You might also like
- Application Center Fork-Lift TrucksDocument10 pagesApplication Center Fork-Lift TrucksQXNNo ratings yet
- 211-EN EFM Mobile06Document7 pages211-EN EFM Mobile06xxshNo ratings yet
- B1 E-Load-Sensing Tractors enDocument11 pagesB1 E-Load-Sensing Tractors enwalk001No ratings yet
- Pilot Oil Supply: Type: MHSTE5G L1X/350 MHSTE5G L1X/100Document9 pagesPilot Oil Supply: Type: MHSTE5G L1X/350 MHSTE5G L1X/100anandsubbiahNo ratings yet
- 203-En DevelopSimu Mobile06Document7 pages203-En DevelopSimu Mobile06xxshNo ratings yet
- Undercarriage Handbook Low Res 1Document24 pagesUndercarriage Handbook Low Res 1govindsrNo ratings yet
- Group 4 Travel Device: 1. ConstructionDocument7 pagesGroup 4 Travel Device: 1. ConstructionRached DouahchuaNo ratings yet
- HRB Hydrostatic Regenerative Braking System TheDocument7 pagesHRB Hydrostatic Regenerative Braking System ThexxshNo ratings yet
- TD8600005733 03e PDFDocument93 pagesTD8600005733 03e PDFshahnamNo ratings yet
- Tractor Hydraulics in Line With The TrendDocument10 pagesTractor Hydraulics in Line With The TrendNelson PaicoNo ratings yet
- Excava e PDFDocument22 pagesExcava e PDFFaserphi SacNo ratings yet
- M-020 Volume 2 Manual Belt FeedersDocument1,355 pagesM-020 Volume 2 Manual Belt Feedersjose maria chavezNo ratings yet
- Linde DriveSystems AM PDFDocument37 pagesLinde DriveSystems AM PDFrockrapdudeNo ratings yet
- Eaton Walterscheid TrilogyDocument12 pagesEaton Walterscheid TrilogyM MNo ratings yet
- Aa2fm Model CodeDocument27 pagesAa2fm Model CodeCristianNo ratings yet
- Relief Cartridge ValvesDocument16 pagesRelief Cartridge Valvesvivek_11111987No ratings yet
- Manual Programacion AndroidDocument108 pagesManual Programacion AndroidFranz JW MontezaNo ratings yet
- BH-RS Products Presentation SC22Document8 pagesBH-RS Products Presentation SC22walk111No ratings yet
- Spare Parts List: Drawing: Material NumberDocument42 pagesSpare Parts List: Drawing: Material NumberAbderrahim RiadNo ratings yet
- 2015 Seven Ocean-CatalogDocument142 pages2015 Seven Ocean-CatalogCristobal0% (1)
- TG Series Tractors TG210, TG230, TG255, AND TG285 Equipped With Megaflow RAC. 87025178 Nao Hydraulic SchematicDocument2 pagesTG Series Tractors TG210, TG230, TG255, AND TG285 Equipped With Megaflow RAC. 87025178 Nao Hydraulic SchematicbrunosamaeianNo ratings yet
- Cat Hy14 1600 Denison Products PDFDocument438 pagesCat Hy14 1600 Denison Products PDFEmiliano MercadoNo ratings yet
- Open Center Control Block in Mono Block DesignDocument12 pagesOpen Center Control Block in Mono Block Designnksiavash100% (1)
- Cat - Dcs.sis - Controller.attachment - Boom Float (Smart Boom)Document2 pagesCat - Dcs.sis - Controller.attachment - Boom Float (Smart Boom)FrancoNo ratings yet
- Is Stringent: If Any Part Is To Be Deleted, Retain The Part No. and Write 'Deleted' in Front of ItDocument1 pageIs Stringent: If Any Part Is To Be Deleted, Retain The Part No. and Write 'Deleted' in Front of Itthod3rNo ratings yet
- Ficha Técnica Control de Accionamiento de Traslación de Vehículos de Ruedas DRC Bosch Rexroth Inglés PDFDocument36 pagesFicha Técnica Control de Accionamiento de Traslación de Vehículos de Ruedas DRC Bosch Rexroth Inglés PDFvivsNo ratings yet
- LIEBHERR (2007 2008) BaumamagazinDocument60 pagesLIEBHERR (2007 2008) BaumamagazinJanko JankovicNo ratings yet
- Table of ContentsDocument27 pagesTable of ContentsEng-Mohammed SalemNo ratings yet
- HDM HDS - 100 P 000040 e 02Document10 pagesHDM HDS - 100 P 000040 e 02Eng-Mohammed SalemNo ratings yet
- Re 15190Document24 pagesRe 15190Ahmed Abd ElhakeemNo ratings yet
- L20 Series: Service and Repair ManualDocument28 pagesL20 Series: Service and Repair ManualJoe CorreaNo ratings yet
- S.D.P. Manufacturing 400 Industrial Drive Dunkirk, Indiana 47336 (765) 768-5000Document12 pagesS.D.P. Manufacturing 400 Industrial Drive Dunkirk, Indiana 47336 (765) 768-5000karibean007No ratings yet
- Valve Amplifier For Proportional Directional Valve Type 2WFCDocument36 pagesValve Amplifier For Proportional Directional Valve Type 2WFCessameldinNo ratings yet
- Hydraulic Reference Manual IberDocument56 pagesHydraulic Reference Manual Iberचन्द्र प्रकाशNo ratings yet
- Product Range Overview RexrothDocument21 pagesProduct Range Overview RexrothEustahije BrzicNo ratings yet
- Amca BP Apv16 BPPS PDFDocument14 pagesAmca BP Apv16 BPPS PDFhaggNo ratings yet
- Rotating Group Adjustment Instructions For Bosch Rexroth Hydraulic Pumps and Motors (3203, 4351, 5058, 5070)Document77 pagesRotating Group Adjustment Instructions For Bosch Rexroth Hydraulic Pumps and Motors (3203, 4351, 5058, 5070)César PérezNo ratings yet
- Nevmo Nevmo Ehnika Ehnika Idro Idro: P P T T H HDocument6 pagesNevmo Nevmo Ehnika Ehnika Idro Idro: P P T T H HJose SalvadorNo ratings yet
- Parts ManualDocument116 pagesParts ManualCarri Tezaa50% (2)
- Eaton: Parts InformationDocument2 pagesEaton: Parts InformationFernando SabinoNo ratings yet
- A4VG - Data Sheet - Serie 40Document68 pagesA4VG - Data Sheet - Serie 40Aurimas Bendinskas100% (1)
- Operator's ManualDocument84 pagesOperator's ManualroviijoNo ratings yet
- Hydraulic Brake Systems and Components For Off-Highway Vehicles and EquipmentDocument10 pagesHydraulic Brake Systems and Components For Off-Highway Vehicles and EquipmentJenner Volnney Quispe ChataNo ratings yet
- Yuken DSHGDocument28 pagesYuken DSHGDian PramadiNo ratings yet
- 15-1 Index Champion Technical ManualsDocument10 pages15-1 Index Champion Technical ManualsMiguel Jorge Chavez Chavez50% (2)
- TDV 100Document6 pagesTDV 100林育豪No ratings yet
- Nimco Monoblock Control ValvesDocument66 pagesNimco Monoblock Control ValvesHui ChenNo ratings yet
- A17fo PDFDocument16 pagesA17fo PDFdivortiareNo ratings yet
- Salami Catalog Group3 Zupcaste PumpeDocument32 pagesSalami Catalog Group3 Zupcaste Pumpeado_22No ratings yet
- CP CatalogDocument20 pagesCP CatalogCentral Hydraulics100% (1)
- M4 Spool Replacement PDFDocument11 pagesM4 Spool Replacement PDFMira RedaNo ratings yet
- Big Blue Air PakDocument146 pagesBig Blue Air Pakhidayat rachmatNo ratings yet
- Accumulator Charging Valves: Single Charging Valves, Dual Charging Valves, and Load Sensing Charging ValvesDocument27 pagesAccumulator Charging Valves: Single Charging Valves, Dual Charging Valves, and Load Sensing Charging ValvesPedro Mendoza100% (1)
- Full Line Brochure 7-2021Document32 pagesFull Line Brochure 7-2021PrudzNo ratings yet
- Manual Motor de Pistones Radiales CB Bosch RexrothDocument48 pagesManual Motor de Pistones Radiales CB Bosch RexrothDavid Jimenez100% (1)
- Hagglunds Viking MK 64 163000 Bo LN 0100 PDFDocument26 pagesHagglunds Viking MK 64 163000 Bo LN 0100 PDFKOSTAS100% (1)
- Denison Calzoni Type MRT Mrte MRTFDocument24 pagesDenison Calzoni Type MRT Mrte MRTFSilvio RomanNo ratings yet
- 135-En Telehandler Mobile06Document9 pages135-En Telehandler Mobile06xxshNo ratings yet
- Fema BoschDocument52 pagesFema Boschxxsh100% (1)
- Pfmea BoschDocument37 pagesPfmea BoschxxshNo ratings yet
- Analogies Between Hydraulic and Electrical Systems2 PDFDocument4 pagesAnalogies Between Hydraulic and Electrical Systems2 PDFxxshNo ratings yet
- A Hydraulic Magnet - PDFDocument2 pagesA Hydraulic Magnet - PDFxxshNo ratings yet
- A Step Beyond Load Sensing PDFDocument3 pagesA Step Beyond Load Sensing PDFxxshNo ratings yet
- Analogies Between Hydraulic and Electrical Systems2 PDFDocument4 pagesAnalogies Between Hydraulic and Electrical Systems2 PDFxxshNo ratings yet
- HRB Hydrostatic Regenerative Braking System TheDocument7 pagesHRB Hydrostatic Regenerative Braking System ThexxshNo ratings yet
- Linde - HPV Data and SpecificationsDocument33 pagesLinde - HPV Data and SpecificationsxxshNo ratings yet
- Secondary Control Technology For Marine WinchDocument9 pagesSecondary Control Technology For Marine WinchxxshNo ratings yet
- Service Training Seriese 02 Product Know-How SL300 Drive Technology - HPV-02 Control M1Document20 pagesService Training Seriese 02 Product Know-How SL300 Drive Technology - HPV-02 Control M1xxsh100% (1)
- HPV-02 Control E1P 2014-03 en PrintDocument60 pagesHPV-02 Control E1P 2014-03 en Printxxsh100% (2)
- HPV-02 Control E2 05.2011 Z CDocument40 pagesHPV-02 Control E2 05.2011 Z Cxxsh100% (2)
- HPV-02 Control H1P 2014-03 en PrintDocument16 pagesHPV-02 Control H1P 2014-03 en PrintxxshNo ratings yet
- HPV02 Installation and Start-Up Instructions PDFDocument7 pagesHPV02 Installation and Start-Up Instructions PDFxxshNo ratings yet
- Saet Work AnsDocument5 pagesSaet Work AnsSeanLejeeBajan89% (27)
- Abu Hamza Al Masri Wolf Notice of Compliance With SAMs AffirmationDocument27 pagesAbu Hamza Al Masri Wolf Notice of Compliance With SAMs AffirmationPaulWolfNo ratings yet
- CLAT 2014 Previous Year Question Paper Answer KeyDocument41 pagesCLAT 2014 Previous Year Question Paper Answer Keyakhil SrinadhuNo ratings yet
- Cabling and Connection System PDFDocument16 pagesCabling and Connection System PDFLyndryl ProvidoNo ratings yet
- Notifier AMPS 24 AMPS 24E Addressable Power SupplyDocument44 pagesNotifier AMPS 24 AMPS 24E Addressable Power SupplyMiguel Angel Guzman ReyesNo ratings yet
- Chapter 5Document3 pagesChapter 5Showki WaniNo ratings yet
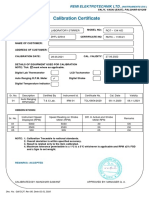
- Calibration CertificateDocument1 pageCalibration CertificateSales GoldClassNo ratings yet
- G.R. No. 185449, November 12, 2014 Del Castillo Digest By: DOLARDocument2 pagesG.R. No. 185449, November 12, 2014 Del Castillo Digest By: DOLARTheodore DolarNo ratings yet
- Data Sheet WD Blue PC Hard DrivesDocument2 pagesData Sheet WD Blue PC Hard DrivesRodrigo TorresNo ratings yet
- 1.1. Evolution of Cloud ComputingDocument31 pages1.1. Evolution of Cloud Computing19epci022 Prem Kumaar RNo ratings yet
- Group 1 Disaster Management Notes by D. Malleswari ReddyDocument49 pagesGroup 1 Disaster Management Notes by D. Malleswari Reddyraghu ramNo ratings yet
- BMA Recital Hall Booking FormDocument2 pagesBMA Recital Hall Booking FormPaul Michael BakerNo ratings yet
- PLT Lecture NotesDocument5 pagesPLT Lecture NotesRamzi AbdochNo ratings yet
- 2.1 Components and General Features of Financial Statements (3114AFE)Document19 pages2.1 Components and General Features of Financial Statements (3114AFE)WilsonNo ratings yet
- Section 8 Illustrations and Parts List: Sullair CorporationDocument1 pageSection 8 Illustrations and Parts List: Sullair CorporationBisma MasoodNo ratings yet
- POST TEST 3 and POST 4, in ModuleDocument12 pagesPOST TEST 3 and POST 4, in ModuleReggie Alis100% (1)
- Ts Us Global Products Accesories Supplies New Docs Accessories Supplies Catalog916cma - PDFDocument308 pagesTs Us Global Products Accesories Supplies New Docs Accessories Supplies Catalog916cma - PDFSRMPR CRMNo ratings yet
- A Novel Adoption of LSTM in Customer Touchpoint Prediction Problems Presentation 1Document73 pagesA Novel Adoption of LSTM in Customer Touchpoint Prediction Problems Presentation 1Os MNo ratings yet
- RYA-MCA Coastal Skipper-Yachtmaster Offshore Shorebased 2008 AnswersDocument28 pagesRYA-MCA Coastal Skipper-Yachtmaster Offshore Shorebased 2008 AnswersSerban Sebe100% (4)
- CH 1 India Economy On The Eve of Independence QueDocument4 pagesCH 1 India Economy On The Eve of Independence QueDhruv SinghalNo ratings yet
- Gender Ratio of TeachersDocument80 pagesGender Ratio of TeachersT SiddharthNo ratings yet
- Production - The Heart of Organization - TBDDocument14 pagesProduction - The Heart of Organization - TBDSakshi G AwasthiNo ratings yet
- Viceversa Tarot PDF 5Document1 pageViceversa Tarot PDF 5Kimberly Hill100% (1)
- Ikea AnalysisDocument33 pagesIkea AnalysisVinod BridglalsinghNo ratings yet
- Ajp Project (1) MergedDocument22 pagesAjp Project (1) MergedRohit GhoshtekarNo ratings yet
- M J 1 MergedDocument269 pagesM J 1 MergedsanyaNo ratings yet
- Online Learning Interactions During The Level I Covid-19 Pandemic Community Activity Restriction: What Are The Important Determinants and Complaints?Document16 pagesOnline Learning Interactions During The Level I Covid-19 Pandemic Community Activity Restriction: What Are The Important Determinants and Complaints?Maulana Adhi Setyo NugrohoNo ratings yet
- Rebar Coupler: Barlock S/CA-Series CouplersDocument1 pageRebar Coupler: Barlock S/CA-Series CouplersHamza AldaeefNo ratings yet
- HandloomDocument4 pagesHandloomRahulNo ratings yet
- Condition Monitoring of Steam Turbines by Performance AnalysisDocument25 pagesCondition Monitoring of Steam Turbines by Performance Analysisabuhurairaqazi100% (1)