You might also like
- Finite Element Analysis and Opmization of Weld Distortion ChassisDocument6 pagesFinite Element Analysis and Opmization of Weld Distortion ChassisJuan Sebastian CameroNo ratings yet
- Cadweld Welded Electrical Connections: MetricDocument56 pagesCadweld Welded Electrical Connections: MetricDonato GaloisNo ratings yet
- Autocad 2d General ExercisesDocument39 pagesAutocad 2d General Exercises9700216256No ratings yet
- Nuke12.2v3 ReferenceGuide PDFDocument1,093 pagesNuke12.2v3 ReferenceGuide PDFGeonan GuevaraNo ratings yet
- PEGS-0710-COR-038 - External Cathodic Protection of Onshore Deep Well CasingDocument34 pagesPEGS-0710-COR-038 - External Cathodic Protection of Onshore Deep Well CasingĐiệnBiênNhâm0% (1)
- Ca1a Cadweld Cathodic Protection Connections Catalog Lt0398Document22 pagesCa1a Cadweld Cathodic Protection Connections Catalog Lt0398Jose Luis ZimicNo ratings yet
- Residual Stress in Metal Additive ManufacturingDocument6 pagesResidual Stress in Metal Additive ManufacturingAli NasserNo ratings yet
- WPS Flat Butt T Butt PDFDocument1 pageWPS Flat Butt T Butt PDFscandalthegoodNo ratings yet
- WeldDecayTesting TechSheet Sfs PDFDocument0 pagesWeldDecayTesting TechSheet Sfs PDFNooruddin SheikNo ratings yet
- Step by Step For ButtJoint - NEWDocument26 pagesStep by Step For ButtJoint - NEWMuhammad Luqman100% (1)
- Study On Welding Temperature Distribution in Thin Welded Plates Through Experimental Measurements and Finite Element SimulationDocument7 pagesStudy On Welding Temperature Distribution in Thin Welded Plates Through Experimental Measurements and Finite Element SimulationManuel CarreñoNo ratings yet
- Cadwell MoldesDocument34 pagesCadwell MoldesjaimeyzNo ratings yet
- NDT Training Course BrochureDocument10 pagesNDT Training Course Brochuresatya srinivas anasuriNo ratings yet
- Liquid Penetrant Test Procedure: Document No.: SP-1.5 Rev. 1.2Document12 pagesLiquid Penetrant Test Procedure: Document No.: SP-1.5 Rev. 1.2Anas PratamaNo ratings yet
- Metal AM Spring 2021Document204 pagesMetal AM Spring 2021varun.119No ratings yet
- Ipc2012 90605Document8 pagesIpc2012 90605Marcelo Varejão CasarinNo ratings yet
- Msc-Marc-manual Volome ADocument832 pagesMsc-Marc-manual Volome AE.HennesNo ratings yet
- Cswip Training Schedule September & October 2016Document2 pagesCswip Training Schedule September & October 2016Ikechukwu AkomaNo ratings yet
- Bogie AssemblyDocument17 pagesBogie AssemblyKing Rahul0% (1)
- Cigweld-Deposited Rates PDFDocument7 pagesCigweld-Deposited Rates PDFNam_HitechNo ratings yet
- Welding Procedures and Inspection Methodology For In-Service WeldingDocument14 pagesWelding Procedures and Inspection Methodology For In-Service WeldingEl_memitoNo ratings yet
- Data Bogie ShinkansenDocument8 pagesData Bogie Shinkansenindra purnamaNo ratings yet
- Aws WJ 201705Document165 pagesAws WJ 201705Fabricio TarulloNo ratings yet
- S 23820 ENG Sanicro 60Document2 pagesS 23820 ENG Sanicro 60Koshy JohnNo ratings yet
- Robotic WeldingDocument21 pagesRobotic WeldingJuan BarronNo ratings yet
- JFE Rail ProductDocument40 pagesJFE Rail ProductIrwan JoeNo ratings yet
- Mathematical Modelling of GTAW and GMAWDocument240 pagesMathematical Modelling of GTAW and GMAWpatriciatavares2009100% (2)
- Module 07Document39 pagesModule 07NDTInstructor100% (1)
- Welding and Fabrication TechnologyDocument2 pagesWelding and Fabrication TechnologyLeonicia MarquinezNo ratings yet
- Submerged Arc Welding: Training & EducationDocument17 pagesSubmerged Arc Welding: Training & Educationtanveer ahmedNo ratings yet
- As RI GEN 002 With AnswersDocument6 pagesAs RI GEN 002 With AnswersKarthikeyan GanesanNo ratings yet
- (Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.) ) FrictiDocument79 pages(Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.) ) FrictiMuthukumarNo ratings yet
- Laser Beam Welding Under Vacuum of High Grade MaterialsDocument11 pagesLaser Beam Welding Under Vacuum of High Grade MaterialsSudhakar LavuriNo ratings yet
- EtchingDocument11 pagesEtchingOlgalycos100% (1)
- Weld Repair of Manganese Frogs For Enhanced Safety Shared Service PDFDocument20 pagesWeld Repair of Manganese Frogs For Enhanced Safety Shared Service PDFpumud pumudNo ratings yet
- Special Structures PDFDocument173 pagesSpecial Structures PDFCarlos Solorzano100% (2)
- UAE-CSWIP Visual Welding Inspector Level 1 (3.0)Document2 pagesUAE-CSWIP Visual Welding Inspector Level 1 (3.0)adeoye_okunoyeNo ratings yet
- Intro To RadiographyDocument37 pagesIntro To RadiographySaleemSahabNo ratings yet
- 3D FEM of Welding Process Using Element Birth & Element Movement TechniquesDocument7 pages3D FEM of Welding Process Using Element Birth & Element Movement TechniquesDebabrata PodderNo ratings yet
- Workshop ThermocoupleDocument118 pagesWorkshop ThermocoupleMac YusufNo ratings yet
- Aws WJ 201401 PDFDocument139 pagesAws WJ 201401 PDFeduardo huancaNo ratings yet
- 11 Pilarczyk Weglowski-Electron Beam Use in Welding and Allied TechnologiesDocument7 pages11 Pilarczyk Weglowski-Electron Beam Use in Welding and Allied TechnologiesathulpcucekNo ratings yet
- Check List For Third Party Conformity Assessment Section-A. The Information To Be Provided by The EntityDocument11 pagesCheck List For Third Party Conformity Assessment Section-A. The Information To Be Provided by The EntityDeepak DubeyNo ratings yet
- PT 001 Rev 0 Liquid Penetrant Testing ProcedureDocument7 pagesPT 001 Rev 0 Liquid Penetrant Testing ProcedureWellington S. FrançaNo ratings yet
- Corrosion and Corrosion Test Methods of ZincDocument9 pagesCorrosion and Corrosion Test Methods of ZincMrPalm LimNo ratings yet
- Testing and Inspection of Welding (Compatibility Mode)Document186 pagesTesting and Inspection of Welding (Compatibility Mode)Wahyu Tirta Nugraha100% (1)
- CWI AWS-CWI Application FormDocument9 pagesCWI AWS-CWI Application FormSyamlal SkakuNo ratings yet
- WedgesDocument4 pagesWedgesBrandon EricksonNo ratings yet
- 2018 2019 FGSR Graduate Annual Report University of AlbertaDocument38 pages2018 2019 FGSR Graduate Annual Report University of AlbertaCharlie MorgulisNo ratings yet
- Rtfi 1Document33 pagesRtfi 1Jayaneela PrawinNo ratings yet
- Pre-Calculating Wire-Feed Speed, Travel Speed, and VoltageDocument6 pagesPre-Calculating Wire-Feed Speed, Travel Speed, and Voltagetushar9810080No ratings yet
- Welding Metallurgy 2nd EditionDocument11 pagesWelding Metallurgy 2nd EditionYayavar22No ratings yet
- 00 Cover WE Rev2Document5 pages00 Cover WE Rev2ariyonodndiNo ratings yet
- Pages From ASME B31.3 - 2016Document5 pagesPages From ASME B31.3 - 2016Gulzar AliNo ratings yet
- Hardfacing Wires: For Steel Mill RollsDocument16 pagesHardfacing Wires: For Steel Mill RollsRaviTeja BhamidiNo ratings yet
- Advanced Materials '93: Computations, Glassy Materials, Microgravity and Non-Destructive TestingFrom EverandAdvanced Materials '93: Computations, Glassy Materials, Microgravity and Non-Destructive TestingNo ratings yet
- Experimental Methods: Treatise on Materials Science and Technology, Vol. 19From EverandExperimental Methods: Treatise on Materials Science and Technology, Vol. 19Herbert HermanNo ratings yet
- Experimental Investigations On The Sio Flux-Assisted Gta Welding of Super-Austenitic Stainless SteelsDocument12 pagesExperimental Investigations On The Sio Flux-Assisted Gta Welding of Super-Austenitic Stainless SteelsRafaela MendesNo ratings yet
- Btech Project ReportDocument23 pagesBtech Project ReportS RNo ratings yet
- A Review of GTAW Gas Tungsten Arc Weldin PDFDocument8 pagesA Review of GTAW Gas Tungsten Arc Weldin PDFMarjorie ManukayNo ratings yet
- Fluid Mechanics: Mechanical EngineeringDocument5 pagesFluid Mechanics: Mechanical EngineeringErin BarryNo ratings yet
- Mixture and Alligation Practice QuestionsDocument8 pagesMixture and Alligation Practice QuestionsErin BarryNo ratings yet
- Question and AnswersDocument55 pagesQuestion and AnswersErin BarryNo ratings yet
- Industrial Engineering and Management by Ravi V PDFDocument2 pagesIndustrial Engineering and Management by Ravi V PDFErin BarryNo ratings yet
- Me RRB JeDocument5 pagesMe RRB JeErin BarryNo ratings yet
- Nptel: Biomechanics - Web CourseDocument2 pagesNptel: Biomechanics - Web CourseErin BarryNo ratings yet
- Unit 5ThreeDimensionalGraphics IDocument47 pagesUnit 5ThreeDimensionalGraphics IErin BarryNo ratings yet
- TAPER TURNING and Thread CuttingDocument3 pagesTAPER TURNING and Thread CuttingErin BarryNo ratings yet
- Product DesignDocument370 pagesProduct DesignErin BarryNo ratings yet
- Teaching and Research AptitudeDocument2 pagesTeaching and Research AptitudeErin BarryNo ratings yet
- Amm Model Test Paper Q1. (A) State The Characteristics and Function of Dielectric Fluid Used in EDMDocument12 pagesAmm Model Test Paper Q1. (A) State The Characteristics and Function of Dielectric Fluid Used in EDMErin BarryNo ratings yet
- PlasmaDocument4 pagesPlasmaErin BarryNo ratings yet
- Standards Handbook Copper and Copper AlloyDocument36 pagesStandards Handbook Copper and Copper AlloyMuthuswamyNo ratings yet
- P91 Material PDFDocument7 pagesP91 Material PDFpanduranganraghuramaNo ratings yet
- NDT PT ProcedureDocument13 pagesNDT PT ProcedureSandiSandiiNo ratings yet
- Philips Outdoor Lighting BrochureDocument84 pagesPhilips Outdoor Lighting Brochurekavinchat50% (2)
- Chapter 6 The Periodic TableDocument87 pagesChapter 6 The Periodic TableNoor Farrah Wahida MuradNo ratings yet
- Geology of GhanaDocument49 pagesGeology of GhanaCrispin Cris Nspm100% (5)
- Mi P GasketsDocument15 pagesMi P Gasketsnaveen1981_nrNo ratings yet
- IE 337 W10 Lecture 1 IntroductionDocument45 pagesIE 337 W10 Lecture 1 IntroductionshanthakumargcNo ratings yet
- Ana Chem FinalsDocument8 pagesAna Chem FinalsLouisiana SollestreNo ratings yet
- 1.9.1.2-75B - BondArc WireDocument6 pages1.9.1.2-75B - BondArc WireGiovanni Cervera FerriolNo ratings yet
- PB - Uddeholm - Arne - English AISI O1 PDFDocument12 pagesPB - Uddeholm - Arne - English AISI O1 PDFgermanNo ratings yet
- Power Cable Data SheetDocument11 pagesPower Cable Data SheetFaty BercasioNo ratings yet
- Limit and Fit - ISO Hole Chart - Tolerance PDFDocument2 pagesLimit and Fit - ISO Hole Chart - Tolerance PDFvalamaghamNo ratings yet
- ImperialDocument6 pagesImperialVinoth ShankarNo ratings yet
- Technology of Complex Building Assignment - 20161002Document31 pagesTechnology of Complex Building Assignment - 20161002Frankie LeungNo ratings yet
- Bug ODocument24 pagesBug ORogo CatalinNo ratings yet
- 11 SolderingDocument11 pages11 SolderingrameshNo ratings yet
- Estimates of Cost of Building WorkDocument4 pagesEstimates of Cost of Building WorkNSunNo ratings yet
- All Material and Filler & PWHTDocument20 pagesAll Material and Filler & PWHTMOHANNo ratings yet
- Factors Affecting The Friction Between SurfacesDocument12 pagesFactors Affecting The Friction Between Surfacesmatealoredana8015No ratings yet
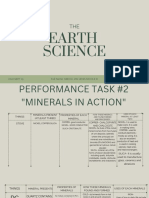
- Abecia - PT#2 - Minerals in ActionDocument6 pagesAbecia - PT#2 - Minerals in ActionJAN JENIS NICOLE ABECIANo ratings yet
- Is 10238Document6 pagesIs 10238kundank_32No ratings yet
- Packing Type 1 (11 Layer)Document2 pagesPacking Type 1 (11 Layer)Tuyen NguyenNo ratings yet
- Oxyacetylene Welding (OAW)Document15 pagesOxyacetylene Welding (OAW)Alejandro RodríguezNo ratings yet
- 234 D7091 344Document7 pages234 D7091 344Ivan AlanizNo ratings yet
- Industrial X Ray Sources:: PDF Created With Pdffactory Pro Trial VersionDocument14 pagesIndustrial X Ray Sources:: PDF Created With Pdffactory Pro Trial Versionkinjalpatel12345No ratings yet
- Axial and Flexural Performance of Adhesive Connection On Cold-Formed Steel StructuresDocument10 pagesAxial and Flexural Performance of Adhesive Connection On Cold-Formed Steel Structurespiscesas45No ratings yet
- The Solution For All Turbidimetric and Color-Indicated Titrations DP5 PhototrodeDocument2 pagesThe Solution For All Turbidimetric and Color-Indicated Titrations DP5 PhototrodeyudzakuNo ratings yet
- Weldlok Steel GratingDocument16 pagesWeldlok Steel GratingDivyang241088No ratings yet
- 43.720 4380 60Hz 6x6x8 SubmittalDocument4 pages43.720 4380 60Hz 6x6x8 Submittalsas999333No ratings yet