You might also like
- Extrusion CookingDocument16 pagesExtrusion Cookingpawoe3064No ratings yet
- Breakfast CerealsDocument6 pagesBreakfast CerealsAndrés MöllerNo ratings yet
- Extrusiontech 180222105737 PDFDocument65 pagesExtrusiontech 180222105737 PDFrupinder pal singhNo ratings yet
- UHT Processing Methods for Milk SterilizationDocument6 pagesUHT Processing Methods for Milk SterilizationOsman Aita100% (1)
- Extrusion Technology For Novel Food PdtsDocument7 pagesExtrusion Technology For Novel Food Pdts9567592146No ratings yet
- CanningDocument79 pagesCanningRimil GeorgeNo ratings yet
- Barrier Sheets - RajooDocument5 pagesBarrier Sheets - RajooSachin KothariNo ratings yet
- Extrusion Course MaterialDocument43 pagesExtrusion Course MaterialIncharge Training and Placement CellNo ratings yet
- Freeze DryingDocument1 pageFreeze DryingOnorio IervolinoNo ratings yet
- Vacuum Fryer Vaf 001 Eng - CompressedDocument13 pagesVacuum Fryer Vaf 001 Eng - CompressedVenus Lagmay100% (1)
- Rheology of Ketchup at Diff. TempDocument7 pagesRheology of Ketchup at Diff. TempGouriAppikatlaNo ratings yet
- GDL in Meat ProcessingDocument3 pagesGDL in Meat Processingadiy0n9100% (1)
- MF-2036 - Feed Manufacturing Sampling ProceduresDocument8 pagesMF-2036 - Feed Manufacturing Sampling Procedures5350ty4No ratings yet
- Steps and Types of Milk PasteurizationDocument2 pagesSteps and Types of Milk PasteurizationMichel AdamNo ratings yet
- Characterization of Product Quality Attributes and Thermal Properties of Potato Chips During Vacuum FryingDocument166 pagesCharacterization of Product Quality Attributes and Thermal Properties of Potato Chips During Vacuum FryingMaria SakkomitrouNo ratings yet
- Food Packaging Advanced Packaging: Purba Purnama, Ph. DDocument63 pagesFood Packaging Advanced Packaging: Purba Purnama, Ph. DDavid ElricoNo ratings yet
- Packaging of Carbonated Beverages in PET BottlesDocument12 pagesPackaging of Carbonated Beverages in PET BottlesHOANGVUNL1988No ratings yet
- Micro-Ovenable Packages and Retortable Packages: Microwave PackagingDocument18 pagesMicro-Ovenable Packages and Retortable Packages: Microwave PackagingbhaleshNo ratings yet
- YoghurtDocument2 pagesYoghurtIngrid AlvesNo ratings yet
- Study of Encapsulation TechnologyDocument18 pagesStudy of Encapsulation Technologydevashri_ranadeNo ratings yet
- Drying of FVF - Volume 2Document220 pagesDrying of FVF - Volume 2Pedro CampeloNo ratings yet
- Retort PouchDocument4 pagesRetort PouchAlan YeohNo ratings yet
- Sugar Cane JuiceDocument5 pagesSugar Cane Juices.sabapathyNo ratings yet
- Thermal Processing - CanningDocument141 pagesThermal Processing - Canningthink_exergy75% (4)
- Food Preservation - Pasteurization 13.02.17Document13 pagesFood Preservation - Pasteurization 13.02.17Shania Moesha AlexanderNo ratings yet
- Methods of Pasteurization: HTST, UHT, Flash and MoreDocument3 pagesMethods of Pasteurization: HTST, UHT, Flash and MoreSumit Sharma PoudelNo ratings yet
- Advances in Aseptic ProcessingDocument12 pagesAdvances in Aseptic ProcessingTasneem VahoraNo ratings yet
- ParboilingDocument7 pagesParboilingAmrish rajNo ratings yet
- Bayi Vacuum Fryer Catalogue PDFDocument10 pagesBayi Vacuum Fryer Catalogue PDFmahaNo ratings yet
- Extrusion ProcessDocument7 pagesExtrusion ProcessTAMIL100% (1)
- FREEZE DRYING OF BIOPHARMACEUTICALSDocument20 pagesFREEZE DRYING OF BIOPHARMACEUTICALSDONA JOJONo ratings yet
- Twist Off® Caps: More Than A ClosureDocument21 pagesTwist Off® Caps: More Than A ClosureDana HodorogeaNo ratings yet
- Quality Assurance Checks of Flexible Pouch After Manufacturing .Packaging of Products Into Flexible Pouches 11.food Safety On Flexible PouchesDocument55 pagesQuality Assurance Checks of Flexible Pouch After Manufacturing .Packaging of Products Into Flexible Pouches 11.food Safety On Flexible PouchesShirsendu ChakrabortyNo ratings yet
- Retort TechnologyDocument3 pagesRetort TechnologySamir YeshvikarNo ratings yet
- Food Can ProcessingDocument223 pagesFood Can Processingudayangalk100% (1)
- Experiment Five: Food Canning & Determination of F Value ObjectiveDocument2 pagesExperiment Five: Food Canning & Determination of F Value ObjectiveFarid BadolNo ratings yet
- Packaging of Fresh and Processed MeatDocument20 pagesPackaging of Fresh and Processed MeatShriraj ThatteNo ratings yet
- FDST318Document149 pagesFDST318Karthikeyan Balakrishnan100% (1)
- Concept of Spray Drying TechniqueDocument7 pagesConcept of Spray Drying TechniqueMaria Fernanda Bermudez ValeroNo ratings yet
- 2017 Properties of Starch After Extrusion - A ReviewDocument35 pages2017 Properties of Starch After Extrusion - A Reviewalcy reneNo ratings yet
- 18 - PH Measurement in The Acidification Process of Fermented SausagesDocument2 pages18 - PH Measurement in The Acidification Process of Fermented SausagesDavid Suarez Chacon100% (1)
- Evaporation Technology Juice Industry GEA Wiegand enDocument12 pagesEvaporation Technology Juice Industry GEA Wiegand enSilvino CruzNo ratings yet
- Retort PackagingDocument46 pagesRetort PackagingShreya ShellyNo ratings yet
- Food Cans Manufacturing: Food Packaging FST-4041 BS-final YearDocument22 pagesFood Cans Manufacturing: Food Packaging FST-4041 BS-final YearSONIA NABINo ratings yet
- 6coating Snack Food - BarringerDocument9 pages6coating Snack Food - BarringerDob Gabriela100% (1)
- Food AdditivesDocument13 pagesFood AdditivespharmaprvNo ratings yet
- STD - Tc.-Flexible Retort Pouch Defects PDFDocument104 pagesSTD - Tc.-Flexible Retort Pouch Defects PDFamin ibrahim rahamallaNo ratings yet
- PH of Various FoodsDocument8 pagesPH of Various FoodsAnthony PhelanNo ratings yet
- Asokapandian 2019 - Deep Fat Frying of Foods A Critical Review OnDocument15 pagesAsokapandian 2019 - Deep Fat Frying of Foods A Critical Review OnsutarsiNo ratings yet
- Homogenizer: Standard Operating ProcedureDocument1 pageHomogenizer: Standard Operating ProcedureDermedic phar este0% (1)
- HMBV Drying Technologies PDFDocument40 pagesHMBV Drying Technologies PDFBhatu DevareNo ratings yet
- Mondelēz Dairy CIP Pest ExpectationsDocument92 pagesMondelēz Dairy CIP Pest Expectationskunal shahNo ratings yet
- Heat ProcessingDocument134 pagesHeat ProcessingMari Sherlin Salisi-ChuaNo ratings yet
- Immersion Freezer Guide - Freeze Food FasterDocument2 pagesImmersion Freezer Guide - Freeze Food FasterJon MarkNo ratings yet
- Surface-Sterilizing Plant MaterialDocument3 pagesSurface-Sterilizing Plant MaterialchurlalooNo ratings yet
- Mechanical Operation Units in Food Industry (Noodles)Document24 pagesMechanical Operation Units in Food Industry (Noodles)Chanakun Kaewkhamsaen100% (1)
- Introduction To Retort Pouch TechnologyDocument9 pagesIntroduction To Retort Pouch TechnologyAbhineet Shrivastava100% (1)
- Developments in Food ExtrusionDocument13 pagesDevelopments in Food ExtrusionEasy ways2017No ratings yet
- ExtrusionDocument12 pagesExtrusionNitesh YadavNo ratings yet
- Food Extrusion FoodkidaDocument38 pagesFood Extrusion Foodkidamonicaad shankarNo ratings yet
- ZEODENT 113 EN EN Asset 367003Document2 pagesZEODENT 113 EN EN Asset 367003David UribeNo ratings yet
- Eden's Lab - Distiller Brochure 2013Document1 pageEden's Lab - Distiller Brochure 2013David UribeNo ratings yet
- Biodegradable-Disposable Containers Made of Achira S Leaves (Canna Edulis) by ThermoconformingDocument8 pagesBiodegradable-Disposable Containers Made of Achira S Leaves (Canna Edulis) by ThermoconformingDavid UribeNo ratings yet
- The Neurobiology of Cocaine AddictionDocument7 pagesThe Neurobiology of Cocaine AddictionDavid UribeNo ratings yet
- The Artemisia L. Genus - A Review of Bioactive Essential OilsDocument25 pagesThe Artemisia L. Genus - A Review of Bioactive Essential OilsDavid UribeNo ratings yet
- Coca - The History & Medical Significance of An Ancient Andean TraditionDocument7 pagesCoca - The History & Medical Significance of An Ancient Andean TraditionDavid UribeNo ratings yet
- Zymatic TroubleshootingDocument23 pagesZymatic TroubleshootingDavid UribeNo ratings yet
- CoatOSil 1770 Silane Technical Data SheetDocument5 pagesCoatOSil 1770 Silane Technical Data SheetDavid UribeNo ratings yet
- Tropical Horticulture OverviewDocument17 pagesTropical Horticulture OverviewDavid UribeNo ratings yet
- Flow WhichFlowHive DecisionChart 0221Document1 pageFlow WhichFlowHive DecisionChart 0221David UribeNo ratings yet
- Erectile Dysfunction Natural Cure For Impotence Premature Ejaculation and PDFDocument28 pagesErectile Dysfunction Natural Cure For Impotence Premature Ejaculation and PDFgeorge maclean100% (1)
- Piper Umbellatum L. - A Comparative Cross-Cultural Analysis of Its Medicinal Uses and An Ethnopharmacological EvaluationDocument16 pagesPiper Umbellatum L. - A Comparative Cross-Cultural Analysis of Its Medicinal Uses and An Ethnopharmacological EvaluationDavid UribeNo ratings yet
- 2015 Coca High Altitude Remedy of The Ancient Incas PDFDocument5 pages2015 Coca High Altitude Remedy of The Ancient Incas PDFShadia Martinez GuerreroNo ratings yet
- Pharmacology Education Partnership Acids, bases and cocaine addictsDocument12 pagesPharmacology Education Partnership Acids, bases and cocaine addictsDavid UribeNo ratings yet
- Operation Case,: CysticDocument2 pagesOperation Case,: CysticDavid UribeNo ratings yet
- NIH Public Access: Author ManuscriptDocument12 pagesNIH Public Access: Author Manuscriptborn2dive 9702No ratings yet
- Coca Cultivation & Cocaine Processing - An OverviewDocument6 pagesCoca Cultivation & Cocaine Processing - An OverviewDavid UribeNo ratings yet
- Does Chewing Coca Leaves Influence Physiology at High AltitudeDocument4 pagesDoes Chewing Coca Leaves Influence Physiology at High AltitudeDavid UribeNo ratings yet
- Taxonomic Characterization and Plant Colonizing Abilities of Some Bacteria Related To Bacillus Amyloliquefaciens and Bacillus SubtilisDocument11 pagesTaxonomic Characterization and Plant Colonizing Abilities of Some Bacteria Related To Bacillus Amyloliquefaciens and Bacillus SubtilisDavid UribeNo ratings yet
- Protecto SilDocument141 pagesProtecto SilDavid UribeNo ratings yet
- High Tunnel Crop Production TipsDocument3 pagesHigh Tunnel Crop Production TipsDavid UribeNo ratings yet
- Toantimj 2 71Document8 pagesToantimj 2 71Nathalia LedesmaNo ratings yet
- Captain Dave's Survival GuideDocument36 pagesCaptain Dave's Survival GuideCristina PetcuNo ratings yet
- A2Z S.A.S. - Portafolio de Soluciones Ergonómicas y Ayudas Mecánicas - 2020Document10 pagesA2Z S.A.S. - Portafolio de Soluciones Ergonómicas y Ayudas Mecánicas - 2020David UribeNo ratings yet
- Solar Batch Water HeaterSolar Batch Water HeaterDocument5 pagesSolar Batch Water HeaterSolar Batch Water HeaterHoscoFoodsNo ratings yet
- (OM) Sharpening A Crooked, Hook or Bent KnifeDocument5 pages(OM) Sharpening A Crooked, Hook or Bent KnifeDavid UribeNo ratings yet
- El Libro Verde Botanica MagicaDocument16 pagesEl Libro Verde Botanica MagicaDavid UribeNo ratings yet
- Woodcraft and Camping - NessmukDocument66 pagesWoodcraft and Camping - Nessmukhomer2j100% (1)
- (OM) Sharpening and ReprofilingDocument8 pages(OM) Sharpening and ReprofilingDavid UribeNo ratings yet
- (OM) Sharpening ExperiencesDocument14 pages(OM) Sharpening ExperiencesDavid UribeNo ratings yet
- HUAWEI Precision Air Conditioner Product CatalogueDocument16 pagesHUAWEI Precision Air Conditioner Product Cataloguewillybrord54No ratings yet
- TRIPATRA'S TANGGUH LNG PROJECT Indonesian EPC company Tripatra recruiting for Tangguh LNG Project rolesDocument28 pagesTRIPATRA'S TANGGUH LNG PROJECT Indonesian EPC company Tripatra recruiting for Tangguh LNG Project rolesKholil JavaNo ratings yet
- Grundfos 28-80Document6 pagesGrundfos 28-80anNo ratings yet
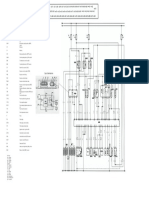
- Megane Diesel Diagrama Bosch EDC16C3 F9Q 730 2Document1 pageMegane Diesel Diagrama Bosch EDC16C3 F9Q 730 2Diego Filice100% (2)
- Chem-E-Car Sefter Conception: Muhammad Miftahur Rahman Habib Al Aziz Fitri Handayani ArcodheaDocument16 pagesChem-E-Car Sefter Conception: Muhammad Miftahur Rahman Habib Al Aziz Fitri Handayani ArcodhearahmanNo ratings yet
- Sounding Boat EnggDocument2 pagesSounding Boat EnggRaja VelNo ratings yet
- Air Flow Analysis For Electrical Motor'S Cooling System With Autodesk Simulation CFD 2013 ProgramDocument4 pagesAir Flow Analysis For Electrical Motor'S Cooling System With Autodesk Simulation CFD 2013 ProgramNicolás Reyes GonzálezNo ratings yet
- NAR Catalog 2013Document34 pagesNAR Catalog 2013sriguruprasathsNo ratings yet
- Tie 2016Document8 pagesTie 2016Cristian MăndicăNo ratings yet
- DelphiDocument2 pagesDelphirahairiNo ratings yet
- Silvasa Company ListDocument33 pagesSilvasa Company ListPranjal Agarwal100% (3)
- CastingDocument9 pagesCastingapi-3810665No ratings yet
- 8 - Filtration Part 1Document35 pages8 - Filtration Part 1اشرفاللساميNo ratings yet
- Marine Engine Pocket GuideDocument17 pagesMarine Engine Pocket Guideluisdavid01No ratings yet
- Astm D1599 PDFDocument3 pagesAstm D1599 PDFChemical Engineer100% (3)
- Perkins Manual BBDocument46 pagesPerkins Manual BBpawar_kinjal110No ratings yet
- Dl8000 Preset ControllerDocument74 pagesDl8000 Preset ControllerFIRMANSYAHNo ratings yet
- New sofa collection and 7 home makeoversDocument173 pagesNew sofa collection and 7 home makeoversCarmen Draghia100% (1)
- Strategic Planner Sales ResumeDocument8 pagesStrategic Planner Sales ResumeSushil GoyalNo ratings yet
- Energy ConversionDocument16 pagesEnergy ConversionPinjala AnoopNo ratings yet
- Oi/N Malaysia Final Examination: SessionDocument10 pagesOi/N Malaysia Final Examination: Sessionsharif100% (1)
- Designing a 13 kW Pelton Water TurbineDocument10 pagesDesigning a 13 kW Pelton Water TurbineFanie-XNo ratings yet
- TDS-BS 3262 ThermoplasticsDocument2 pagesTDS-BS 3262 ThermoplasticstimphNo ratings yet
- 04 Hilux ACDocument23 pages04 Hilux ACRichard Wilson Mera JaimeNo ratings yet
- Location inventory trackingDocument116 pagesLocation inventory trackingManish SinhaNo ratings yet
- Workshop Manual DC09Document52 pagesWorkshop Manual DC09Henry Huayhua75% (8)
- Field Visit Report - Jharia FieldDocument2 pagesField Visit Report - Jharia FieldNilesh SinghalNo ratings yet
- FuelDocument341 pagesFueljan100% (1)
- Os 3 UrvDocument2 pagesOs 3 UrvnenadjanNo ratings yet
- Programme CMSS17 2Document18 pagesProgramme CMSS17 2Mongi Ben OuezdouNo ratings yet