% (2)
- Cad Cam CaeDocument25 pagesCad Cam Caesadananda_pvc100% (1)
- Cad Cam Cae PDFDocument30 pagesCad Cam Cae PDFAritra GoswamiNo ratings yet
- Evolution of CAD/CAM: Mit, UsaDocument63 pagesEvolution of CAD/CAM: Mit, UsaNaveenNo ratings yet
- Chapter 1Document56 pagesChapter 1om navadiyaNo ratings yet
- Chapter 1 - Intro CadcamDocument23 pagesChapter 1 - Intro CadcamMohammad Aizrulshah100% (1)
- Computer Aided Engineering: DR Mervin HerbertDocument51 pagesComputer Aided Engineering: DR Mervin HerbertAmit TopiwalaNo ratings yet
- Cad Cam CaeDocument60 pagesCad Cam CaeKishor PatilNo ratings yet
- List of Queries For Making Garbage Chute QuquotationDocument4 pagesList of Queries For Making Garbage Chute QuquotationFaizanNo ratings yet
- Garbage Chute BOQDocument1 pageGarbage Chute BOQFaizanNo ratings yet
- Garbage Chute Tender 2Document60 pagesGarbage Chute Tender 2Faizan100% (1)
- Seerat Part 3 English - A5Document96 pagesSeerat Part 3 English - A5FaizanNo ratings yet
- Seerat Part 1 English - A5Document8 pagesSeerat Part 1 English - A5Faizan100% (3)
- Bigbelly Provides A Public Right-Of-Way Platform To Deliver Smart City Solutions and Host Communications InfrastructureDocument12 pagesBigbelly Provides A Public Right-Of-Way Platform To Deliver Smart City Solutions and Host Communications InfrastructureFaizanNo ratings yet
- Book OrderDocument1 pageBook OrderFaizanNo ratings yet
- Smart Wheel ChairDocument4 pagesSmart Wheel ChairFaizanNo ratings yet
- 8 Madani Kam For Islamic SistersDocument45 pages8 Madani Kam For Islamic Sistersimrang786No ratings yet
- c1Document16 pagesc1FaizanNo ratings yet
- M Tech Thesis Front Page FulllDocument15 pagesM Tech Thesis Front Page FulllFaizanNo ratings yet
- MEP Designing SUB-2Document4 pagesMEP Designing SUB-2FaizanNo ratings yet
- Fee To Be Paid. 2. All The Above Courses Will Be Commenced On Every Month 1st Wednesday and 3rd WednesdayDocument1 pageFee To Be Paid. 2. All The Above Courses Will Be Commenced On Every Month 1st Wednesday and 3rd WednesdayFaizanNo ratings yet
- Minor File Front PagesDocument4 pagesMinor File Front PagesFaizanNo ratings yet
- Unit-9 Tolerance AnalysisDocument23 pagesUnit-9 Tolerance AnalysisFaizanNo ratings yet
- Unit-10 Time and Cost AnalysisDocument29 pagesUnit-10 Time and Cost AnalysisFaizanNo ratings yet
- Model Magazine CollectionsDocument2 pagesModel Magazine CollectionsJose Luis OliverosNo ratings yet
- THR 400 W Solar System SchematicR1Document5 pagesTHR 400 W Solar System SchematicR1IkhwanNo ratings yet
- dt200r 89 90Document44 pagesdt200r 89 90enduras_WR100% (1)
- Building Design 2 Drainage NotesDocument2 pagesBuilding Design 2 Drainage NotesLemis Sean VerasNo ratings yet
- ExamsgDocument41 pagesExamsgKanish KarNo ratings yet
- Android Based Fire Fight RobotDocument5 pagesAndroid Based Fire Fight RobotSkive FabsysNo ratings yet
- Learning From FedEx: Lessons For The City - Clare Lyster 2012Document15 pagesLearning From FedEx: Lessons For The City - Clare Lyster 2012Stephenson MagalhãesNo ratings yet
- LG ElectronicsDocument3 pagesLG ElectronicsdarshanNo ratings yet
- Solatube Company Folio v1.1Document8 pagesSolatube Company Folio v1.1kabahiziNo ratings yet
- Solar Energy: Zongwei Han, Xiaomei Ju, Lejian Qu, Jiangzhen Liu, Xiao Ma, Shuiwei ZhangDocument8 pagesSolar Energy: Zongwei Han, Xiaomei Ju, Lejian Qu, Jiangzhen Liu, Xiao Ma, Shuiwei ZhangChatchai MikeNo ratings yet
- Krupp Surface Miner: The New GenerationDocument14 pagesKrupp Surface Miner: The New Generationrobson2015100% (1)
- ISO Turning Grade: &Odvvl¿Fdwlrq&KduwDocument1 pageISO Turning Grade: &Odvvl¿Fdwlrq&Kduwsamad behnodfarNo ratings yet
- 93964-Quickstart LMI Gocator 3100 Series PDFDocument2 pages93964-Quickstart LMI Gocator 3100 Series PDFrmorenodx4587No ratings yet
- Omega 85Document1 pageOmega 85Kelly RobertsNo ratings yet
- GDN 186 PDFDocument38 pagesGDN 186 PDFShankarMukherjee100% (1)
- Data CollectionDocument15 pagesData CollectionIrene Elizabeth MathewNo ratings yet
- Manual 05k en InglesDocument22 pagesManual 05k en InglesCocom Ivan100% (2)
- Autonomous Maintenance Standards & ChecklistDocument7 pagesAutonomous Maintenance Standards & ChecklistPanch BNo ratings yet
- Reinforced Concrete Design Indian Code Is 456Document136 pagesReinforced Concrete Design Indian Code Is 456onyejekwe100% (1)
- Flyer Piezo Positioner ModulesDocument5 pagesFlyer Piezo Positioner ModulesbkarakoseNo ratings yet
- UG40 GovernorDocument5 pagesUG40 GovernorSaasi100% (2)
- Johnson Matthey - Using PEST Analysis To Support Decision MakingDocument5 pagesJohnson Matthey - Using PEST Analysis To Support Decision MakingHarry Josua TampubolonNo ratings yet
- Ergonomics in The Automotive Design Process PDFDocument2 pagesErgonomics in The Automotive Design Process PDFVictorNo ratings yet
- Chi Ho Lau BuildingSMART - Concrete InitiativeDocument9 pagesChi Ho Lau BuildingSMART - Concrete InitiativeJohn GiannakopoulosNo ratings yet
- 3512B Air Starter PDFDocument8 pages3512B Air Starter PDFMohamed RedaNo ratings yet
- PCL-711B DSDocument1 pagePCL-711B DSBOLIVARNo ratings yet
- Compressed Air Production Using Vehicle SuspensionDocument13 pagesCompressed Air Production Using Vehicle SuspensionManideep padala0% (1)
- Data Sheets Bulletin Choke Valves Model SCV Angle Body Vonk Us en 2722056Document8 pagesData Sheets Bulletin Choke Valves Model SCV Angle Body Vonk Us en 2722056Pedro Luis Choque MamaniNo ratings yet
- INJECTION PUMP SCV ChangeDocument7 pagesINJECTION PUMP SCV ChangePHÁT NGUYỄN THẾ100% (7)
- An Introduction To Computational Fluid Dynamics - VersteegDocument267 pagesAn Introduction To Computational Fluid Dynamics - Versteegkelvinhoh83100% (12)