You might also like
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209From EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209No ratings yet
- Carpeta CNC 5to Profesor Lucas CaulaDocument14 pagesCarpeta CNC 5to Profesor Lucas CaulaTachi DuboscqNo ratings yet
- Fresadora CNCDocument6 pagesFresadora CNCMaria Jose AlbujaNo ratings yet
- 3D-View TURN SPDocument32 pages3D-View TURN SPArmando MátalNo ratings yet
- Ensayo CNCDocument15 pagesEnsayo CNCEddy OrdóñezNo ratings yet
- Programacion de Maquinas CNCDocument13 pagesProgramacion de Maquinas CNCLuis BarriosNo ratings yet
- C10 - Programación CNCDocument11 pagesC10 - Programación CNCLuis TapiaNo ratings yet
- CNC Exercises Milling SpanishDocument39 pagesCNC Exercises Milling SpanishDaniel UtreraNo ratings yet
- Practica para CNC SimulatorDocument21 pagesPractica para CNC SimulatorWalterConstantinoGuillen100% (1)
- Tema Control Numerico CN-CNC para ClaseDocument101 pagesTema Control Numerico CN-CNC para ClaseSaúl ValdzNo ratings yet
- Manual CNC - FINAL Version 1Document170 pagesManual CNC - FINAL Version 1Angel Ortiz HurtadoNo ratings yet
- Fresadora CNCDocument4 pagesFresadora CNCabel_524572144No ratings yet
- Parcial 3 - Interpolación Circular G02 G03 - Grupo2Document5 pagesParcial 3 - Interpolación Circular G02 G03 - Grupo2Edwin GuzmánNo ratings yet
- Examen Parcial - Torno CNC EmcoDocument4 pagesExamen Parcial - Torno CNC EmcoCRILLOMARNo ratings yet
- 3D-View MILL SPDocument42 pages3D-View MILL SPEfrain GómezNo ratings yet
- CNC FresaDocument31 pagesCNC FresaaamarosaNo ratings yet
- Practica de CNCDocument11 pagesPractica de CNCJaimeNo ratings yet
- Práctica 1Document15 pagesPráctica 1Victor MaresNo ratings yet
- Códigos de Programación de Máquinas Herramientas CNCDocument21 pagesCódigos de Programación de Máquinas Herramientas CNCGerardo DiazNo ratings yet
- Practica 1 Manual de Configuracion WinUnisoft.Document16 pagesPractica 1 Manual de Configuracion WinUnisoft.Luis Fernando Muñoz UrbinaNo ratings yet
- Tutorial para Usar-CIMCODocument27 pagesTutorial para Usar-CIMCODiegoNo ratings yet
- Manual Torno CNC Dyna 3300bDocument50 pagesManual Torno CNC Dyna 3300bJoel OchoaNo ratings yet
- Ejercicio CNC FresadoDocument12 pagesEjercicio CNC FresadoMecanizado SenaNo ratings yet
- Programacion en Codigos GDocument32 pagesProgramacion en Codigos GBladimir Sarabia100% (8)
- Manual de Prácticas 2 Cero MaquinaDocument8 pagesManual de Prácticas 2 Cero MaquinaCarlos Alfredo Diaz HernandezNo ratings yet
- MECANIZADO en TORNO CONVENCIONALDocument18 pagesMECANIZADO en TORNO CONVENCIONALYERSONNo ratings yet
- Codigos CNC FresadoDocument1 pageCodigos CNC FresadoAndres Cardona Mercado100% (1)
- Torno CNCDocument35 pagesTorno CNCmemo4861100% (2)
- Ejemplo Pieza Torneado CNC Con WINUNISOFTDocument5 pagesEjemplo Pieza Torneado CNC Con WINUNISOFTTony Marasca100% (1)
- Códigos de Programación para CNC Tipos G y MDocument4 pagesCódigos de Programación para CNC Tipos G y MFernando PerezNo ratings yet
- Trayectorias MastercamDocument5 pagesTrayectorias MastercamSylvia Damarisse VilledaNo ratings yet
- Fresadora PractDocument15 pagesFresadora PractFrancisco Jiménez AlejandroNo ratings yet
- Informe CNCDocument15 pagesInforme CNCLuis MuyulemaNo ratings yet
- 4 Practicas Usando El Simulador Swansoft CNCDocument6 pages4 Practicas Usando El Simulador Swansoft CNCjomafiNo ratings yet
- Práctica 11 Maquinado en Fresadora CNC-1Document18 pagesPráctica 11 Maquinado en Fresadora CNC-1Michael Naím Dévora QuintanarNo ratings yet
- 1.8 Estructura de Un Programa CNCDocument9 pages1.8 Estructura de Un Programa CNCGerardo GarcíaNo ratings yet
- Cuestionario de Programación de Torno CNCDocument1 pageCuestionario de Programación de Torno CNCFernandoLorca100% (1)
- Ejercicios de Torno en Codigos GDocument9 pagesEjercicios de Torno en Codigos GnenedjNo ratings yet
- Códigos G y Compensación de HerramientasDocument5 pagesCódigos G y Compensación de HerramientasClemente CalderonNo ratings yet
- Tutorial de Maquinado Usando SwansoftDocument8 pagesTutorial de Maquinado Usando SwansoftErickstoff LopezNo ratings yet
- 1.protocolo CNC Version 2013-1Document30 pages1.protocolo CNC Version 2013-1Alexandra Duran PadillaNo ratings yet
- Codigos G y M1Document16 pagesCodigos G y M1Cristino Cid CruzNo ratings yet
- 10 Ejemplos de Programacion CNCDocument17 pages10 Ejemplos de Programacion CNCJorge RengifoNo ratings yet
- Codigos CNC ManufacturaDocument4 pagesCodigos CNC ManufacturaKarenSugeyTorresBNo ratings yet
- Programacion CNCDocument24 pagesProgramacion CNCAntonio Irvin Galindo GarciaNo ratings yet
- Pieza Torno de CN PDFDocument3 pagesPieza Torno de CN PDFLuismi Nano100% (1)
- Codigos G Torno CNCDocument1 pageCodigos G Torno CNCLuis Armando Valero AlcalaNo ratings yet
- Manual Fagor 8025M - USERDocument420 pagesManual Fagor 8025M - USERchusba0% (1)
- Practica 1 Win UnisoftDocument26 pagesPractica 1 Win Unisoftjjddllpp100% (1)
- EMCO Mill 105 - Manual de InicioDocument15 pagesEMCO Mill 105 - Manual de IniciodharwinNo ratings yet
- Ejercicios de Repaso Calculo Engranes RectosDocument9 pagesEjercicios de Repaso Calculo Engranes RectosWil GaviriaNo ratings yet
- Ejemplo de Un Programa CNC para TornoDocument13 pagesEjemplo de Un Programa CNC para TornoArnulfo Perez Perez0% (1)
- Software CAM - MastercamDocument36 pagesSoftware CAM - Mastercammax_gonzález_8No ratings yet
- Practica CNC FresadoraDocument10 pagesPractica CNC FresadoraTony MunsterNo ratings yet
- Proceso Introduccion Procesos CNCDocument4 pagesProceso Introduccion Procesos CNCDavall17No ratings yet
- Interpolacion Lineal2 Luis VillalbaDocument70 pagesInterpolacion Lineal2 Luis VillalbaREBECA100% (1)
- Curso de Maquinas CNC Capitulo 2Document54 pagesCurso de Maquinas CNC Capitulo 2Carlos Fredy EcheverríaNo ratings yet
- Programación de Máquinas de CNC Con Códigos G&M - TecnoEduDocument17 pagesProgramación de Máquinas de CNC Con Códigos G&M - TecnoEduHector HectorNo ratings yet
- Informe de InterpolacionDocument32 pagesInforme de InterpolacionJaviercito VelascoNo ratings yet
- Codigos G y MDocument8 pagesCodigos G y MKatty Sauceda100% (1)
- CARTILLA EDUCACION TECNOLOGICA 2do Año (1) FavaloroDocument32 pagesCARTILLA EDUCACION TECNOLOGICA 2do Año (1) FavaloroCüervä AvtNo ratings yet
- 2020 Formato FAD B para Informe de TesisDocument12 pages2020 Formato FAD B para Informe de TesisMaite GinesNo ratings yet
- Investigacion Power ViewDocument4 pagesInvestigacion Power ViewNancy Sastre100% (1)
- Gitlab CIDocument61 pagesGitlab CIkrobertoNo ratings yet
- Manual Alarma GSM&PSTNDocument19 pagesManual Alarma GSM&PSTNcesar carrilloNo ratings yet
- Hardening en Windows 10Document3 pagesHardening en Windows 10daniel mateoNo ratings yet
- 6 El Paquete Java - IoDocument18 pages6 El Paquete Java - IoSebastian MirandaNo ratings yet
- InformeDocument20 pagesInformeJuan Carlos Perez ParragaNo ratings yet
- Interesante CVDocument3 pagesInteresante CVCristian Flores Berríos ヅNo ratings yet
- Larrosa - Pensar La Educacion Desde La ExperienciaDocument29 pagesLarrosa - Pensar La Educacion Desde La ExperienciaAlejandro UrdanetaNo ratings yet
- Accesorios Dep500Document4 pagesAccesorios Dep500Lino RomanNo ratings yet
- Programa Tentativo UICDocument1 pagePrograma Tentativo UICCadena 3No ratings yet
- Ficha Paradiso 1800 DD Oc 500 RF 2543Document2 pagesFicha Paradiso 1800 DD Oc 500 RF 2543Jorge AndresNo ratings yet
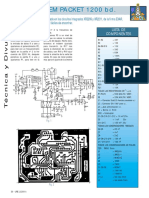
- Modem Packet 1200 BaudiosDocument2 pagesModem Packet 1200 BaudiosExperiment BarthNo ratings yet
- Catálogo Panamá Versión AzulDocument18 pagesCatálogo Panamá Versión AzulAnonymous el3M20y13qNo ratings yet
- Interface SCADADocument12 pagesInterface SCADAIvan AlmironNo ratings yet
- Práctica Wifi SnifferDocument3 pagesPráctica Wifi SnifferGeovanny artilesNo ratings yet
- REGIUS Sigma II OPERATION MANUAL Spanish - A5ERBC01ES03Document36 pagesREGIUS Sigma II OPERATION MANUAL Spanish - A5ERBC01ES03Mafer YgNo ratings yet
- Manual TelecomDocument47 pagesManual TelecomHugo miranda100% (24)
- Estrategias Gerenciales. Eje 3Document13 pagesEstrategias Gerenciales. Eje 3JuanNo ratings yet
- Desafío 5Document6 pagesDesafío 5Amanda Santis CNo ratings yet
- Especificaciones Tecnicas Agua y Desague SJBDocument151 pagesEspecificaciones Tecnicas Agua y Desague SJBLuis EnriqueNo ratings yet
- Alta Disponibilidad Con Heartbeat 150212234124 Conversion Gate02Document32 pagesAlta Disponibilidad Con Heartbeat 150212234124 Conversion Gate02rafaelantonio01No ratings yet
- Tarea Academica 1 - P.A.EDocument16 pagesTarea Academica 1 - P.A.EKelly Moscoso ValenciaNo ratings yet
- Guía Etapa 1 - MetodologíaDocument2 pagesGuía Etapa 1 - MetodologíaChesse HerNo ratings yet
- Conjunto de PreguntasDocument9 pagesConjunto de Preguntasanon_597252854No ratings yet
- CONCLUSION Noree MetroDocument9 pagesCONCLUSION Noree MetroDamiem MoroNo ratings yet
- Esmkt02023b16 Cap5Document92 pagesEsmkt02023b16 Cap5Peli JorroNo ratings yet
- Breve Reseña de La Evolución de La AdministraciónDocument37 pagesBreve Reseña de La Evolución de La AdministracióncarloscahuayaNo ratings yet
- 04 4 TALLER Redes Comando PingDocument6 pages04 4 TALLER Redes Comando PingElissa Castellar MartinezNo ratings yet