Professional Documents
Culture Documents
Manual PLC 2009
Uploaded by
carlosCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Manual PLC 2009
Uploaded by
carlosCopyright:
Available Formats
MANUAL DEL CURSO DE:
CONTROLADOR LGICO PROGRAMABLE
(PLC)
Hermosillo, Sonora. Enero de 2010
Manual del Curso de PLC 2
Contenido
Introduccin a la automatizacin..........................................................................................................4
Definiciones Bsicas...............................................................................................................................5
Tipos de Seales Elctricas..................................................................................................................6
Trminos...................................................................................................................................................6
Introduccin al PLC.................................................................................................................................9
Arquitectura del PLC...........................................................................................................................9
Estructura Externa..............................................................................................................................9
Definicin de los componentes.......................................................................................................11
Conexin del PLC.............................................................................................................................13
Programacin del PLC (diagrama escalera).................................................................................17
Lgica de programacin...................................................................................................................18
Secuencia de Operaciones en un PLC.............................................................................................19
Funciones Bsicas............................................................................................................................19
Funcin NOT......................................................................................................................................20
Funcin AND......................................................................................................................................20
Funcin OR........................................................................................................................................21
Combinacin de funciones..............................................................................................................22
Programas con funciones bsicas y secunciales..........................................................................24
Ejercicio 1...........................................................................................................................................24
Ejercicio 2...........................................................................................................................................25
Ejercicio 3...........................................................................................................................................26
Ejercicio 4...........................................................................................................................................27
Ejercicio 5...........................................................................................................................................29
Ejercicio 6. Pesado preciso de sustancias....................................................................................32
Secuencia de operacin...............................................................................................................32
Uso de instrucciones OTL y OTU...................................................................................................33
Instrucciones de temporizador............................................................................................................35
Temporizador a la desconexin (TOF)..........................................................................................36
Temporizador retentivo (RTO).........................................................................................................37
Mquina de taladrar con reja de proteccin.....................................................................................39
Secuencia de operacin...................................................................................................................39
Instrucciones de contador................................................................................................................40
Contador (CTD).................................................................................................................................41
Aplicacin de un contador Up/Down..............................................................................................42
Instruccin Jump...................................................................................................................................43
Funcin de comparacin EQU............................................................................................................45
Funcin No igual NEQ.........................................................................................................................45
Funcin menor que...............................................................................................................................46
Funcin Menor igual que......................................................................................................................46
Funcin mayor que...............................................................................................................................46
Funcin mayor que o igual..................................................................................................................47
Manual del Curso de PLC 3
Introduccin a la automatizacin
En la industria moderna contar con sistemas de produccin cada vez ms eficientes es de suma
importancia. El avance tecnolgico de la ingeniera y de la tcnica se ha convertido en parte
fundamental para el desarrollo de los procesos de manufactura e industriales. En un mundo
globalizado y en constante crecimiento la demanda de innumerables productos ha obligado a la
industria a desarrollar la produccin en masa. La automatizacin ha jugado un papel vital para
el desarrollo industrial, realizando trabajos de maquinado, ensamble, armado de piezas entre
muchas otras.
La automatizacin Industrial ha evolucionado a la par con los sistemas mecnicos, electrnicos,
elctricos e informticos, en un principio para automatizar un proceso se utilizaban seales de
bajo voltaje y transistores, despus se desarrollaron los circuitos integrados y
microprocesadores. Las computadoras pasaron a formar parte de control de procesos. Las
plantas modernas empezaron a requerir sistemas cada vez mas grandes, con mltiples
entradas y salidas de seales, lo que llevo a desarrollar controladores especializados con las
herramientas necesarias y fciles de manejar; As surge el PLC controlador lgico
programable que es un dispositivo con su lenguaje de programacin que se puede adaptar a
cualquier necesidad de automatizar un proceso.
Manual del Curso de PLC 4
Definiciones Bsicas
PLC: Es un sistema electrnico de funcionamiento digital, diseado para ser utilizado en un entorno industrial.
Que utiliza una memoria programable para el almacenamiento interno de instrucciones orientadas al usuario,
para la realizacin de funciones de: Enlaces lgicos, secuenciacin, temporizacin, recuento y clculo, para
controlar a travs de entradas y salidas digitales o analgicas, diversos tipos de maquinas o procesos.
Planta: Equipo, mquina, mecanismo o proceso a ser controlado.
Sistema: Combinacin de componentes que actan conjuntamente para cumplir un determinado objetivo.
Proceso: Operacin contina que consiste en una serie de pasos o acciones controladas o movimientos
sistemticos para un determinado fin.
Entrada: Excitacin o estmulo que se aplica a un sistema de control.
Salida: Respuesta obtenida del sistema de control.
Perturbacin: Seal que tiende a afectar adversamente el valor de salida de un sistema, si esta anomala es
generada dentro del sistema, se denomina interna, las perturbaciones externas se generan fuera del sistema y
se consideran entradas.
Control de realimentacin: Control que tiende a reducir la diferencia entre la salida y la entrada de referencia
de un sistema, cuando hay presencia de perturbaciones.
Sistema de control realimentado: Es un sistema que tiende a mantener una relacin preestablecida entre la
entrada de referencia y la salida, comparando ambas y utilizando la diferencia como parmetro de control.
Servomecanismo: Sistema de control realimentado en el cual la salida es alguna posicin, velocidad o
aceleracin mecnica
Sistema de control automtico: es un arreglo de componentes fsicos instalados y conectados de tal forma,
que este arreglo se pueda regular, dirigir o comandar a si mismo o a otro sistema.
Lo que se busca principalmente con un sistema automtico es AUMENTAR la EFICIENCIA de un proceso,
incrementando la velocidad, la precisin y la calidad, al mismo tiempo que se disminuyen los riesgos que se
tendran en la tarea si fuese realizada manualmente.
Transductor: Elemento que convierte un tipo de seal o energa a otra.
Sensor: Tipo especial de transductor que presenta la particularidad de responder a estmulos de caractersticas
fsicas determinadas.
Hardware: Por hardware se entienden los grupos electrnicos que se encargan de activar o desactivar las
funciones controlables de la instalacin o maquinaria en funcin de una secuencia lgica determinada.
Software: Por software se entienden los programas, los cuales, determinan los enlaces lgicos y, por
consiguiente, la activacin o desactivacin, o sea el mando, de los grupos controlables en la instalacin o
maquinaria. El software, a sea los programas, estn archivados en una memoria (hardware) propia y especial,
de la cual pueden ser recuperados y, en su caso, modificados en cualquier momento dado. Al modificar el
programa se altera tambin la secuencia del mando. Una modificacin o cambio del software no implica un
cambio del hardware.
Actuadores: La tcnica de los actuadores abarca todos los grupos sobre la instalacin o maquinaria
controlable, cuya actuacin modifica los estados del PLC, es decir modifica los procesos o indica una alteracin
de estados. Los elementos actuadores pueden ser, por ejemplo, zumbadores o electro vlvulas.
Manual del Curso de PLC 5
Equipo programador: Con ste se elabora el software y se carga en la memoria del PLC. En la mayora de los
casos sirve tambin para la comprobacin de los programas.
Mdulos de entrada y salida: Establecen la comunicacin entre la unidad central y los sensores/actuadores.
Cada uno de estos mdulos est dotado de un nmero determinado de entradas y/o salidas. Cada entrada o
salida puede estar activada (estado 1) o desactivada (estado 0).
Direcciones de un PLC: El PLC est equipado con un nmero determinado de entradas y salidas que lo
conectan a los sensores y los actuadores. El programa memorizado en el equipo de control se compone de
instrucciones que activan o desactivan las respectivas entradas y salidas. Se necesitan, pues, direcciones para
distinguir cada salida o entrada en las instrucciones.
Programas secunciales: El proceso controlable se desarrolla en varios pasos consecutivos independientes.
En estos sistemas, es preciso que primero se cumplan ciertas condiciones en un paso antes de que el equipo
proceda al siguiente.
Tipos de Seales Elctricas
Qu es una seal elctrica?
Es la representacin de una informacin con medios de transmisin fsicamente medibles.
Analgica: Seal continua con respecto al tiempo (4-20 mA.) tiene una cantidad infinita de valores
(Temperatura, velocidad, caudal, etc.)
Seal contina con respecto al tiempo, representada con un voltaje, corriente o movimiento de un indicador o
medidor que es proporcional al valor medido.
Ejemplo: El nivel de la columna de mercurio de un termmetro.
Digital: Seal binaria 0 1
Ejemplo: Una lmpara que indica si un equipo esta apagado o encendido.
Seal binaria: Seal digital especial; la seal binaria slo puede tomar dos valores posibles. Ello significa que
la seal binaria transfiere slo dos informaciones, uno o cero, si o no, activacin o desactivacin.
Trminos
Bit: Dgito binario 0 1
Byte: Conjunto de 8 bits (palabra de configuracin) word.
Datos: Representacin de informacin por medio de cantidades binarias hexadecimal.
Programa: Conjunto de instrucciones o datos que procesan de manera lgica matemtica las seales que
maneja.
Los sistemas de lazo cerrado o AUTOMTICOS, son los ms utilizados actualmente y segn el tipo de seales
que manejen pueden ser analgicos, digitales o hbridos.
Los AUTOMATISMOS ANALGICOS, trabajan con seales variables en el tiempo, dentro de un margen
especfico.
La seal ms comn utilizada en aplicaciones industriales es un circuito de corriente de 2 alambres y 4 a 20
mA.
Manual del Curso de PLC 6
Los AUTOMATISMOS DIGITALES funcionan con seales que solo tienen 2 estados, presencia o ausencia de
un determinado voltaje, los ms utilizados son de 0 5 V, 0 10 V o 0 24 V, estos sistemas son muy
utilizados en dispositivos de proceso como el PLC.
Los AUTOMATISMOS HBRIDOS, son la configuracin ms comn para la automatizacin de procesos y
combinan sistemas analgicos y digitales.
Una clasificacin ms detallada se muestra en los siguientes esquemas:
Manual del Curso de PLC 7
Manual del Curso de PLC 8
Introduccin al PLC
Objetivo: Identificar los componentes bsicos de un PLC, identificar las entradas y salidas de un sistema
utilizando PLCs y su programacin bsica.
Arquitectura del PLC
Tiempo atrs los procesos industriales se realizaban de forma cableada por medio de contactores y
relevadores, pero en la actualidad al utilizar tcnicas ms complejas y de alto nivel la utilizacin de un PLC es
una excelente opcin.
Si nuestro proceso es complejo o no, puede tener algunas de las siguientes necesidades:
Procesos de produccin con cambios continuos
Maquinaria con procesos variables
Espacio reducido
Adquisicin de datos del proceso
Cambios en las partes del sistema
Las ventajas que nos proporciona el PLC es que si hay cambios en nuestro proceso, solo necesitamos cambiar
la programacin del mismo, de igual forma nos ofrece otras ventajas:
Robustez para trabajar en ambientes industriales
Mantenimiento econmico
Ocupa un espacio reducido
Opcin de expansin en forma modular
Posibilidad de controlar varias equipos a la vez
Reduccin de tiempos en puesta en marcha de equipos o procesos
Incorporacin de funciones avanzadas
En la actualidad existen diferentes marcas y fabricantes de PLCs, cada uno de ellos con sus caractersticas
especiales tanto de software (programacin) como de hardware (procesador, entradas y salidas, etc.). Pero la
estructura entre ellos es muy similar y se puede dividir en estructura externa y estructura interna.
Estructura Externa
a) Compacta: En un solo bloque se encuentra el CPU, fuente de alimentacin, mdulo de entradas y salidas,
comunicacin del puerto. Se utiliza cuando la aplicacin no es muy compleja y no requerimos de gran cantidad
entradas y salidas mdulos especiales.
En las siguientes figuras se muestra la estructura clsica del PLC.
Figura 1
Figura 2
b) Modular, Que se divide en:
1. Estructura Americana.- En la cual se separan los mdulos de entrada/salida del resto del PLC.
Manual del Curso de PLC 9
2. Estructura Europea.- Cada mdulo realiza una funcin especfica; es decir, un mdulo es el CPU, otro la
fuente de alimentacin, etc.
Estructura modular.
Aumento del nmero de E/S
En forma general un PLC esta compuesto por los siguientes elementos:
1. Fuente de alimentacin
2. Unidad central de proceso
3. Mdulos de entrada y salida
4. Dispositivos perifricos (pueden ser mdulos de comunicacin, expansin de memoria, nuevos mdulos
de entrada y salida)
5. Interfaces para la comunicacin del PLC
6. Terminal o unidad de programacin
Manual del Curso de PLC 10
Definicin de los componentes
a) Fuente de alimentacin: Provee el voltaje y corriente necesario que requieren cada uno de los
mdulos que conforman el PLC.
b) Procesador: Contiene memoria donde se almacena el programa que controla el proceso, puertos para
comunicarse con la terminal de programacin generalmente RS-232, indicadores de estado e
interruptores para colocar al procesador en sus diferentes modo de operacin.
c) Mdulos de entrada y salida: Se divide en entradas y salidas tanto digitales como analgicas.
Las seales elctricas de entrada provienen de algn sensor o detector, un botn pulsador interruptor que
indican alguna posicin mecnica, dichas entradas son del tipo DIGITAL o DISCRETA y el mdulo que
estaremos usando para estas seales debe ser del mismo tipo.
Las seales del tipo digital solo tiene dos estados, voltaje o no voltaje, los niveles mas comunes son 0 - 5v. 0 -
24v que es el ms utilizado en el medio industrial.
Dispositivos de entrada ms comunes:
Sensores inductivos, capacitivos o fotoelctricos.
Interruptores.
Finales de carrera.
Contactos de rele.
Los mdulos de salida discreta pueden ser de salida a relevador o de salida a transistor. En los de salida a
relevador, cuando la salida se habilita, se energiza la bobina de un relevador interno del mdulo, y este conmuta
el estado de su contacto auxiliar. Los de salida a transistor conmutan cargas inductivas, generalmente de 24
VCC.
Dispositivos de salida ms comunes:
Relevadores
Arrancadores
Selenoides
Indicadores
Motores
Cuando existen variables fsicas por controlar, como temperatura, presin o flujo, requerimos del manejo de
seales ANALGICAS, y por lo tanto tambin de mdulos de entrada y/o salida que puedan manejar este tipo
de seales. Los rangos de las seales mas utilizadas por estos mdulos son:
Corriente de 4 a 20 mA
Voltajes de 0 Vcc a 5 Vcc y de 0 Vcc a 10 Vcc
Manual del Curso de PLC 11
Al manejar seales analgicas y sus mdulos correspondientes es importante considerar lo siguiente:
Los valores analgicos hacen referencia a una representacin de cantidad numrica.
En la conversin Anlogo/Digital (A/D), se genera un valor digital cuya magnitud es proporcional a la
magnitud de la seal analgica medida.
En la conversin Digital/Anlogo (D/A), se genera un valor analgico cuya magnitud es proporcional a la
magnitud de un valor digital.
Todos los mdulos as como la mayora de los dispositivos que se utilizan en automatizacin se montan
sobre rile DIN.
Figura 3
d) Terminales de programacin: Para poder almacenar o descargar un programa en la memoria de PLC
necesitamos una terminal de programacin, la mayora de los procesadores tiene puertos o canales de
comunicacin para poder conectar estos dispositivos y estos varan de acuerdo al fabricante.
Existen terminales de comunicacin de distintos tipos, pero el medio ms comn es la computadora la cual tiene
instalado un software de programacin y de comunicacin.
Conexin del PLC
Conexin de entrada
Lgica Positiva Lgica Negativa
Manual del Curso de PLC 12
Comn tierra, entradas positivas Comn voltaje positivo, entradas negativas
Conexin de salida
Salida en CA
Manual del Curso de PLC 13
Salida en CD
Conexin de sensores
Manual del Curso de PLC 14
CAF: terminal positiva (+24 Vcd)
AZUL: terminal negativa (0 Vcd)
NEGRO: seal de control
Conexin del sensor al PLC
Manual del Curso de PLC 15
Programacin del PLC (diagrama escalera)
El programa que se introduce en la memoria del controlador, contiene instrucciones de bit, que representan a
dispositivos de entrada y de salida.
A medida que el programa de escalera es ledo por el procesador durante su operacin el estado cambiante de
activado/desactivado de las entradas externas es aplicado al programa, activando y desactivando salidas
externas de acuerdo a la lgica del programa de escalera.
En un programa de escalera existen 3 estados bsicos:
Contactos normalmente abiertos
Contactos normalmente cerrados
Bobinas
Un programa de escalera consta de renglones individuales, conteniendo cada uno de ellos instrucciones de
entrada y salida. Las instrucciones de entrada, siempre aparecen a la izquierda en su programa de escalera.
Las instrucciones de salida siempre deben de aparecer a la derecha en su programa de escalera. Cada
instruccin de entrada o salida (contactos N.O, N.C o bobina), tienen una direccin que las ubica en los
archivos de datos del procesador.
El diagrama de contactos es uno de los tipos de programacin ms importantes, tambin se lo denomina y se le
conoce por su voz inglesa ladder diagramm. De hecho, el diagrama de contactos se parece mucho a una
escalera (ingls: ladder), con dos lneas verticales, la de la izquierda puesta a una fuente de tensin y la
derecha puesta a tierra. Entre estas paralelas se trazan perpendiculares tambin paralelas, de izquierda a
derecha: Los circuitos de corriente o lneas de contactos. Las entradas se representan con los siguientes
smbolos:
-- ] [ -- Contacto abierto.
-- ] / [ -- Contacto cerrado, negado.
-- ( ) Salida, bobina.
A cada smbolo le es asignada una direccin PLC real o una abreviatura
Manual del Curso de PLC 16
Lgica de programacin
Durante la operacin normal del controlador, el procesador determina el estado activado/desactivado de los bits
en los archivos de datos, evala la lgica de rengln y cambia el estado de las salidas de acuerdo a la
continuidad lgica de los renglones. Las instrucciones de entrada establecen las condiciones bajo las cuales el
procesador har una instruccin de salida falsa o verdadera. Estas condiciones son:
1. Cuando el procesador encuentra un camino continuo de instrucciones de entrada verdaderas en un
rengln, la instruccin de salida se hace verdadera, entonces decimos que el rengln es verdadero.
2. Cuando el procesador no encuentra un camino continuo de instrucciones de entrada verdaderas en un
rengln, entonces decimos que el rengln es falso.
Manual del Curso de PLC 17
Secuencia de Operaciones en un PLC
1. Cuando se enciende el procesador, este efecta un auto-chequeo de encendido e inhabilita las salidas.
2. Entra en modo de operacin normal.
3. Lee el estado de las entradas y los almacena en una zona especial de memoria llamada tabla de
imagen de entradas.
4. Se ejecuta el archivo de programa, es decir, se ejecuta la secuencia del programa de control.
5. El PLC modifica la tabla de imagen de salida.
6. El procesador actualiza el estado de las salidas copiando hacia los mdulos de salida el estado de la
tabla de imagen de salida.
7. Se comienza de nuevo desde el paso numero 3.
8. A cada ciclo de ejecucin de esta lgica o ciclo de operacin del procesador, tambin se le denomina
ciclo de barrido o escn.
Existen tambin algunas funciones adicionales de los PLCs como:
1. Autochequeo de fallas, en cada escn el PLC efecta un chequeo del funcionamiento del sistema,
reportando el resultado en forma de bits internos a los que el usuario puede acceder.
2. Salvaguarda de estados, es decir, es posible indicar al PLC el estado que deben guardar algunas
salidas o variables internas en caso de falla o falta de energa.
3. Es posible expandir las entradas y salidas digitales o anlogas, colocar mdulos de comunicacin,
mdulos de I/O remotas, mdulos especiales, etc.
Funciones Bsicas
Funcin de asignacin
Permite que el estado de una seal de entrada sea transmitido directamente al estado de una salida del PLC.
Ent. Sal.
0 0
1 1
Tabla de Verdad
Diagrama elctrico funcin asignacin
Manual del Curso de PLC 18
Diagrama Escalera (Programa en PLC)
Se puede observar en los diagramas anteriores la similitud de la conexin en un diagrama elctrico, donde
tenemos un contacto NA que al activarse enciende una lmpara, y el programa escalera del PLC que al recibir
una seal de entrada, manda una seal de salida.
Funcin NOT
Invierte la seal presente
Ent. Sal.
0 1
1 0
Diagrama elctrico funcin NOT, contacto NC
Tabla de verdad
Diagrama escalera funcin NOT
Funcin AND
nicamente cuando todas las seales de entrada son uno, la salida tambin ser uno. Con un cero presente en
cualquier entrada la salida es cero.
Ent. A Ent. B Sal.
0 0 0
0 1 0
1 0 0
1 1 0
Tabla de verdad
Diagrama elctrico funcin AND
Manual del Curso de PLC 19
Diagrama escalera funcin AND
Funcin OR
Si al menos una seal de entrada se encuentra en uno, la salida tambin es uno. Solamente cuando todas las
entradas sean cero la salida ser cero.
Ent. A Ent. B Sal.
0 0 0
0 1 1
1 0 1
1 1 1
Tabla de verdad Diagrama elctrico funcin OR
Diagrama escalera funcin OR
Combinacin de funciones
Ejemplo Arranque Paro
Combinacin de funcin OR y NOT
La bobina de salida (O:2/0) activa el contacto O:2/0, el cual realiza la funcin de retencin de seal hasta que el
botn de paro es accionado.
Manual del Curso de PLC 20
Ejemplo Arranque-Paro con bobina interna
Las bobinas internas B3 son opciones de programacin como en el circuito mostrado a continuacin. La bobina
interna B31/0 acciona el contacto B31/0 para activar su respectiva salida.
Tabla de equivalencias Funciones lgicas - Diagrama escalera
Manual del Curso de PLC 21
Programas con funciones bsicas y secunciales
Ejercicio 1.
Una lmpara (H1) enciende mientras se mantenga accionado el pulsador S1 y cuando se accione, al menos,
uno de dos pulsadores S2 y S3.
H1
S1 S2 S3
Tabla de verdad
S1 S2 S3 H1
0 0 0 0
0 0 1 0
0 1 0 0
0 1 1 0 Listado de direcciones
1 0 0 0 Denominacin Abreviatura Direccin
1 0 1 1 Pulsador S1 S1 I:1/0
1 1 0 1 Pulsador S2 S2 I:1/1
1 1 1 1 Pulsador S3 S3 I:1/2
Lmpara H1 H1 O:2/0
Manual del Curso de PLC 22
Ejercicio 2.
En un conmutador selector A se determina cual de ambas lmparas, B1 o B2 se ilumina. B1 brilla, cuando el
conmutador selector est puesto en 0; B2 brilla con el selector puesto en 1. Con el pulsador S se puede apagar
o encender la respectiva Lmpara.
B1 B2
0 1
S
Tabla de verdad
A S B1 B2
0 0 0 0
0 1 1 0
1 0 0 0
1 1 0 1
Listado de direcciones
Denominacin Abreviatura Direccin
Conmutador Selector A I:1/1
Pulsador S I:1/0
Lmpara 1 B1 O:2/0
Lmpara 2 B2 O:2/1
Manual del Curso de PLC 23
Ejercicio 3.
Al oprimir un botn el cilindro A elevar una pieza, cuando este cilindro llegue a su final de carrera el cilindro B
expulsa la pieza hacia una banda. Al llegar a su fin de carrera el cilindro B, deber retornar junto al cilindro A.
A B
A1 A2 B1 B2
4 2
4 2
Y3 Y4
Y1 Y2 5 3
5 3 1
1
Secuencia de operacin.
Inicio Paso 1 Paso 2 Paso 3
A- A+ A+ A-
B- B- B+ B
Retrocesos y fin de carrera de los cilindros son detectados por los sensores A1,B1 y A2,B2.
Manual del Curso de PLC 24
Ejercicio 4.
El combustible del tanque T se mantiene a temperatura de servicio por medio del calentador elctrico E
adosado al tanque. Una bomba P impulsa el combustible hacia dos quemadores B1 y B2 instalado en un horno.
Se desea realizar la supervisin automtica del proceso cumpliendo las siguientes condiciones.
1. Si el nivel del tanque disminuye por debajo de un valor determinado (LSL=1) se debe para la bomba
(P=1), abrir la electrovlvula (X3=1) y sealizar sistema fuera de servicio mediante lmpara indicadora
(LR).
2. Si la temperatura del combustible del tanque desciende por debajo de un valor determinado (TSL=1)
deben realizar las mismas acciones que la condicin 1.
3. Si la cada de presin en el filtro aumenta por encima de un determinado valor (DSPH=1) o bien la
presin en el colector de combustible disminuye por debajo de un cierto valor (PSL=1) tambin se
deben realizar las mismas acciones que condicin 1.
4. Si la presin en el colector de combustible aumenta por encima de un cierto valor (PSH=1) se debe
abrir la electrovlvula de recirculacin X3.
5. Si un quemador no detecta llama (BS1=1 o BS2=1) se debe cerrar la electrovlvula correspondiente
(X1=0 o X2=0) y abrir (X3=1).
6. Si ninguno de los quemadores detecta llama (BS1=1 o BS2=1), el sistema debe quedar fuera de
servicio, realizar las mismas condiciones que condicin 1.
7. En condiciones normales de funcionamiento se debe activar una lmpara indicadora (LV).
Manual del Curso de PLC 25
Ejercicio 5.
Disee un programa para el sistema electrnico de control automtico del tren de lavado de coches que se
describe a continuacin.
El sistema consta de los siguientes elementos:
Tres motores que realizan las siguientes tareas:
Manual del Curso de PLC 26
1. El motor principal MP que mueve la mquina a lo largo del carril y posee dos variables de control MP1 y
MP2. Cuando se activa MP1 la mquina se desplaza de derecha a izquierda y cuando se activa MP2 el
desplazamiento se produce en sentido contrario.
2. El motor de cepillos MC
3. El motor del ventilador MV
Una electrovlvula XV que permite la salida del lquido del lavado hacia el vehculo.
Un sensor S3 que detecta la presencia del vehculo.
Dos finales de carrera S1 y S2 que detectan la llegada de la mquina a los extremos del riel.
La mquina debe funcionar de la siguiente manera:
Inicialmente de la mquina se encuentra en el extremo de la derecha (S2 activado) y debe ponerse en
marcha al ser accionado un pulsador de marcha M y encontrarse un vehculo dentro de ella (S3 activado).
Una vez accionado M la mquina debe hacer un recorrido de ida y vuelta con la salida del lquido abierta y
los cepillos funcionando.
Cuando la mquina alcanza el extremo derecho (S2 se vuelve a activar) debe realizar otro recorrido
completo de ida y vuelta en el que slo debe estar el ventilador en marcha. Finalizado este recorrido la
mquina debe pararse y quedar en la posicin inicial.
En el caso de que se produzca una situacin de emergencia, se debe accionar el pulsador de paro P para
que se interrumpa la maniobra y la mquina vuelva automticamente a la posicin inicial.
Variable Estado
Manual del Curso de PLC 27
S1 Entrada
S2 Entrada
S3 Entrada
M Entrada
P Entrada
MP1 Salida
MP2 Salida
MV Salida
MC Salida
XV Salida
Manual del Curso de PLC 28
Ejercicio 6. Pesado preciso de sustancias
Secuencia de operacin
El sistema cuenta con un botn de arranque llamado M, el cual al accionarse deber mandar abrir (encender)
las compuertas C1 y C2 (ambas se controlan en forma independiente). El producto almacenado empezar a
caer hacia la bscula y la aguja indicadora a moverse. Cuando la aguja llegue a L1, el sistema mandar una
orden para cerrar la compuerta C1 (apagarla) pero C2 deber seguir abierta y la aguja continuar movindose
hasta llegar a L2, momento en el cual el
sistema mandar a cerrar C2 (apagarla) y
accionar un dispositivo llamado basculante, que se
apagar cuando se accione el sw 10, el cual
vaciar el contenido de la bscula volviendo la aguja
a su lugar original. Una vez hecho el ciclo el sistema
quedar listo para iniciar la misma operacin.
El sistema cuenta con un botn de paro P de
emergencia el cual al accionarse deber cerrar las
compuertas C1 y C2 (apagarlas), para volver a
iniciar el operador deber volver a accionar el
botn de inicio M y continuar con su operacin
normal.
Manual del Curso de PLC 29
Uso de instrucciones OTL y OTU
Enclavamiento de salida (OTL) y desenclavamiento de salida (OTU).
Las instrucciones OTL y OTU son instrucciones de salida retentiva. OTL slo puede activar un bit, mientras que
OTU slo puede desactivar un bit. Estas instrucciones generalmente se usan en parejas, con ambas
instrucciones direccionando el mismo bit.
Uso de OTL: cuando las condiciones del rengln se hacen falsas (despus de ser verdaderas), el bit permanece
establecido y el dispositivo de salida correspondiente permanece activado.
Uso de OTU: la instruccin de desenclavamiento indica que se desactive el bit direccionado. De all en adelante,
el bit permanece desactivado, independientemente de la condicin del rengln, hasta que el bit sea activado
(tpicamente por una instruccin OTL en otro rengln).
Ejercicio 7.
Manual del Curso de PLC 30
Un alimentador neumtico de piezas deber funcionar cada vez que se pulse el botn de inicio. Al alcanzar su
final de carrera, el vstago retornar automticamente.
S1
4 2
5 3
1
Manual del Curso de PLC 31
Ejercicio 8.
Una pluma de acceso realiza un movimiento cada vez que se pulsa un botn (abre o cierra). El botn
fsicamente es del tipo pulsador y tiene un solo contacto N.A. el sistema no tiene sensores.
Manual del Curso de PLC 32
Instrucciones de temporizador
Temporizador a la conexin (TON).
La instruccin TON retarda la activacin o desactivacin de una salida. La instruccin TON empieza a contar
intervalos de la base de tiempo cuando las condiciones del rengln se hacen verdaderas. Siempre que las
condiciones del rengln permanezcan verdaderas, el temporizador incrementa su valor acumulado.
Uso de los bits de estado
Permanece establecido hasta que
Bit Se establece cuando se presenta una de las siguientes
condiciones.
Bit de efectuado del El valor acumulado es igual o mayor Las condiciones del rengln se hacen
temporizador DN que el valor preseleccionado. falsas
Bit de habilitacin del Las condiciones del rengln son Las condiciones del rengln se hacen
temporizador EN verdaderas falsas
Bit de temporizacin del Las condiciones del rengln son Las condiciones del rengln se hacen
temporizador TT verdaderas y el valor acumulado es falsas o cuando se establece el bit de
menor que el valor preseleccionado efectuado
Condicin Resultado
Si el rengln es verdadero El bit EN permanece establecido.
El bit TT permanece establecido.
El valor ACC es restablecido.
Si el rengln es falso El bit EN es restablecido.
El bit TT es restablecido.
El valor ACC es restablecido.
Ejercicio 9.
Realice el siguiente diagrama y compruebe el funcionamiento del TON
Manual del Curso de PLC 33
Temporizador a la desconexin (TOF)
La instruccin TOF retarda la activacin o desactivacin de una salida. La instruccin TOF empieza a contar
intervalos de la base de tiempo cuando el rengln hace una transicin de verdadera a falsa.
Uso de los bits de estado.
Permanece establecido hasta que se
Bit Se establece cuando presenta una de las siguientes
condiciones
Bit de efectuado del Las condiciones del rengln son Las condiciones del rengln se hacen
temporizador DN verdaderas. falsas y el valor acumulado es mayor o
igual al valor preseleccionado
Bit de temporizacin Las condiciones del rengln son Las condiciones del rengln se hacen
del temporizador TT falsas y el valor acumulado es verdaderas o cuando se reestablece el bit
menor que el valor preseleccionado de efectuado
Bit de habilitacin del Las condiciones del rengln son Las condiciones del rengln se hacen
temporizador EN verdaderas. falsas
Manual del Curso de PLC 34
Condicin Resultado
Si el rengln es verdadero El bit TT es restablecido.
El bit DN permanece establecido.
El bit EN es establecido.
El valor ACC es restablecido.
Si el rengln es falso El bit TT es restablecido.
El bit DN es restablecido.
El bit EN es restablecido.
El valor ACC es establecido igual al valor preseleccionado.
Ejercicio 10.
Realice el siguiente diagrama y compruebe el funcionamiento del TOF
Base de tiempo (100)(0.1) = 10 seg.
Temporizador retentivo (RTO)
La instruccin RTO activa o desactiva una salida despus de que su temporizador haya estado establecido
durante un intervalo de tiempo preseleccionado.
Bit Se establece cuando Permanece establecido hasta que se
presenta una de las siguientes
condiciones
Bit de efectuado del El valor acumulado es igual o Se habilita la instruccin RES apropiada.
temporizador DN mayor que el valor
preseleccionado
Bit de temporizacin del Las condiciones del rengln Las condiciones del rengln se hacen
temporizador TT son verdaderas y el valor falsas o cuando se establece el bit de
acumulado es menor que el efectuado.
valor preseleccionado
Bit de habilitacin del Las condiciones del rengln Las condiciones del rengln se hacen
temporizador EN son verdaderas falsas.
Manual del Curso de PLC 35
Condicin Resultado
Si el rengln es verdadero El bit TT permanece establecido.
El bit EN permanece establecido.
El valor ACC permanece igual y continua incrementando.
Si el rengln es falso El bit TT es restablecido.
El bit DN permanece en su ltimo estado.
El bit EN es restablecido.
El valor ACC permanece en su ltimo estado.
Ejercicio11.
Realice el siguiente diagrama y compruebe el funcionamiento del RTO
Ejercicio 12.
Una prensa funcionar cada vez que se activen dos botones al mismo tiempo ( o con una diferencia de 0.1
seg.) al desactivar cualquiera de los botones, la prensa retornar a su posicin de reposo. Para iniciar el
proceso, es necesario haber liberado ambos botones.
Manual del Curso de PLC 36
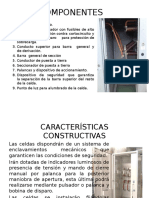
Ejercicio 13. Mquina de taladrar con reja de proteccin
Secuencia de operacin
Despus de la orden de inicio, se cierra la reja de proteccin y se activa el mecanismo de sujecin. Cuando esta
operacin ha concluido, se accionan los interruptores de fin de carrera S3, S5 y S6, conectndose el
accionamiento de la broca. Una vez que el eje del taladro ha alcanzado una velocidad de giro suficiente
( aproximadamente 3 segundos), se inicia el descenso de la broca, inicindose el taladrado.
Cuando se desea una profundidad de taladrado determinada, se utiliza el interruptor de fin de carrera S2, cuya
actuacin provoca la elevacin de la broca. Cuando se ha alcanzado la posicin superior, se realiza la
desconexin por medio de S1.
Al llegar a este punto, el motor de elevacin del eje del taladro, as como el accionamiento del taladro, se
detienen. El dispositivo de fijacin libera y se abre la reja de proteccin. Mediante el pulsador de detencin, se
puede interrumpir en cualquier momento, el proceso del taladrado.
Manual del Curso de PLC 37
Instrucciones de contador.
Contador (CTU)
La instruccin CTU es una instruccin que cuenta transiciones de rengln de falsas a verdaderas. Las
transiciones del rengln pueden ser causadas por eventos que ocurren en el programa (desde lgica interna o
mediante dispositivos de campo externo), tales como partes que se desplazan y pasan por un detector o activan
un final de carrera.
Uso de los bits de estado.
Bit Se establece cuando Permanece establecido hasta que se
presenta una de las siguientes condiciones
Bit de overflow de conteo El valor acumulado pasa a Se ejecuta una instruccin RES que tiene la
progresivo OV -32,768 (de +32,767) y misma direccin que la instruccin CTU, o bien
contina contando el conteo decrementa hasta ser menor o igual a
progresivamente desde all +32,767 con una instruccin CTD
Bit de efectuado DN El valor acumulado es igual o El valor acumulado se hace menor que el
mayor que el valor preseleccionado
preseleccionado
Bit de habilitacin de Las condiciones del rengln Las condiciones del rengln se hacen falsas, o
conteo progresivo CU son verdaderas bien una instruccin RES que tiene la misma
direccin que la instruccin CTU es habilitada
Manual del Curso de PLC 38
Ejercicio13.
Realice el siguiente diagrama y compruebe el funcionamiento del CTU
Contador (CTD)
La instruccin CTD es una instruccin de salida retentiva que cuenta transiciones de rengln de falsas a
verdaderas.
Uso de los bits de estado.
Bit Se establece cuando Permanece establecido hasta que se
presenta una de las siguientes
condiciones
Bit de overflow de conteo El valor acumulado pasa a Se ejecuta una instruccin RES que tiene la
progresivo OV -32,768 (de +32,767) y misma direccin que la instruccin CTD, o
contina contando bien el conteo decrementa hasta ser menor
progresivamente desde all o igual a +32,767 con una instruccin CTU
Bit de efectuado DN El valor acumulado es igual o El valor acumulado se hace menor que el
mayor que el valor preseleccionado
preseleccionado
Bit de habilitacin de conteo Las condiciones del rengln Las condiciones del rengln se hacen falsas,
progresivo CD son verdaderas o bien una instruccin RES que tiene la
misma direccin que la instruccin CTD es
habilitada
Manual del Curso de PLC 39
Ejercicio14.
Realice el siguiente diagrama y compruebe el funcionamiento del CTD
Ejercicio 15.
Aplicacin de un contador Up/Down.
Realice el siguiente diagrama y compruebe el funcionamiento del mismo.
Manual del Curso de PLC 40
El programa realiza un conteo ascendente/descendente de 0 a 10 y viceversa aplicando una instruccin de
igualdad (EQU).
Cuando el conteo llega a 10 se activa DN del CTU habilitando la salida OTL, si continuamos habilitando la
entrada (botn 1) se habilita el CTD decrementando a cero, al llegar a este valor la instruccin EQU detecta la
igualdad y habilita OTU.
Instruccin Jump
La instruccin JUMP brinca de una lnea de ejecucin en el programa a otra. La instruccin JUMP se usa en
conjunto con una instruccin de etiqueta la cual indica a que lnea se realiza el brinco.
Instruccin JUMP e instruccin Label (etiqueta)
Programa escalera conteniendo instruccin JUMP
Manual del Curso de PLC 41
Ejercicio 16.
Realice el siguiente diagrama aplicando la instruccin JUMP
Funcin de comparacin EQU
La instruccin igual es verdadera si el valor de A y B son iguales.
Las fuentes pueden ser acumuladores (ACC), bits internos, (B3), nmeros enteros (N7) y registros (N6).
Realizar el siguiente ejercicio.
l
Manual del Curso de PLC 42
Funcin No igual NEQ
La Instruccin no-igual es verdadera si el valor de A y B no son iguales.
Las fuentes pueden ser acumuladores (ACC), bits internos, (B3), nmeros enteros (N7) y registros (N6).
Realizar el siguiente ejercicio
Funcin menor que LES
La instruccin menor que es verdadera si el valor de A es menor que B. Las fuentes pueden ser
acumuladores (ACC), bits internos, (B3), nmeros enteros (N7) y registros (N6).
Realizar el siguiente ejercicio.
Manual del Curso de PLC 43
Funcin Menor igual que LEQ
La instruccin menor que o igual es verdadera si el valor de A es menor o igual al valor de B.
Las fuentes pueden ser acumuladores (ACC), bits internos, (B3), nmeros enteros (N7) y registros (N6).
Realizar el siguiente ejercicio.
Funcin mayor que GRT
La instruccin mayor que es verdadera si el valor de A es mayor que B.
Las fuentes pueden ser acumuladores (ACC), bits internos, (B3), nmeros enteros (N7) y registros (N6).
Realizar el siguiente ejercicio.
Manual del Curso de PLC 44
Funcin mayor que o igual GEQ
La instruccin mayor que o igual es verdadera si el valor de A es mayor o igual al valor de B.
Las fuentes pueden ser acumuladores (ACC), bits internos, (B3), nmeros enteros (N7) y registros (N6).
Realizar el siguiente ejercicio.
Instruccin LIM (comparacin de lmite).
La instruccin LIM compara el valor Test con el valor Low Limit y el valor High Limit. La instruccin
se hace verdadera si el valor de Test es igual o mayor que Low Limit y menor o igual que High Limit.
Compruebe el funcionamiento de la instruccin LIM por medio del siguiente programa.
Manual del Curso de PLC 45
You might also like
- La atención inmediata al recién nacidoDocument30 pagesLa atención inmediata al recién nacidocarlosNo ratings yet
- Derechos y Obligaciones Del PeatónDocument12 pagesDerechos y Obligaciones Del PeatóncarlosNo ratings yet
- Empalmes ElectricosDocument6 pagesEmpalmes ElectricoscarlosNo ratings yet
- Contador Descendente de 0 A 99 Usando Display Cátodo Común.Document3 pagesContador Descendente de 0 A 99 Usando Display Cátodo Común.carlosNo ratings yet
- Crear Recetas en Movicon 11.5Document4 pagesCrear Recetas en Movicon 11.5carlosNo ratings yet
- Manual Movicon 11 - InglesDocument14 pagesManual Movicon 11 - InglesJuan CardenasNo ratings yet
- Crear Recetas en Movicon 11.5Document4 pagesCrear Recetas en Movicon 11.5carlosNo ratings yet
- M AquinasDocument3 pagesM AquinascarlosNo ratings yet
- Plan de NegociosDocument23 pagesPlan de NegocioscarlosNo ratings yet
- Proyecto de InvestigacionDocument44 pagesProyecto de InvestigacioncarlosNo ratings yet
- Tecnicas de MantenimientoDocument16 pagesTecnicas de MantenimientocarlosNo ratings yet
- Componentes de La Celda de Interruptor AutomaticoDocument4 pagesComponentes de La Celda de Interruptor AutomaticocarlosNo ratings yet
- Las 5 Reglas de OroDocument3 pagesLas 5 Reglas de Orocarlos67% (3)
- Sistemas Operativos Alternativos A WindowsDocument7 pagesSistemas Operativos Alternativos A WindowsPaolo Vilca RíosNo ratings yet
- Las Mejores Prácticas para El Desarrollo de MockUpsDocument39 pagesLas Mejores Prácticas para El Desarrollo de MockUpsDigital Harbor BoliviaNo ratings yet
- Informe - 1 Modelos Digitales UVDocument14 pagesInforme - 1 Modelos Digitales UVHernán Alexander Perea QuinteroNo ratings yet
- Manual MS OFFICE WORD 365Document24 pagesManual MS OFFICE WORD 365Mónica Torres Rodriguez100% (1)
- Portafolio Examen Juan Ant. Santana VargasDocument19 pagesPortafolio Examen Juan Ant. Santana VargasmargaritaNo ratings yet
- S20.10 - Examen Kaspersky Hybrid Cloud SecurityDocument4 pagesS20.10 - Examen Kaspersky Hybrid Cloud SecurityRafael Steven Soto del CampoNo ratings yet
- Plan VDocument27 pagesPlan VPAUL ALEXANDER ANGARITA JIMENEZNo ratings yet
- App InventorDocument27 pagesApp InventorAngel CoronelNo ratings yet
- GUIA1 Arranque Directo e Inversion de Giro de Motor MonofasicoDocument12 pagesGUIA1 Arranque Directo e Inversion de Giro de Motor MonofasicoDario MulloNo ratings yet
- VLISPDocument166 pagesVLISPtito2028No ratings yet
- Repositorios Digitales y Acceso AbiertoDocument139 pagesRepositorios Digitales y Acceso AbiertoDaniela Martinez100% (1)
- Especificacion de Requerimientos GA1 220501092 AA4 EV02Document10 pagesEspecificacion de Requerimientos GA1 220501092 AA4 EV02Over Luis Marzola Oviedo100% (1)
- Manual Cliwin, El Software Ganadero de COOPRINSEMDocument96 pagesManual Cliwin, El Software Ganadero de COOPRINSEMCarlos Lizana GalloNo ratings yet
- Diagram A ParetoDocument11 pagesDiagram A Paretoanna garzonaNo ratings yet
- Los Drones en GISDocument6 pagesLos Drones en GISnorte norteNo ratings yet
- Tutorial Flight GearDocument59 pagesTutorial Flight GearMariuxi Baquerizo MedinaNo ratings yet
- Simulación PromodelDocument3 pagesSimulación PromodelFabrica De Bocadillos La Ricaurte0% (1)
- Diaspositiva METODO RADDocument19 pagesDiaspositiva METODO RADLuis José CastilloNo ratings yet
- Creacion de Servidor FoundryVTT en Oracle Cloud Por Viriato139acDocument8 pagesCreacion de Servidor FoundryVTT en Oracle Cloud Por Viriato139acxalabinNo ratings yet
- Movimiento LateralDocument3 pagesMovimiento LateralnatdeyNo ratings yet
- SAP-FI-C003 - Cargue de Reclasificación de Partidas Abiertas de Libro Mayor, Deudores y AcreedoresDocument7 pagesSAP-FI-C003 - Cargue de Reclasificación de Partidas Abiertas de Libro Mayor, Deudores y AcreedoresIvonne Rocio MeloNo ratings yet
- Como Actualizar Tu Tablet Titan 7001 A Android 2Document17 pagesComo Actualizar Tu Tablet Titan 7001 A Android 2RedCat0120% (1)
- MP Control Numerico Jd2018Document67 pagesMP Control Numerico Jd2018Kevin Rojas GonzálezNo ratings yet
- Acceso A La Plataforma y Curso Virtual MANUAL PARA LOS ESTUDIANTESDocument4 pagesAcceso A La Plataforma y Curso Virtual MANUAL PARA LOS ESTUDIANTESYORLENY VERANo ratings yet
- Sumador Binario N BitsDocument9 pagesSumador Binario N BitsCamilo A. InfanteNo ratings yet
- 11.1.3.4 Lab - Work With Task ManagerDocument4 pages11.1.3.4 Lab - Work With Task ManagerEdwin Hernández100% (1)
- 10.2.2.8 Packet Tracer - DNS and DHCP Instructions IGDocument10 pages10.2.2.8 Packet Tracer - DNS and DHCP Instructions IGMarlioGarcíaNo ratings yet
- Actividad 3 Aplicaciones de La InformaticaDocument8 pagesActividad 3 Aplicaciones de La InformaticaConfirmaciones MercanciaNo ratings yet
- Caso de Uso RentacarDocument4 pagesCaso de Uso RentacarDENNIS XIOMARA PEREZ CABRANo ratings yet
- Software TPV retail ÁgoraDocument4 pagesSoftware TPV retail ÁgoraDavid Badosa PuigNo ratings yet