You might also like
- Lecture 4 (GLASS INDUSTRIES)Document34 pagesLecture 4 (GLASS INDUSTRIES)Aqsa chNo ratings yet
- Glass Industry Qazi M. OmarDocument37 pagesGlass Industry Qazi M. OmarHassan BashirNo ratings yet
- Kullanım AlanıDocument5 pagesKullanım AlanıMert GüngörNo ratings yet
- Ceramic-Glass On TilesDocument16 pagesCeramic-Glass On TilesHoang LeNo ratings yet
- Heike Brachlow-Creating Bespoke Glass ColourDocument17 pagesHeike Brachlow-Creating Bespoke Glass ColourHua Hidari YangNo ratings yet
- Barrachina, 2018Document7 pagesBarrachina, 2018Iury MoraesNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2010/0119426 A1Document4 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2010/0119426 A1Arzu AkarNo ratings yet
- Glassomelt - Indian CalumiteDocument5 pagesGlassomelt - Indian CalumiteSourabh JainNo ratings yet
- Glass Recycling in Cement Production AnDocument7 pagesGlass Recycling in Cement Production AnKiran KiranaNo ratings yet
- Anti-Fog Resin Sheet Enhances Low-Temp EffectsDocument14 pagesAnti-Fog Resin Sheet Enhances Low-Temp EffectsJavier BecerraNo ratings yet
- 6197916Document8 pages6197916apihanasNo ratings yet
- Crystallization Behaviour of Fluorphlogopite Glass Ceramics: Received February 7, 2000 Accepted February 20, 2001Document8 pagesCrystallization Behaviour of Fluorphlogopite Glass Ceramics: Received February 7, 2000 Accepted February 20, 2001Ali AddieNo ratings yet
- Diopside Based White Porcelain TilesDocument4 pagesDiopside Based White Porcelain TilesKerem Alev ZenginoğluNo ratings yet
- US2019618 Sodium Aluminate FirebrickDocument6 pagesUS2019618 Sodium Aluminate FirebrickonixexenNo ratings yet
- Delioarmanlı Et Al. 2016Document11 pagesDelioarmanlı Et Al. 2016Delal KarakuşNo ratings yet
- Pekkan J. Mater. Sci. 2009Document8 pagesPekkan J. Mater. Sci. 2009errairachidNo ratings yet
- Thermal Properties and Glass Formation in The Sio - B O - Bi O - Zno Quaternary SystemDocument5 pagesThermal Properties and Glass Formation in The Sio - B O - Bi O - Zno Quaternary SystemCaio Carvalho de LimaNo ratings yet
- Silica and Sand IndustryDocument45 pagesSilica and Sand IndustryThea Marie SantarinNo ratings yet
- CHEMISTRY OF GLASS .2: Page NoDocument17 pagesCHEMISTRY OF GLASS .2: Page NoPothuraju PrudhiviNo ratings yet
- CHEMISTRY OF GLASS .2: Page NoDocument17 pagesCHEMISTRY OF GLASS .2: Page NoPothuraju PrudhiviNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2007/0204519 A1Document9 pagesPatent Application Publication (10) Pub. No.: US 2007/0204519 A1rat0708No ratings yet
- Glass Manufacturing Process12Document10 pagesGlass Manufacturing Process12Mahfuzur Rahman SiddikyNo ratings yet
- United States Patent 0: Patented Sept. 8, 1959Document4 pagesUnited States Patent 0: Patented Sept. 8, 1959olivia syifaNo ratings yet
- Us 5256603 HHDocument7 pagesUs 5256603 HHemrouzeNo ratings yet
- Cao, 2016Document16 pagesCao, 2016Iury MoraesNo ratings yet
- 1374 Ic-03Document5 pages1374 Ic-03Muruga DasNo ratings yet
- Artículo Docente. Determinación de La Densidad de Un Líquido Con El Método Del PicnómetroDocument6 pagesArtículo Docente. Determinación de La Densidad de Un Líquido Con El Método Del PicnómetroAlejandro Vargas CalderonNo ratings yet
- Investment Casting Ductile Iron ReviewDocument5 pagesInvestment Casting Ductile Iron ReviewSteve GreenNo ratings yet
- Production of The Modified Liquid Glass in The Pro PDFDocument7 pagesProduction of The Modified Liquid Glass in The Pro PDFBan ZanganaNo ratings yet
- Glass Manufacturing ProcessDocument2 pagesGlass Manufacturing ProcessNur Aulia S100% (2)
- Chen 2008Document5 pagesChen 2008Saiffudin AnwarNo ratings yet
- Glass - Wikipedia 7Document1 pageGlass - Wikipedia 7A-ReaderNo ratings yet
- Semiconductor polishing compound for cerium oxide slurry stabilityDocument13 pagesSemiconductor polishing compound for cerium oxide slurry stabilityrat0708No ratings yet
- Potassium FeldsparDocument6 pagesPotassium FeldsparSengupta VivekNo ratings yet
- 2 9 1652503384 2IJIETJUN20222.pdf1Document6 pages2 9 1652503384 2IJIETJUN20222.pdf1TJPRC PublicationsNo ratings yet
- Industrial & Engineering Chemistry Research Volume 38 Issue 11 1999 (Doi 10.1021/ie990156b) Vegliò, F. Passariello, B. Abbruzzese, C. - Iron Removal Process For High-Purity Silica Sands ProductioDocument6 pagesIndustrial & Engineering Chemistry Research Volume 38 Issue 11 1999 (Doi 10.1021/ie990156b) Vegliò, F. Passariello, B. Abbruzzese, C. - Iron Removal Process For High-Purity Silica Sands ProductioTaufik RaharjoNo ratings yet
- Fiber Fabrication:: Liquid-Phase (Melting) TechniquesDocument10 pagesFiber Fabrication:: Liquid-Phase (Melting) TechniquesPavan Kumar SharmaNo ratings yet
- The Raw Materials Required For To Make Clear Glass AreDocument4 pagesThe Raw Materials Required For To Make Clear Glass Arealiyah khalidNo ratings yet
- Glass Manufacturing: Industry Description and Practices Waste CharacteristicsDocument4 pagesGlass Manufacturing: Industry Description and Practices Waste CharacteristicsDrsakirNo ratings yet
- Fluorite - Saving EnergyDocument9 pagesFluorite - Saving EnergyrecaiNo ratings yet
- Foam glass processing using polishing residueDocument9 pagesFoam glass processing using polishing residueAlejandro Vargas CalderonNo ratings yet
- My ProjectDocument31 pagesMy ProjectmahendraNo ratings yet
- Aleación Aluminio SilicioDocument7 pagesAleación Aluminio SilicioEmanuelRomeroGNo ratings yet
- Lecture Glass IndustryDocument41 pagesLecture Glass IndustryUsman AliNo ratings yet
- Article CIS 13 Pp.6-8 1Document3 pagesArticle CIS 13 Pp.6-8 1ehsanNo ratings yet
- Recent Progress of Hot Stage ProcessingDocument10 pagesRecent Progress of Hot Stage ProcessingEstéfano Aparecido VieiraNo ratings yet
- Use of Recycled Glass As A Raw Material in The Manufacture of Portland CementDocument2 pagesUse of Recycled Glass As A Raw Material in The Manufacture of Portland CementHazel BarrigaNo ratings yet
- Preparation and Properties of Porous Aerated ConcreteDocument5 pagesPreparation and Properties of Porous Aerated Concreteafic219473No ratings yet
- 07 - Use of Sulfur Dioxide in Chinese Float-Glass Production Lines - Am C Society BulletinDocument5 pages07 - Use of Sulfur Dioxide in Chinese Float-Glass Production Lines - Am C Society BulletinCamelia Neagu-CogalniceanuNo ratings yet
- 9 Module 9 Glass Working (20231031202003)Document11 pages9 Module 9 Glass Working (20231031202003)Belle MateoNo ratings yet
- Overview of Zinc Production in Imperial Smelting Process: October 2017Document7 pagesOverview of Zinc Production in Imperial Smelting Process: October 2017김민석No ratings yet
- Glass Composition and PropertiesDocument8 pagesGlass Composition and PropertiesMd. Sifat Ibna IslamNo ratings yet
- Roasting Matte To Nickel Oxide and MetalDocument7 pagesRoasting Matte To Nickel Oxide and MetalDavid SanchezNo ratings yet
- AsfsgDocument7 pagesAsfsgTracy ShieldsNo ratings yet
- Glass Industry PDFDocument6 pagesGlass Industry PDFYunus AhmedNo ratings yet
- Hot Corrosion CeramicsDocument8 pagesHot Corrosion Ceramicsnipun718No ratings yet
- Sławomir Wysocki, Rafał Wiśniowski, Dawid Ryznar, Magdalena GaczołDocument9 pagesSławomir Wysocki, Rafał Wiśniowski, Dawid Ryznar, Magdalena GaczołNabilah FirdausNo ratings yet
- 76th Conference on Glass Problems, Version A: A Collection of Papers Presented at the 76th Conference on Glass Problems, Greater Columbus Convention Center, Columbus, Ohio, November 2-5, 2015From Everand76th Conference on Glass Problems, Version A: A Collection of Papers Presented at the 76th Conference on Glass Problems, Greater Columbus Convention Center, Columbus, Ohio, November 2-5, 2015S. K. SundaramNo ratings yet
- Modern Glass CharacterizationFrom EverandModern Glass CharacterizationMario AffatigatoNo ratings yet
- Advances in Solid Oxide Fuel Cells and Electronic Ceramics IIFrom EverandAdvances in Solid Oxide Fuel Cells and Electronic Ceramics IIMihails KusnezoffNo ratings yet
- Glass GuideDocument121 pagesGlass Guidervnesari100% (1)
- Spray Hard Coat Glass Vs CVD Hard CoatDocument6 pagesSpray Hard Coat Glass Vs CVD Hard CoatMahfuzur Rahman SiddikyNo ratings yet
- Glass Is AnDocument26 pagesGlass Is AnMahfuzur Rahman SiddikyNo ratings yet
- Glass Manufacturing: Industry Description and Practices Waste CharacteristicsDocument4 pagesGlass Manufacturing: Industry Description and Practices Waste CharacteristicsDrsakirNo ratings yet
- Glass Production: Recuperator Tubes Welding ProductsDocument1 pageGlass Production: Recuperator Tubes Welding ProductsMahfuzur Rahman SiddikyNo ratings yet
- Glass ManufacturingDocument4 pagesGlass ManufacturingMahfuzur Rahman SiddikyNo ratings yet
- Glass Manufacture: ME 4210: Manufacturing Processes and Engineering - Prof. J.S. Colton © GIT 2011 1Document22 pagesGlass Manufacture: ME 4210: Manufacturing Processes and Engineering - Prof. J.S. Colton © GIT 2011 1this_is_noorNo ratings yet
- Glass: View Larger Imageview Larger ImageDocument1 pageGlass: View Larger Imageview Larger ImageMahfuzur Rahman SiddikyNo ratings yet
- Glass Production: From Wikipedia, The Free EncyclopediaDocument10 pagesGlass Production: From Wikipedia, The Free EncyclopediaMahfuzur Rahman SiddikyNo ratings yet
- Glass Process Flow ChartDocument1 pageGlass Process Flow ChartMahfuzur Rahman Siddiky75% (4)
- Flat Glass Production ProcessesDocument2 pagesFlat Glass Production ProcessesMahfuzur Rahman SiddikyNo ratings yet
- Glass Manufacturing Process12Document10 pagesGlass Manufacturing Process12Mahfuzur Rahman SiddikyNo ratings yet
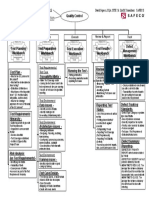
- (Ebook) Quality Control, Defect Detection, Summary Chart PDFDocument1 page(Ebook) Quality Control, Defect Detection, Summary Chart PDFMahfuzur Rahman SiddikyNo ratings yet
- Technical Paper Glass ProductionDocument42 pagesTechnical Paper Glass Productioncun_85No ratings yet
- C 11 S 15Document10 pagesC 11 S 15nugrahavirgiNo ratings yet
- Thesis On CatalystDocument36 pagesThesis On CatalystMahfuzur Rahman SiddikyNo ratings yet
- Glass Industry PDFDocument6 pagesGlass Industry PDFYunus AhmedNo ratings yet
- Glass Fiber ManufacturingDocument16 pagesGlass Fiber ManufacturingRoshan PatelNo ratings yet
- 300 Excel TipsDocument5 pages300 Excel TipsGlenn96% (23)
- Quality Control Checklist - Gypsum DrywallDocument1 pageQuality Control Checklist - Gypsum DrywallMahfuzur Rahman SiddikyNo ratings yet
- Chemical ReactorDocument8 pagesChemical ReactorMahfuzur Rahman SiddikyNo ratings yet
- Food Quality and Safety Systems-A Training Manual On Food Hygiene and The Hazard Analysis and Critical Control Point FULL (HACCP) System (FAO 1998)Document162 pagesFood Quality and Safety Systems-A Training Manual On Food Hygiene and The Hazard Analysis and Critical Control Point FULL (HACCP) System (FAO 1998)Mahfuzur Rahman SiddikyNo ratings yet
- Transport Phenomena and Unit Operations - GriskeyDocument458 pagesTransport Phenomena and Unit Operations - Griskeymls333100% (12)
- Welcome: Siddiky Md. Mahfuzur Rahman ID No: 12990214 Bachelor of Engineering, Chemical EngineeringDocument21 pagesWelcome: Siddiky Md. Mahfuzur Rahman ID No: 12990214 Bachelor of Engineering, Chemical EngineeringMahfuzur Rahman SiddikyNo ratings yet
- Encyclopedia of Chemical Processing - S Lee (Taylor and Francis, 2006) WW PDFDocument3,338 pagesEncyclopedia of Chemical Processing - S Lee (Taylor and Francis, 2006) WW PDFMahfuzur Rahman SiddikyNo ratings yet
- R DC /DT: Formed I: Fluid Reacting of e Unit Volum On BasedDocument8 pagesR DC /DT: Formed I: Fluid Reacting of e Unit Volum On BasedMahfuzur Rahman SiddikyNo ratings yet
- Mechanical Unit Operations in Waste TreatmentDocument32 pagesMechanical Unit Operations in Waste Treatmentwaheed2286No ratings yet
- Towards A First-Principles Chemical Engineering: Karsten ReuterDocument28 pagesTowards A First-Principles Chemical Engineering: Karsten ReuterMahfuzur Rahman SiddikyNo ratings yet
- Syllabus PDFDocument26 pagesSyllabus PDFMahfuzur Rahman SiddikyNo ratings yet
- Combustion and Flame: Understanding the BasicsDocument17 pagesCombustion and Flame: Understanding the Basicsdian100% (1)
- HS-800 2C Technical Data SheetDocument3 pagesHS-800 2C Technical Data SheetĐạt LêNo ratings yet
- As NZS 1865 1997 Aluminium and Aluminium Alloys Drawn Wire Rod Bar and StripDocument7 pagesAs NZS 1865 1997 Aluminium and Aluminium Alloys Drawn Wire Rod Bar and StripYasser Hammad MohamedNo ratings yet
- KK Rao IndustriesDocument1 pageKK Rao IndustriesSainath AmudaNo ratings yet
- Determine Xenon's Ionization PotentialDocument3 pagesDetermine Xenon's Ionization PotentialAbhi Rami50% (2)
- Cell Communication Practice TestDocument5 pagesCell Communication Practice Testapi-237801056100% (2)
- Batch 10 TimetableDocument1 pageBatch 10 TimetableMarcoNo ratings yet
- Periodic Table Display Poster A4Document1 pagePeriodic Table Display Poster A4Sarah Khan100% (1)
- 4.6.intermolecular ForcesDocument27 pages4.6.intermolecular Forcesspareacc9823No ratings yet
- Hazard AnalysisDocument39 pagesHazard AnalysisvishnuNo ratings yet
- GSI SLV SFI Whitepaper EN PDFDocument9 pagesGSI SLV SFI Whitepaper EN PDFjayahasanNo ratings yet
- Cocaine in Blood of Coca ChewersDocument10 pagesCocaine in Blood of Coca ChewersKarl-GeorgNo ratings yet
- Simple MetallurgyDocument10 pagesSimple MetallurgyMahendra Singh0% (1)
- Pressure Swing Adsorption in The Unit Operations LaboratoryDocument8 pagesPressure Swing Adsorption in The Unit Operations Laboratorydilip matalNo ratings yet
- Post-Laboratory Report Experiment 2: Potential of A Galvanic CellDocument5 pagesPost-Laboratory Report Experiment 2: Potential of A Galvanic CellerizaNo ratings yet
- Design & Analysis of A Production Well in An Offshore Production FeildDocument26 pagesDesign & Analysis of A Production Well in An Offshore Production FeildAnonymous 1MjHWwNo ratings yet
- 管径计算表Document11 pages管径计算表Ascend032No ratings yet
- In-Line Pulsation Dampeners For Bredel 25-100, APEX 28 and APEX 35 PumpsDocument2 pagesIn-Line Pulsation Dampeners For Bredel 25-100, APEX 28 and APEX 35 PumpsVruno Velasquez LNo ratings yet
- Fouling of Heat Exchangers by Dairy Fluids - A Review: B. BansalDocument9 pagesFouling of Heat Exchangers by Dairy Fluids - A Review: B. BansalfikerykNo ratings yet
- Cswip 3 (1) .1 Bridge Examination QuestionDocument3 pagesCswip 3 (1) .1 Bridge Examination QuestionbassamNo ratings yet
- Udel PSU Design Guide - EN v5.0 - 0 - 0 PDFDocument84 pagesUdel PSU Design Guide - EN v5.0 - 0 - 0 PDFReza Pencinta AL HadadNo ratings yet
- Synthesis and Characterization of Some Novel Polyfunctionally Substituted Indeno (2,1-b) Thiophene Compounds Derived From IndanonesDocument6 pagesSynthesis and Characterization of Some Novel Polyfunctionally Substituted Indeno (2,1-b) Thiophene Compounds Derived From IndanonesWalid Ebid ElgammalNo ratings yet
- Dale Beggs 1 - Production Optimization Using Nodal Analysis (010-016)Document7 pagesDale Beggs 1 - Production Optimization Using Nodal Analysis (010-016)Luz Mary OrtegaNo ratings yet
- Chemset Chemical AnchoringDocument4 pagesChemset Chemical Anchoringthorik achsanNo ratings yet
- BG1005 Materials Sciences_ Homework #1Document4 pagesBG1005 Materials Sciences_ Homework #1blueworld_918094No ratings yet
- Protocols Cleaning Disinfection SterilizationDocument23 pagesProtocols Cleaning Disinfection SterilizationGeneSegoviaNo ratings yet
- Temperature Compensation in PH Meter-A Survey: April 2015Document10 pagesTemperature Compensation in PH Meter-A Survey: April 2015Deepakrao Bornare PatilNo ratings yet
- Book of AbstractsDocument56 pagesBook of AbstractsCojocaru Bogdan EugenNo ratings yet
- SpeedCEM BrochureDocument4 pagesSpeedCEM BrochureIvoclar VivadentNo ratings yet
- Duplex and Superduplex Stainless Steel Fittings (Amendments/Supplements To Astm A 815)Document11 pagesDuplex and Superduplex Stainless Steel Fittings (Amendments/Supplements To Astm A 815)Mathew CherianNo ratings yet