You might also like
- Estquiomqtria Unidad5Document22 pagesEstquiomqtria Unidad5rosa0% (1)
- Estática I: ResoluciónDocument5 pagesEstática I: ResoluciónRaul SebastiamNo ratings yet
- Antiderivadas PDFDocument18 pagesAntiderivadas PDFRaul SebastiamNo ratings yet
- Ejer Cici Os Integral Defini DaDocument69 pagesEjer Cici Os Integral Defini DaPerez AlfredoNo ratings yet
- Tarea 2 - S6 (Rúbrica) PDFDocument2 pagesTarea 2 - S6 (Rúbrica) PDFRaul SebastiamNo ratings yet
- Reinoprotista 120119171328 Phpapp01Document14 pagesReinoprotista 120119171328 Phpapp01Raul SebastiamNo ratings yet
- -Document4 pages-Raul SebastiamNo ratings yet
- Ficha Tecnica Electrodo de TungstenoDocument1 pageFicha Tecnica Electrodo de TungstenoRaul SebastiamNo ratings yet
- U6 - S8 - Laboratorio - GUÍA N°5 ESTEQUIOMETRÍA PDFDocument10 pagesU6 - S8 - Laboratorio - GUÍA N°5 ESTEQUIOMETRÍA PDFRaul SebastiamNo ratings yet
- HSQ PrimerDocument2 pagesHSQ PrimerRaul SebastiamNo ratings yet
- 347 PDFDocument249 pages347 PDFHeydi MoriNo ratings yet
- NinfasDocument100 pagesNinfasDieguilloApp0% (1)
- Ocn 20181695Document1 pageOcn 20181695Raul SebastiamNo ratings yet
- COMPRESORDocument1 pageCOMPRESORRaul SebastiamNo ratings yet
- Acta de Compromiso CREDITEXDocument1 pageActa de Compromiso CREDITEXRaul SebastiamNo ratings yet
- HT-Sika Anchorfix 3001Document2 pagesHT-Sika Anchorfix 3001Raul SebastiamNo ratings yet
- Catalog 2014 Air Pro SpanishDocument20 pagesCatalog 2014 Air Pro SpanishpruebaNo ratings yet
- Radiografia IndustrialDocument46 pagesRadiografia IndustrialRaul SebastiamNo ratings yet
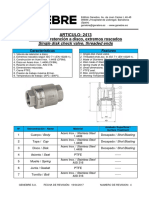
- Genebre 2413Document2 pagesGenebre 2413lucasmosnaNo ratings yet
- Certificado de Calidad - Termodinamica SaDocument2 pagesCertificado de Calidad - Termodinamica SaRaul SebastiamNo ratings yet
- HT-Sika Anchorfix 3001Document11 pagesHT-Sika Anchorfix 3001Joshua KingNo ratings yet
- 18VP010-PRNES01-A Proc. de Prueba Hidrostatica - NESTLEDocument5 pages18VP010-PRNES01-A Proc. de Prueba Hidrostatica - NESTLERaul SebastiamNo ratings yet
- Acople Rigido LedeDocument2 pagesAcople Rigido LedeRaul SebastiamNo ratings yet
- Certificado CwiDocument1 pageCertificado CwiRaul SebastiamNo ratings yet
- 15GIST003-PRTSA02-A Procedimiento de Roscado de Tuberías y Acces de Acero - 01Document8 pages15GIST003-PRTSA02-A Procedimiento de Roscado de Tuberías y Acces de Acero - 01Raul SebastiamNo ratings yet
- Certificado Cwi PDFDocument1 pageCertificado Cwi PDFRaul SebastiamNo ratings yet
- 15GIST003-PRTSA02-A Procedimiento de Roscado de Tuberías y Acces de Acero - 01Document8 pages15GIST003-PRTSA02-A Procedimiento de Roscado de Tuberías y Acces de Acero - 01Raul SebastiamNo ratings yet
- 14.06 Orden de Compra1 - v2-6Document2 pages14.06 Orden de Compra1 - v2-6Raul SebastiamNo ratings yet
- en EsDocument9 pagesen EsDavid Omar Torres GutierrezNo ratings yet
- Diagnostico OrganizacionalDocument15 pagesDiagnostico Organizacionalmariela bayonaNo ratings yet
- Montoya Contreras, María Paula - 2019Document113 pagesMontoya Contreras, María Paula - 2019Camilo Andrés Gómez JácomeNo ratings yet
- Actividad #5. Diagnostico Empresarial.Document13 pagesActividad #5. Diagnostico Empresarial.Kevin Asdrubal TOQUICA AGUILARNo ratings yet
- Metodos de CosteoDocument26 pagesMetodos de CosteoAlison Andressa Tejada TapiaNo ratings yet
- Caso Practico Calidad en El ServicioDocument8 pagesCaso Practico Calidad en El ServicioNatalia SalinasNo ratings yet
- Correccion Trabajo de Seminario Ii. Victor CastroDocument42 pagesCorreccion Trabajo de Seminario Ii. Victor CastroJohan RodriguezNo ratings yet
- Plan Auditoria AdministrativaDocument3 pagesPlan Auditoria AdministrativaEfren Abraham Cruz ElizarrarasNo ratings yet
- Linea Del Tiempo de La Gestión de CalidadDocument3 pagesLinea Del Tiempo de La Gestión de CalidadIvan DuranNo ratings yet
- Tarea 7 Empresa 1Document12 pagesTarea 7 Empresa 1Carlos Monroy100% (3)
- 2.-Procesos para Ingenieria - Semana 2 - Unidad 1Document25 pages2.-Procesos para Ingenieria - Semana 2 - Unidad 1lugomez2No ratings yet
- Lab-clini/formato/Lista de Verificacion NTP-IsO 15189 (DA-Acr-11P-20F)Document63 pagesLab-clini/formato/Lista de Verificacion NTP-IsO 15189 (DA-Acr-11P-20F)JOSE ELESCANO CASTRONo ratings yet
- Analisis Factorial de NegociosDocument13 pagesAnalisis Factorial de Negocioskonde1525No ratings yet
- Presentación ProductoDocument24 pagesPresentación ProductooscaraipNo ratings yet
- Proyecto Presupuesto PanaderiaDocument23 pagesProyecto Presupuesto PanaderiaSienna Young Park100% (6)
- Ejemplo Expo Cadena de ValorDocument7 pagesEjemplo Expo Cadena de ValorAna Lucia Riega Guetat100% (2)
- Practica 3 - Evaluación y Control de Estrategias BimboDocument13 pagesPractica 3 - Evaluación y Control de Estrategias BimboGuadalupe PanNo ratings yet
- Reporte Buenas Practicas de LaboratorioDocument7 pagesReporte Buenas Practicas de LaboratorioAndy PhyNo ratings yet
- CONSTRUCTORA IMAC FinDocument38 pagesCONSTRUCTORA IMAC FinStiven CasañasNo ratings yet
- MECATECDocument4 pagesMECATECLeonardo Manzano QuispeNo ratings yet
- Administracion Del Cambio-Actividad-Semana-2 Victor Torres ManuelDocument9 pagesAdministracion Del Cambio-Actividad-Semana-2 Victor Torres ManuelMatov Torres100% (1)
- Trabajo MolitaliaDocument5 pagesTrabajo MolitaliaCarlos Esteban Alvarez Landa33% (3)
- Reglamento Nacional de Instalaciones Sanitarias DomiciliariasDocument334 pagesReglamento Nacional de Instalaciones Sanitarias Domiciliariasjorgepercy1177No ratings yet
- 2019 Tesis Arenas Duque Paola AndreaDocument44 pages2019 Tesis Arenas Duque Paola AndreaDannys MendozaNo ratings yet
- Hoja de Vida ActualizadaDocument13 pagesHoja de Vida ActualizadaCesar Vela ValquiNo ratings yet
- Analisis Diagnostico Organiazacional de Agua LimarDocument7 pagesAnalisis Diagnostico Organiazacional de Agua Limarandres borrero beltranNo ratings yet
- Poa Crisnejas 2017Document6 pagesPoa Crisnejas 2017Edgar Burgos ReynaNo ratings yet
- Analisis Financiero QuimpacDocument24 pagesAnalisis Financiero QuimpacRafael Martín Núñez ZapataNo ratings yet
- Modelos Contemporaneos Del Desarollo AdministrativoDocument38 pagesModelos Contemporaneos Del Desarollo Administrativoandres strecciNo ratings yet
- Parques de BolsilloDocument4 pagesParques de BolsilloRobertoCervantesNo ratings yet