You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- A Review of Methods For Measuring Groundwater-Surfacewater Exchange in Braided RiversDocument21 pagesA Review of Methods For Measuring Groundwater-Surfacewater Exchange in Braided RiversLady Johana Buritica CortesNo ratings yet
- B.Pharm Organic Chemistry Exam Questions on Resonance, Haworth Synthesis, Friedal-Crafts ReactionsDocument4 pagesB.Pharm Organic Chemistry Exam Questions on Resonance, Haworth Synthesis, Friedal-Crafts ReactionsSachu SachusNo ratings yet
- TRIZ Contradiction MatrixDocument25 pagesTRIZ Contradiction MatrixSantosh KhadasareNo ratings yet
- Hess Cycle Questions Explained Step-by-StepDocument3 pagesHess Cycle Questions Explained Step-by-StepNujod HolaNo ratings yet
- Fabricación de Insertos de Carburo de TungstenoDocument5 pagesFabricación de Insertos de Carburo de TungstenoRolando Nuñez MonrroyNo ratings yet
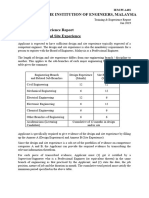
- IEM PI A401 - ANNEXE - Design & Site ExperienceDocument5 pagesIEM PI A401 - ANNEXE - Design & Site ExperienceapiplajengilaNo ratings yet
- Drilling ThesisDocument8 pagesDrilling ThesisShery TentionNo ratings yet
- Bubble Column ReactorsDocument34 pagesBubble Column ReactorsGhaya Bani Rushaid100% (2)
- Coordinationcompound SheetDocument61 pagesCoordinationcompound SheetRohan100% (1)
- PhotosynthesisDocument35 pagesPhotosynthesisChristopher MullenNo ratings yet
- Bioorganic & Medicinal Chemistry LettersDocument3 pagesBioorganic & Medicinal Chemistry LetterschemikanthNo ratings yet
- ALCOADocument8 pagesALCOAsuryaNo ratings yet
- Exploring Life Through Science, Third Edition: Learning Progression ChartDocument10 pagesExploring Life Through Science, Third Edition: Learning Progression ChartKris GiaNo ratings yet
- APP - The Analysis of A Broad Range of Organic Acids by HPLC With UV Detection 012379 - 01Document4 pagesAPP - The Analysis of A Broad Range of Organic Acids by HPLC With UV Detection 012379 - 01G_ASantosNo ratings yet
- Expt 6Document9 pagesExpt 6Gracelle AnneNo ratings yet
- Experiment 13 - UrineDocument5 pagesExperiment 13 - UrineJM AgoncilloNo ratings yet
- G8 Test - Water - MCQDocument4 pagesG8 Test - Water - MCQSaintm101No ratings yet
- ASM Reference: MetalsDocument584 pagesASM Reference: Metals2455186597No ratings yet
- Nuclear Tech English - PDFDocument20 pagesNuclear Tech English - PDFShivang BhardwajNo ratings yet
- Porosity and Wear Resistance of Flame Sprayed TungstenDocument7 pagesPorosity and Wear Resistance of Flame Sprayed Tungstenlacoste11111No ratings yet
- Chapter 4 - Radiation Heat Transfer PDFDocument52 pagesChapter 4 - Radiation Heat Transfer PDFSuraya Johari0% (1)
- Starling ThesisDocument143 pagesStarling ThesisMuhammad Mubashar AwaisiNo ratings yet
- Simulation of Biomolecules - Force Fields and Molecular Dynamics TechniquesDocument54 pagesSimulation of Biomolecules - Force Fields and Molecular Dynamics TechniquesFermin SelvinNo ratings yet
- Molecular Geometry ChartDocument3 pagesMolecular Geometry ChartJoyci CauilanNo ratings yet
- Reading Material Lecture 22Document18 pagesReading Material Lecture 22Syed Asad Asif HashmiNo ratings yet
- Studies On Gas Solid Heat Transfer During Pneumatic ConveyingDocument13 pagesStudies On Gas Solid Heat Transfer During Pneumatic ConveyingMustafa JasimNo ratings yet
- Engineering Chemistry Module 1: An IntroductionDocument35 pagesEngineering Chemistry Module 1: An IntroductionAudrey MendozaNo ratings yet
- Answer Key Chapter 9Document6 pagesAnswer Key Chapter 9linNo ratings yet
- Research Papers Neutron Diffraction Investigation of The Tempera-Ture Dependence of Crystal Structure and Thermal Motions of Red HgiDocument8 pagesResearch Papers Neutron Diffraction Investigation of The Tempera-Ture Dependence of Crystal Structure and Thermal Motions of Red HgiBayanjargal ErdeneeNo ratings yet
- Nevada Plane Coordinate Intersection TablesDocument184 pagesNevada Plane Coordinate Intersection Tablespogopogo22No ratings yet