You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- 0132368692-Ch10 IsmDocument38 pages0132368692-Ch10 IsmOnline Review Specialists100% (4)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Symmetry and Group TheoryDocument24 pagesSymmetry and Group Theorywicki0007100% (1)
- Terminal Report OJT MTTDocument4 pagesTerminal Report OJT MTTJun MichaelNo ratings yet
- MCV4U CH 8 Nelson SolutionsDocument29 pagesMCV4U CH 8 Nelson SolutionsStephanieNo ratings yet
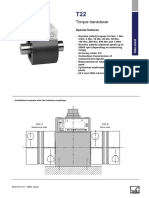
- Torque Transducer Data SheetDocument10 pagesTorque Transducer Data SheetDaniel .alphadrivesNo ratings yet
- Form GST-"Application For Enrolment of Existing Tax Payer" Has Been Filed Against Application Reference Number (ARN) AA330417001439GDocument1 pageForm GST-"Application For Enrolment of Existing Tax Payer" Has Been Filed Against Application Reference Number (ARN) AA330417001439GDaniel .alphadrivesNo ratings yet
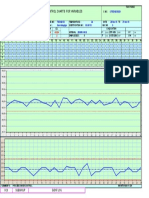
- SPC-Control Chart FormatDocument1 pageSPC-Control Chart FormatDaniel .alphadrivesNo ratings yet
- LM25 Aluminium Casting Alloy PropertiesDocument3 pagesLM25 Aluminium Casting Alloy Propertiesdaniel_sasikumarNo ratings yet
- Adaikalame Umathadimai Naane English 2Document1 pageAdaikalame Umathadimai Naane English 2Daniel .alphadrivesNo ratings yet
- Carbu RisingDocument2 pagesCarbu Risingnimalan007No ratings yet
- Tds - Power Hydrolube Aw 68Document1 pageTds - Power Hydrolube Aw 68Daniel .alphadrives0% (1)
- LM25 Aluminium Casting Alloy PropertiesDocument3 pagesLM25 Aluminium Casting Alloy Propertiesdaniel_sasikumarNo ratings yet
- Carbu RisingDocument2 pagesCarbu Risingnimalan007No ratings yet
- Resume: Academic QualificationDocument4 pagesResume: Academic QualificationDaniel .alphadrivesNo ratings yet
- GST Chapter Wise RateDocument213 pagesGST Chapter Wise RateMoneycontrol News92% (280)
- What Is Your Reaction?: Happy Unmoved Amused Excited Angry SadDocument1 pageWhat Is Your Reaction?: Happy Unmoved Amused Excited Angry SadDaniel .alphadrivesNo ratings yet
- JKLDocument1 pageJKLDaniel .alphadrivesNo ratings yet
- Karthi VDocument1 pageKarthi VDaniel .alphadrivesNo ratings yet
- Air Crew Radiation Exposure - An OverviewDocument8 pagesAir Crew Radiation Exposure - An OverviewStarxteelNo ratings yet
- Machine Elements 2 (Introduction)Document12 pagesMachine Elements 2 (Introduction)Melinda100% (2)
- LIFE 110B: Lecture 9 - (A) Introduction To Transport in Biological Systems (B) Mass Transport and Heat TransportDocument44 pagesLIFE 110B: Lecture 9 - (A) Introduction To Transport in Biological Systems (B) Mass Transport and Heat TransportNella Ramsarran100% (2)
- Chemistry Paper 8 Module 34: Excited States and Emission ProcessesDocument9 pagesChemistry Paper 8 Module 34: Excited States and Emission ProcessesSriNo ratings yet
- Greek LettersDocument15 pagesGreek LettersPrasad DvssrNo ratings yet
- Syllabus For Written Test at IIT KanpurDocument2 pagesSyllabus For Written Test at IIT KanpurNikhil WaniNo ratings yet
- Guia 1 FisicoquimicaDocument4 pagesGuia 1 FisicoquimicaRhooZhii AgueroNo ratings yet
- S-Series Single Stage Gear MotorsDocument138 pagesS-Series Single Stage Gear MotorssirabhijeetNo ratings yet
- Influence of Size Ion On The Stability of Chloroplumbates PDFDocument7 pagesInfluence of Size Ion On The Stability of Chloroplumbates PDFUriel VázquezNo ratings yet
- AP Chemistry 2010 Free-Response Questions Form B: The College BoardDocument13 pagesAP Chemistry 2010 Free-Response Questions Form B: The College BoardDharul Handri PranawaNo ratings yet
- Geodesic MathDocument21 pagesGeodesic Matherbercam0% (1)
- Couette Flow of Micropolar Fluids: Theory GoverningDocument6 pagesCouette Flow of Micropolar Fluids: Theory GoverningSrinivas JangiliNo ratings yet
- 0s1 9FM0 01 Core Pure 1 Mock Set 1 Mark Scheme PDF (3)Document10 pages0s1 9FM0 01 Core Pure 1 Mock Set 1 Mark Scheme PDF (3)nevasiffrediNo ratings yet
- Curvature Radiation From A Quantum-Electrodynamics Point of ViewDocument22 pagesCurvature Radiation From A Quantum-Electrodynamics Point of ViewMohammed NourNo ratings yet
- A New Shock Absorber Model With An Application in Vehicle Dynamics StudiesDocument9 pagesA New Shock Absorber Model With An Application in Vehicle Dynamics StudiesPaul WellsNo ratings yet
- Algorithmic Advances in Riemannian Geometry and ApplicationsDocument216 pagesAlgorithmic Advances in Riemannian Geometry and ApplicationsasgfsagNo ratings yet
- Cswip 3.1 Difficul - Multichoice QuesDocument11 pagesCswip 3.1 Difficul - Multichoice QuesLuan Nguyen0% (1)
- Principles of Finned Tube Heat Exchanger Design For Enhanced Heat TransferDocument20 pagesPrinciples of Finned Tube Heat Exchanger Design For Enhanced Heat Transferunknown8787No ratings yet
- Response Spectrum Analysis Using Femap and NX NastranDocument40 pagesResponse Spectrum Analysis Using Femap and NX NastranGana C Rover100% (1)
- Practice Exam QuestionsDocument5 pagesPractice Exam QuestionsEamon BarkhordarianNo ratings yet
- IrDocument13 pagesIrumesh123patilNo ratings yet
- CLS Aipmt 18 19 XII Phy Study Package 5 SET 2 Chapter 1Document36 pagesCLS Aipmt 18 19 XII Phy Study Package 5 SET 2 Chapter 1Adil Ahmed83% (12)
- Fundamentals of Metallurgy by Seshadri SeetharamanDocument1 pageFundamentals of Metallurgy by Seshadri SeetharamanAmanda Ariesta ApriliaNo ratings yet
- 12.elastic ConstantsDocument18 pages12.elastic ConstantsaderancNo ratings yet
- Class XII Physics Exam Revision SheetDocument4 pagesClass XII Physics Exam Revision SheetYogesh ChauhanNo ratings yet
- CH04 - Heat Exchanger - AmanDocument104 pagesCH04 - Heat Exchanger - AmanNabilah MustafaNo ratings yet