You might also like
- Black Oxide MIL DTL 13924DDocument11 pagesBlack Oxide MIL DTL 13924DadamhomeNo ratings yet
- Surface Finishing OperationsDocument88 pagesSurface Finishing OperationsKodeboyina Chandramohan100% (1)
- Black PassivationDocument12 pagesBlack PassivationZineb100% (1)
- Plating and MetPLATING & METAL FINISHING SPECIFICATIONS ISO 9001:2008, Nadcap, ITAR, Federal Fire Arms Licenseal Finishing SPECDocument1 pagePlating and MetPLATING & METAL FINISHING SPECIFICATIONS ISO 9001:2008, Nadcap, ITAR, Federal Fire Arms Licenseal Finishing SPECStas Zabarsky0% (1)
- The T6 Heat Treatment of Semi-Solid Metal Processed Alloy A356Document5 pagesThe T6 Heat Treatment of Semi-Solid Metal Processed Alloy A356tumoyeNo ratings yet
- Galvanizing QA/QC Department Protects MetalsDocument43 pagesGalvanizing QA/QC Department Protects MetalsShakirNo ratings yet
- TALAT Lecture 3704: Deep DrawingDocument15 pagesTALAT Lecture 3704: Deep DrawingCORE MaterialsNo ratings yet
- Electroplating Anodizing Metal PDFDocument53 pagesElectroplating Anodizing Metal PDFCrystian Kobee EmpeynadoNo ratings yet
- ANODIZING (Autosaved)Document17 pagesANODIZING (Autosaved)Sonu JajamNo ratings yet
- Black OxideDocument2 pagesBlack OxideGerman ToledoNo ratings yet
- Surface TreatmentDocument34 pagesSurface TreatmentnagarajNo ratings yet
- ANKURDocument20 pagesANKURDevashish JoshiNo ratings yet
- Coating and Drying Defects: Troubleshooting Operating ProblemsFrom EverandCoating and Drying Defects: Troubleshooting Operating ProblemsRating: 5 out of 5 stars5/5 (1)
- Coating and Deposition Processes - Chapter 29Document41 pagesCoating and Deposition Processes - Chapter 29xharpreetxNo ratings yet
- TALAT Lecture 5105: Surface Treatment of AluminiumDocument15 pagesTALAT Lecture 5105: Surface Treatment of AluminiumCORE MaterialsNo ratings yet
- GEOMETDocument4 pagesGEOMETtoyota952No ratings yet
- Resistance WeldingDocument21 pagesResistance WeldingAyush KumarNo ratings yet
- Surface Preparation Of: Aluminum, Copper, BrassDocument14 pagesSurface Preparation Of: Aluminum, Copper, BrassGaneshNo ratings yet
- Tests on Bitumen MaterialsDocument34 pagesTests on Bitumen MaterialsLaxmikantNo ratings yet
- Hard Chrome 105 Plating ProcesDocument3 pagesHard Chrome 105 Plating ProcesKishora BhatNo ratings yet
- Surface FinishesDocument8 pagesSurface FinishesasritaipNo ratings yet
- Chemical Processing Scope Determination MatrixDocument20 pagesChemical Processing Scope Determination MatrixnorlieNo ratings yet
- SURFACE ENGINEERING TECHNIQUESDocument21 pagesSURFACE ENGINEERING TECHNIQUESPalak Naik100% (1)
- TALAT Lecture 3402: Forging ProcessDocument17 pagesTALAT Lecture 3402: Forging ProcessCORE MaterialsNo ratings yet
- Electroplating Cost Calculation - RefDocument12 pagesElectroplating Cost Calculation - RefJitendra PatilNo ratings yet
- Jayco Safety Products Pvt. Ltd. OverviewDocument10 pagesJayco Safety Products Pvt. Ltd. OverviewGanda PrajaNo ratings yet
- Reducing Aluminium Anodizing Costs with Solar HeatingDocument14 pagesReducing Aluminium Anodizing Costs with Solar Heatingaditya_welekarNo ratings yet
- Testing Methods For Plating BathsDocument3 pagesTesting Methods For Plating BathsR.Subramanian100% (1)
- Surface Pretreatment by Phosphate Conversion CoatiDocument49 pagesSurface Pretreatment by Phosphate Conversion CoatiJhon QsacNo ratings yet
- Guide to Specifying Powder Coated AluminiumDocument2 pagesGuide to Specifying Powder Coated AluminiumAnwar100% (1)
- Guide Totinplate PDFDocument124 pagesGuide Totinplate PDFPrakhar MishraNo ratings yet
- Electroplating Processes and CoatingsDocument5 pagesElectroplating Processes and CoatingsSinar Cemaramas AbadiNo ratings yet
- Safecoat Hard AnodizingDocument47 pagesSafecoat Hard AnodizingyahsooyNo ratings yet
- Brochure - Rev 15 PDFDocument9 pagesBrochure - Rev 15 PDFCicero Gomes de SouzaNo ratings yet
- Benefits of Anodizing AluminumDocument31 pagesBenefits of Anodizing AluminumSenthil Kumar100% (2)
- Anodize ProcessDocument42 pagesAnodize ProcessJigar GalaNo ratings yet
- DS16 Road Moisture ControlDocument9 pagesDS16 Road Moisture ControlChaminda KumaraNo ratings yet
- Metal Finishing Processes Best PracticesDocument44 pagesMetal Finishing Processes Best PracticesHoang TanNo ratings yet
- Military Plating Spec-1Document11 pagesMilitary Plating Spec-1Durbha RaviNo ratings yet
- Difference Between Forging and CastingDocument2 pagesDifference Between Forging and CastingMOHAMMAD ALINo ratings yet
- Advances in Surface Treatments: Technology — Applications — EffectsFrom EverandAdvances in Surface Treatments: Technology — Applications — EffectsNo ratings yet
- ATOTECH - EcoTri - Bright Zinc Plating - Hexavalent Chrome FreeDocument4 pagesATOTECH - EcoTri - Bright Zinc Plating - Hexavalent Chrome FreeWK Sinn100% (1)
- DacrometDocument6 pagesDacrometdavideNo ratings yet
- Shaftwall7.0 001Document9 pagesShaftwall7.0 001Wissam AlameddineNo ratings yet
- Zinc Flake Technology-Technical PDFDocument1 pageZinc Flake Technology-Technical PDFKalyan DhakaneNo ratings yet
- Poly Phenylene Oxide (PPO) : Corporate Training and PlanningDocument27 pagesPoly Phenylene Oxide (PPO) : Corporate Training and PlanningAkash YadavNo ratings yet
- Instructions Tifoo Anodization Starterkit enDocument23 pagesInstructions Tifoo Anodization Starterkit enHoang TanNo ratings yet
- TALAT Lecture 5204: Organic Coating of AluminiumDocument17 pagesTALAT Lecture 5204: Organic Coating of AluminiumCORE MaterialsNo ratings yet
- Blackening Processes For ZincDocument13 pagesBlackening Processes For Zincvasudev_nNo ratings yet
- Aluminium and Aluminium AlloysDocument3 pagesAluminium and Aluminium AlloysCherie DiazNo ratings yet
- Rheocasting of Aluminum 201Document56 pagesRheocasting of Aluminum 201Nahid LatonaNo ratings yet
- GMW14668Document20 pagesGMW14668Carlos LanzillottoNo ratings yet
- Chrome Plating and Anodizing Operations GuideDocument6 pagesChrome Plating and Anodizing Operations GuidePuguh Cahpordjo BaeNo ratings yet
- CED Coating Defect That Affect Your CarsDocument1 pageCED Coating Defect That Affect Your CarsOliver Reazon Ruelo100% (1)
- Qualanod SpecDocument62 pagesQualanod SpecwilliamNo ratings yet
- Electro CoatingDocument2 pagesElectro CoatingViswanathan SrkNo ratings yet
- ImportedfromGoogleNotebook MaterialScienceDocument97 pagesImportedfromGoogleNotebook MaterialScienceHarish PothepalliNo ratings yet
- Acid ZincDocument27 pagesAcid ZincHacı OsmanNo ratings yet
- Sur Tec 650Document17 pagesSur Tec 650donhan91No ratings yet
- Anodizing Basics: Mechanical & Chemical Surface TreatmentsDocument4 pagesAnodizing Basics: Mechanical & Chemical Surface TreatmentsSporkx100% (1)
- ASE 02 FundamentalDocument62 pagesASE 02 FundamentalsriNo ratings yet
- Corrosion Management Issue140 LowResDocument32 pagesCorrosion Management Issue140 LowResReno100% (1)
- Anodizing Standards and and Quality Control Tests Quality Control Tests of America's AutomakersDocument25 pagesAnodizing Standards and and Quality Control Tests Quality Control Tests of America's AutomakersshrikantbagalNo ratings yet
- Chrome Plating On ABSDocument52 pagesChrome Plating On ABSmarkNo ratings yet
- Data Sheet: AEDR-850xDocument10 pagesData Sheet: AEDR-850xMichael DoyleNo ratings yet
- Echnical ATA Heet: CastinDocument2 pagesEchnical ATA Heet: CastinMichael DoyleNo ratings yet
- Admin Image Option Editor GoEngineerDocument23 pagesAdmin Image Option Editor GoEngineerMichael DoyleNo ratings yet
- Clean SolidWorks UninstallDocument8 pagesClean SolidWorks UninstallBlueNo ratings yet
- MN Rules Chapter 5208 DLIDocument24 pagesMN Rules Chapter 5208 DLIMichael DoyleNo ratings yet
- Calculation of Tolerance Stacks Using Direct Position Approach in Geometric Dimensioning and TolerancingDocument10 pagesCalculation of Tolerance Stacks Using Direct Position Approach in Geometric Dimensioning and TolerancingMichael DoyleNo ratings yet
- MN Statutes 182.653Document5 pagesMN Statutes 182.653Michael DoyleNo ratings yet
- An Employer's Guide To Developing A Workplace Accident and Injury Redictopm (AWAIR) ProgramDocument25 pagesAn Employer's Guide To Developing A Workplace Accident and Injury Redictopm (AWAIR) ProgramMichael DoyleNo ratings yet
- RIGOL DM3058 Technical Characteristics GuideDocument9 pagesRIGOL DM3058 Technical Characteristics GuideMichael DoyleNo ratings yet
- Hussey Copper Electrolytic Tough Pitch CDA Copper C 110 00Document1 pageHussey Copper Electrolytic Tough Pitch CDA Copper C 110 00Michael DoyleNo ratings yet
- Ingun Ada Catalogue enDocument80 pagesIngun Ada Catalogue enMichael DoyleNo ratings yet
- Spisak Svih EUROCODE-ovaDocument4 pagesSpisak Svih EUROCODE-ovapedjaNo ratings yet
- Building Materials Price ListDocument109 pagesBuilding Materials Price ListGels GenovaNo ratings yet
- Toggle SwitchDocument119 pagesToggle SwitchLuis MendozaNo ratings yet
- Detecting Air Pollution in CitiesDocument7 pagesDetecting Air Pollution in CitiesWild RiftNo ratings yet
- Sikalite Powdered Waterproofing AdmixtureDocument2 pagesSikalite Powdered Waterproofing AdmixtureNathàn Ocày100% (1)
- Properties of Concrete Incorporating Nano-SilicaDocument7 pagesProperties of Concrete Incorporating Nano-SilicaChan NovNo ratings yet
- Pattern Making Assignment-2 Specification Sheet: Bachelor'S of Fashion TechnologyDocument11 pagesPattern Making Assignment-2 Specification Sheet: Bachelor'S of Fashion TechnologyIshikaNo ratings yet
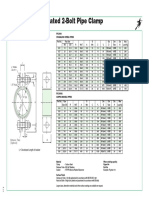
- C&P WITCHLINER Insulated 2-Bolt Pipe ClampDocument1 pageC&P WITCHLINER Insulated 2-Bolt Pipe ClampAchraf BoudayaNo ratings yet
- New Microsoft Excel WorksheetDocument4 pagesNew Microsoft Excel WorksheetRaheel Neo AhmadNo ratings yet
- Buffer Solution 1Document23 pagesBuffer Solution 1Arvit CtkhuNo ratings yet
- Designation Codes for Harmonized CablesDocument7 pagesDesignation Codes for Harmonized Cablesvinayak.khorate2707No ratings yet
- VSM Metalworking SolutionsDocument12 pagesVSM Metalworking Solutionsforough sardarzadehNo ratings yet
- Caswell, Inc - Plating Manual - Powder Coating Gun InstructionsDocument8 pagesCaswell, Inc - Plating Manual - Powder Coating Gun InstructionsClaudio SiqueiraNo ratings yet
- 20140331WFIProduct-BRANCH FITTINGS PDFDocument20 pages20140331WFIProduct-BRANCH FITTINGS PDFmoorthymech1979No ratings yet
- SI1285F Non-Destructive TestingDocument3 pagesSI1285F Non-Destructive TestingAngelina MatutinaNo ratings yet
- RW Ti Pds Prorox WM 960 Astm IndiaDocument1 pageRW Ti Pds Prorox WM 960 Astm IndiaLee Kok RoyNo ratings yet
- Course Syllabus - Chemistry For EngineersDocument10 pagesCourse Syllabus - Chemistry For EngineersNEALE OLIVER BONBONNo ratings yet
- Materials and Processes For The Third-Generation Advanced High-Strength SteelsDocument10 pagesMaterials and Processes For The Third-Generation Advanced High-Strength SteelsMathews LimaNo ratings yet
- Method OgyDocument7 pagesMethod OgyClairole Marie QuilantangNo ratings yet
- CINTEC Design Guide European VersionBDocument29 pagesCINTEC Design Guide European VersionBDavid MiguelNo ratings yet
- Honing Your Style Kitchen Worksheet: by Erinn ValencichDocument2 pagesHoning Your Style Kitchen Worksheet: by Erinn ValencichHafsa SellaiNo ratings yet
- Delta MS500 Product Data SheetDocument9 pagesDelta MS500 Product Data SheetAmit KumarNo ratings yet
- Chemical Bonding PropertiesDocument20 pagesChemical Bonding PropertiesHema LataNo ratings yet
- United States Patent Office: Patented June 23, 1970Document2 pagesUnited States Patent Office: Patented June 23, 1970MãdãlinaStanciuNo ratings yet
- CORPUZ Contempo ReportingDocument16 pagesCORPUZ Contempo ReportingTalaNo ratings yet