You might also like
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoFrom EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoRating: 5 out of 5 stars5/5 (1)
- Soldadura en el montaje de tuberías. FMEC0108From EverandSoldadura en el montaje de tuberías. FMEC0108Rating: 3.5 out of 5 stars3.5/5 (3)
- Taller de SoldaduraDocument27 pagesTaller de SoldaduraFranciscoNo ratings yet
- Manual de Cálculo Fotovoltaica Aislada - Parte IIDocument6 pagesManual de Cálculo Fotovoltaica Aislada - Parte IIagustin_charbo83No ratings yet
- Mt100 Durock Manual TecnicoDocument28 pagesMt100 Durock Manual Tecnico2021 Ing ARZATE CASALES JOSUE SANTIAGONo ratings yet
- Como Soldar Con Estaño - SenaDocument9 pagesComo Soldar Con Estaño - SenaOrlando Valderrama TafurNo ratings yet
- Msud Msud-601 ManualDocument193 pagesMsud Msud-601 ManualRodmi Torres Peralta100% (1)
- Tipos de Estructuras MetálicasDocument30 pagesTipos de Estructuras MetálicasjoaquinNo ratings yet
- Tipos de BrocasDocument6 pagesTipos de BrocasRaul Enrique Obregon Kuratomi100% (1)
- Ext Yukv40b2k9ggjzahzansDocument4 pagesExt Yukv40b2k9ggjzahzansjosmeidyNo ratings yet
- Construcciones en Estructuras MetalicasDocument9 pagesConstrucciones en Estructuras Metalicashelygiovanny100% (1)
- Perfiles de Chapa PlegadaDocument27 pagesPerfiles de Chapa Plegadagluna29No ratings yet
- Consumo de Agua de Las Cocinas IndustrialesDocument5 pagesConsumo de Agua de Las Cocinas Industrialesebravom231146No ratings yet
- Edificaciones MetalicasDocument12 pagesEdificaciones MetalicasPamela AmadoNo ratings yet
- Diseño Luminotécnico para El Alumbrado Exterior de La FCYT UMSSDocument82 pagesDiseño Luminotécnico para El Alumbrado Exterior de La FCYT UMSSJorge AguirreNo ratings yet
- Tabiqueria ARMCODocument6 pagesTabiqueria ARMCOgamepass123No ratings yet
- 2 La Bloquera Ceta-RamDocument52 pages2 La Bloquera Ceta-RamRonald Medina100% (1)
- Triturados El RobleDocument2 pagesTriturados El RobleTodd AdkinsNo ratings yet
- Plantilla Exposicion Proyecto 2022Document8 pagesPlantilla Exposicion Proyecto 2022Diego Avila AguirreNo ratings yet
- Planillas de CarpinteriasDocument53 pagesPlanillas de Carpinteriasmauro_leNo ratings yet
- Aluminio EstructuralDocument16 pagesAluminio EstructuralNetzahualcoyoth Jimenez100% (1)
- Carpinteria Metalica y MaderaDocument16 pagesCarpinteria Metalica y MaderaAndre Lecaros LecaritossNo ratings yet
- Guia 4 Madera PDFDocument56 pagesGuia 4 Madera PDFlucyvrNo ratings yet
- Acrilicos Stabilit - Lamina Acrylit G10 Stabilit - Lamina Traslucida para TechosDocument2 pagesAcrilicos Stabilit - Lamina Acrylit G10 Stabilit - Lamina Traslucida para TechosAceroMart - Tu Mejor Opcion en AceroNo ratings yet
- DrywallDocument36 pagesDrywall777jhon777No ratings yet
- Carpinteria de MaderaDocument21 pagesCarpinteria de MaderaJohann Garrido SanchezNo ratings yet
- 97 - 23 - CE Equipos A PresionDocument38 pages97 - 23 - CE Equipos A PresionjolonistNo ratings yet
- Teorica Electricidad - Version 4Document72 pagesTeorica Electricidad - Version 4Maqui Fabio100% (1)
- Normas UNE (3A)Document2 pagesNormas UNE (3A)aleronaNo ratings yet
- Manual de Instalación FSDocument20 pagesManual de Instalación FSAlf GomezNo ratings yet
- Tuberia Conduit Galvanizado (Pared Delgada)Document7 pagesTuberia Conduit Galvanizado (Pared Delgada)Raymundo Estrada100% (1)
- Introduccion Al Sistema Steel FramingDocument4 pagesIntroduccion Al Sistema Steel FramingDiego DiazNo ratings yet
- Libreto de InstalacionesDocument6 pagesLibreto de InstalacionesMalú ZapataNo ratings yet
- 1 Aceros Normas DinDocument51 pages1 Aceros Normas DinBelinda Kely Chavez CruzNo ratings yet
- PF0570 Actividades Auxiliares en Montaje de Estructuras IndustrialesDocument16 pagesPF0570 Actividades Auxiliares en Montaje de Estructuras IndustrialesCapacitaciones CaitecNo ratings yet
- Carpinteria MetalicaDocument40 pagesCarpinteria MetalicaJavier HanccoNo ratings yet
- Sistemas de AnclajeDocument252 pagesSistemas de AnclajeHernan Farfan Rojas100% (1)
- CALAMINONDocument2 pagesCALAMINONMaii NavaNo ratings yet
- Qué Es Un EscantillónDocument20 pagesQué Es Un EscantillónLukasSchmidt100% (1)
- Madera LaminadaDocument17 pagesMadera LaminadaYazmin AvilaNo ratings yet
- MaderasDocument5 pagesMaderasLaura RGNo ratings yet
- Principales Elementos de UnionDocument16 pagesPrincipales Elementos de Unionjhonny mbNo ratings yet
- Motor Atlon - Manual Tecnico V 1.1 (1.6 MB)Document14 pagesMotor Atlon - Manual Tecnico V 1.1 (1.6 MB)Dario Exel CjsNo ratings yet
- Estructura Tensionada - Suzetty Baca CastilloDocument37 pagesEstructura Tensionada - Suzetty Baca Castilloxpb18No ratings yet
- Estructuras de MaderaDocument34 pagesEstructuras de MaderavictorNo ratings yet
- Tornillos para Melamina, MDF y Madera, Tipo SPA, Información TécnicaDocument39 pagesTornillos para Melamina, MDF y Madera, Tipo SPA, Información TécnicaHugo Alfredo Ordóñez Chocano100% (1)
- Matriceria AluarDocument8 pagesMatriceria AluarMatias Velez ArtigasNo ratings yet
- Anclajes HiltiDocument30 pagesAnclajes HiltijuangipiNo ratings yet
- Plywood AraucoDocument5 pagesPlywood Araucorayo2010xNo ratings yet
- Construcciones Metelicas Anexo Armado y Montaje en Construcciones MetalicasDocument99 pagesConstrucciones Metelicas Anexo Armado y Montaje en Construcciones Metalicashernan viza100% (1)
- SOLDADURADocument14 pagesSOLDADURAGonzalo NicoliNo ratings yet
- INTRODUCCION SoldDocument14 pagesINTRODUCCION SoldJhoakin Santiago Espinoza PintoNo ratings yet
- Soldadura Por Arco VoltaicoDocument17 pagesSoldadura Por Arco VoltaicoRolando SanchezNo ratings yet
- Practica 2 ConformadoDocument9 pagesPractica 2 ConformadoANGELNo ratings yet
- Soldadura Por Arco y TermitaDocument5 pagesSoldadura Por Arco y TermitaDaniela Y. MadridNo ratings yet
- Soldadura MonografiaDocument13 pagesSoldadura MonografiaRocio Ramos AllazoNo ratings yet
- Soldadura Por Arco ElectricoDocument24 pagesSoldadura Por Arco ElectricoPresa GonzálezNo ratings yet
- Unidad 3-Procesos de UnionDocument87 pagesUnidad 3-Procesos de UnionAnthony OlanoNo ratings yet
- Tipos, Uso y Dispositivos para Soldadura de MetalDocument19 pagesTipos, Uso y Dispositivos para Soldadura de MetaljosbenherNo ratings yet
- Procesos de Soldadura Por FusiónDocument4 pagesProcesos de Soldadura Por FusiónJhovany Yapita ChavezNo ratings yet
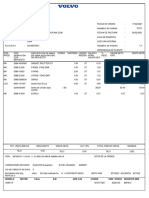
- Factura Ot 77919Document1 pageFactura Ot 77919Eduardo Chamo AtNo ratings yet
- Facturar 77070Document1 pageFacturar 77070Eduardo Chamo AtNo ratings yet
- Co Coti 00124169Document1 pageCo Coti 00124169Eduardo Chamo AtNo ratings yet
- Factura Ot 77348Document1 pageFactura Ot 77348Eduardo Chamo AtNo ratings yet
- Code of Conduct SpanishDocument25 pagesCode of Conduct SpanishEduardo Chamo AtNo ratings yet
- Cotización CHALLEGER Placa D9C-965Document1 pageCotización CHALLEGER Placa D9C-965Eduardo Chamo AtNo ratings yet
- Programación Vacunación 15 A 21 MarzoDocument233 pagesProgramación Vacunación 15 A 21 MarzoWillax.tvNo ratings yet
- Programa Especializacion Gestion de FlotaDocument1 pagePrograma Especializacion Gestion de FlotaEduardo Chamo AtNo ratings yet
- Cotización f0f-856 - JVL TransportDocument1 pageCotización f0f-856 - JVL TransportEduardo Chamo AtNo ratings yet
- Cotizacion Placa V0W-852 - Atencion VolarDocument2 pagesCotizacion Placa V0W-852 - Atencion VolarEduardo Chamo AtNo ratings yet
- Pre Factura 79111 - ChanaltinDocument2 pagesPre Factura 79111 - ChanaltinEduardo Chamo AtNo ratings yet
- Comprobante de Pago PDFDocument1 pageComprobante de Pago PDFgbaqsNo ratings yet
- Requisitos de Inscripcion para Titulacion Profesional de TSPDocument1 pageRequisitos de Inscripcion para Titulacion Profesional de TSPMiguel Angel Reynaga AcevedoNo ratings yet
- Motor ImpactDocument23 pagesMotor ImpactEduardo Chamo AtNo ratings yet
- Section9 Toma de Fuerza PtoDocument124 pagesSection9 Toma de Fuerza PtoRocko CallejasNo ratings yet
- Ticket 220000425805Document1 pageTicket 220000425805Eduardo Chamo AtNo ratings yet
- Programa Especializacion Gestion de FlotaDocument1 pagePrograma Especializacion Gestion de FlotaEduardo Chamo AtNo ratings yet
- FacturaDocument1 pageFacturaEduardo Chamo AtNo ratings yet
- Cotización Actualizada Placa V0W-852 - Atencion VolarDocument1 pageCotización Actualizada Placa V0W-852 - Atencion VolarEduardo Chamo AtNo ratings yet
- Cotizaciòn Et Argandoña AFX-872Document1 pageCotizaciòn Et Argandoña AFX-872Eduardo Chamo AtNo ratings yet
- Pre Factura Bhk-780 - Khalys GMDDocument1 pagePre Factura Bhk-780 - Khalys GMDEduardo Chamo AtNo ratings yet
- Cotizacion Placa V0W-852 - Atencion VolarDocument2 pagesCotizacion Placa V0W-852 - Atencion VolarEduardo Chamo AtNo ratings yet
- Cotizacion Placa AWW-791 Correctivo Aire AcondicionadoDocument1 pageCotizacion Placa AWW-791 Correctivo Aire AcondicionadoEduardo Chamo AtNo ratings yet
- Cotizaciòn Et Argandoña AFX-872Document1 pageCotizaciòn Et Argandoña AFX-872Eduardo Chamo AtNo ratings yet
- Cotización F0F-856 - JVL TRANSPORTDocument1 pageCotización F0F-856 - JVL TRANSPORTEduardo Chamo AtNo ratings yet
- Cotización BEI-766 - Trans San SebastianDocument1 pageCotización BEI-766 - Trans San SebastianEduardo Chamo At100% (1)
- Cotizacion Final Agropecuaria Doña Silvia S.R.L Placa Aww-791Document1 pageCotizacion Final Agropecuaria Doña Silvia S.R.L Placa Aww-791Eduardo Chamo AtNo ratings yet
- Cotizacion Final Agropecuaria Doña Silvia S.R.L Placa Aww-791Document1 pageCotizacion Final Agropecuaria Doña Silvia S.R.L Placa Aww-791Eduardo Chamo AtNo ratings yet
- Cotizacion AGROPECUARIA DOÑA SILVIA S.R.L Placa AWW-791Document1 pageCotizacion AGROPECUARIA DOÑA SILVIA S.R.L Placa AWW-791Eduardo Chamo AtNo ratings yet
- Pre Factura Pecologico Sac BCX-818Document1 pagePre Factura Pecologico Sac BCX-818Eduardo Chamo AtNo ratings yet
- Unidad 2Document2 pagesUnidad 2Emilio RodríguezNo ratings yet
- Trabajo Academico de Ingenieria Antisismica 2022 - 2Document10 pagesTrabajo Academico de Ingenieria Antisismica 2022 - 2dbdaaowuyb2256245766XDCVNSDEUANo ratings yet
- Solicitud SerumsDocument2 pagesSolicitud Serumsedy calsinNo ratings yet
- Embragues ClimatizacionDocument13 pagesEmbragues ClimatizacionJairo CaisaguanoNo ratings yet
- Caso 5 FinalDocument6 pagesCaso 5 FinalLuisa Fernanda Cambindo PalaciosNo ratings yet
- Auxiliar en VentasDocument2 pagesAuxiliar en VentasDaniela MendivelsoNo ratings yet
- Folleto Nebulizador Electrico en Frio UbvDocument2 pagesFolleto Nebulizador Electrico en Frio UbvRAYSA SANEAMIENTO Y SEGURIDAD SACNo ratings yet
- Tarea - 3Document23 pagesTarea - 3Katherine PadillaNo ratings yet
- Especialización Médica en Chile TiposDocument9 pagesEspecialización Médica en Chile TiposCristobal BravoNo ratings yet
- PDF Inspeccion Preoperacional Planta Electrica v1xlsx - CompressDocument8 pagesPDF Inspeccion Preoperacional Planta Electrica v1xlsx - CompressSST BYVNo ratings yet
- Comunidadnut - Estrategias Comunitarias Contra El Hambre Durante La Pandemia Grade 2023Document62 pagesComunidadnut - Estrategias Comunitarias Contra El Hambre Durante La Pandemia Grade 2023Estefany VictorioNo ratings yet
- Resumen de La Constitucion Politica de ColombiaDocument4 pagesResumen de La Constitucion Politica de ColombialixlemusNo ratings yet
- Calibrado de Aceituna y Relacion Pulpa HuesoDocument10 pagesCalibrado de Aceituna y Relacion Pulpa HuesoYAnethNo ratings yet
- Rodillo Liso VibratorioDocument4 pagesRodillo Liso VibratorioBoris Leo Huachez0% (1)
- Variacion en El Precio de Un BienDocument0 pagesVariacion en El Precio de Un BienEfrain Lara MoranNo ratings yet
- Grupo 81 Trabajo de PotenciaDocument11 pagesGrupo 81 Trabajo de PotenciajenniferNo ratings yet
- Observa El Video Economía SocialDocument5 pagesObserva El Video Economía SocialJohanna Vargas HernandezNo ratings yet
- Escuelas Del Pensamiento ContableDocument13 pagesEscuelas Del Pensamiento Contableivan cabreraNo ratings yet
- Kolourpaint (Manual)Document31 pagesKolourpaint (Manual)Fernando Corzo AlvarezNo ratings yet
- Ventajas y Desventajas de T-MECDocument2 pagesVentajas y Desventajas de T-MECCarol Ram. Mo.50% (2)
- Echeverria Monica 1Document17 pagesEcheverria Monica 1MONICA ANDREA ECHEVERRIA OCHOANo ratings yet
- Procedimiento de Trabajo Seguro Montaje Mecánico de Extractores de TejadoDocument8 pagesProcedimiento de Trabajo Seguro Montaje Mecánico de Extractores de TejadoQB FernandoNo ratings yet
- HFW 100 t5 EsDocument13 pagesHFW 100 t5 EsAriel R. Arraya V.No ratings yet
- Tesis AntivirusDocument29 pagesTesis AntivirusEfren Francisco Ruiz RangelNo ratings yet
- El Rol Del Auditor Interno en La Detección de Fraudes y CorrupciónDocument22 pagesEl Rol Del Auditor Interno en La Detección de Fraudes y CorrupciónIrving López50% (2)
- Fundamentos de La Partida DobleDocument2 pagesFundamentos de La Partida DobleLaura HdezNo ratings yet
- Tarea #2 Sintsis Virus InformaticosDocument8 pagesTarea #2 Sintsis Virus InformaticosMisael CaballeroNo ratings yet
- Sistemas Críticos HVAC en La Industria Farmacéutica - Mundo HVACRDocument7 pagesSistemas Críticos HVAC en La Industria Farmacéutica - Mundo HVACRAnne Bennett100% (1)
- SíntesisDocument4 pagesSíntesisIsaias VargasNo ratings yet
- Plan de Trabajo PDFDocument20 pagesPlan de Trabajo PDFAnonymous 03TLwlNo ratings yet