You might also like
- Celula RobotizadaDocument13 pagesCelula Robotizadaabdiel0% (1)
- Monitoreo CFEDocument53 pagesMonitoreo CFEJosimar Muñoz DNo ratings yet
- TFG - Codesys - Antonio - Garcia - RodriguezDocument85 pagesTFG - Codesys - Antonio - Garcia - RodriguezJavier Alexander Ramírez NietoNo ratings yet
- Estudio de compuertas lógicas TTLDocument16 pagesEstudio de compuertas lógicas TTLNiltonRamírezNo ratings yet
- P1 PLCDocument3 pagesP1 PLCThExEpU100% (1)
- Simbología y Diagramación en Control de ProcesosDocument16 pagesSimbología y Diagramación en Control de ProcesosJuan Diego Juan DiegoNo ratings yet
- Capitulo Vi Flip FlopDocument76 pagesCapitulo Vi Flip FlopVladimir ZamoraNo ratings yet
- Foro 2 AutomatizacionDocument3 pagesForo 2 AutomatizacionMartin Fabian Sarmiento GaviriaNo ratings yet
- Ficha Tecnica Pulsador PDFDocument2 pagesFicha Tecnica Pulsador PDFshelby621No ratings yet
- Aplicaciones de Los Controladores Lógicos ProgramablesDocument13 pagesAplicaciones de Los Controladores Lógicos Programablesjorge marinNo ratings yet
- FORO 3 PLCDocument5 pagesFORO 3 PLCMarieliennys GutiérrezNo ratings yet
- Comunicación HARTDocument18 pagesComunicación HARTDayyanet DíazNo ratings yet
- S1 Contenido Redci1301Document19 pagesS1 Contenido Redci1301Mattulax TuledoNo ratings yet
- Diferencia Entre PLC y PacDocument2 pagesDiferencia Entre PLC y PacMarcelo Ramirez100% (1)
- Servomotores TRABAJODocument7 pagesServomotores TRABAJOBeatriz de la CruzNo ratings yet
- Interpretación de planos P&IDDocument7 pagesInterpretación de planos P&IDIbar villalobosNo ratings yet
- Semana 4 PDFDocument20 pagesSemana 4 PDFParrillas del SolNo ratings yet
- Víctor - Jiménez - Tarea1 PLCDocument5 pagesVíctor - Jiménez - Tarea1 PLCRodrigo Jimenez ValenzuelaNo ratings yet
- TSM C001 Curso Basico PLCDocument22 pagesTSM C001 Curso Basico PLCJason PerezNo ratings yet
- S6 Tarea Set A Proel1301Document5 pagesS6 Tarea Set A Proel1301Oscar Vera SteinfortNo ratings yet
- Protección instalaciones eléctricasDocument22 pagesProtección instalaciones eléctricasLucas FernándezNo ratings yet
- Practica Contador CTD y CtuDocument4 pagesPractica Contador CTD y CtuJulio ObregonNo ratings yet
- Seguridad en estaciones automatizadasDocument85 pagesSeguridad en estaciones automatizadasCristian JiménezNo ratings yet
- Nicolas - Gonzalez S7ELECDocument7 pagesNicolas - Gonzalez S7ELECNikolasGonzalezNo ratings yet
- Controlador PidDocument26 pagesControlador PidElmer SanchezNo ratings yet
- Estacionamiento vertical automatizado 10 cochesDocument5 pagesEstacionamiento vertical automatizado 10 cochesRicardo L Núñez Ramirez100% (1)
- Temporizadores On-Delay y Off-DelayDocument7 pagesTemporizadores On-Delay y Off-DelayAngel López100% (1)
- PLC software y lenguajesDocument22 pagesPLC software y lenguajesJosé Vicente RodriguezNo ratings yet
- Arquitectura de Robots-Cadena Cinematica-Grado de LibertadDocument8 pagesArquitectura de Robots-Cadena Cinematica-Grado de LibertadING. Miguel Angel Sanchez MonzonNo ratings yet
- Unit 2 - Clasificacion Por Estructura PLCDocument26 pagesUnit 2 - Clasificacion Por Estructura PLCJaret GarciaNo ratings yet
- Semana 2 Prog de MicrocontroladoresDocument13 pagesSemana 2 Prog de MicrocontroladoresYeseniaNo ratings yet
- Normas de Seguridad Eléctrica e Intrínseca - JZDocument13 pagesNormas de Seguridad Eléctrica e Intrínseca - JZJuan ZambranoNo ratings yet
- Programación SFC - Empacadora de huevos en RSLogix 5000Document20 pagesProgramación SFC - Empacadora de huevos en RSLogix 5000IsmaelGuevaraNo ratings yet
- Circuitos Lógicos SecuencialesDocument67 pagesCircuitos Lógicos SecuencialessaraNo ratings yet
- 4 ED Programación de SubrutinasDocument9 pages4 ED Programación de SubrutinasAlfredo Manuel Romo CruzNo ratings yet
- Resumen Pruebas PLCDocument2 pagesResumen Pruebas PLCStevenPalaciosNo ratings yet
- Informe de Control PidDocument8 pagesInforme de Control PidCamila Astigueta MuñozNo ratings yet
- Fundamentos de AutomatizacionDocument7 pagesFundamentos de AutomatizacionTkozl BerghNo ratings yet
- Capitulo 9Document27 pagesCapitulo 9zakty_182No ratings yet
- Fernando - Conejera - Tarea3 SeñalesDocument4 pagesFernando - Conejera - Tarea3 Señalesfox9010100% (1)
- Comunicaciones y Redes de Computadores William Stallings ATMDocument31 pagesComunicaciones y Redes de Computadores William Stallings ATMelangeleitorNo ratings yet
- Características procesadores superescalares VLIWDocument2 pagesCaracterísticas procesadores superescalares VLIWRodrigo LaucataNo ratings yet
- Conceptos y Equipos Utilizados en Automatización IndustrialDocument23 pagesConceptos y Equipos Utilizados en Automatización IndustrialJavierNo ratings yet
- S9 Evaluacion Final Set A Maqel1301Document6 pagesS9 Evaluacion Final Set A Maqel1301diego100% (1)
- Lista de InstruccionesDocument7 pagesLista de InstruccionesBraulio Mora0% (1)
- Controladores Lógicos Programables PLCS: Msc. July Andrea Gómez CamperosDocument43 pagesControladores Lógicos Programables PLCS: Msc. July Andrea Gómez Camperosluis chaustreNo ratings yet
- Operacion y Programacion de Sistemas de Control Con PLCDocument84 pagesOperacion y Programacion de Sistemas de Control Con PLCCrist VillarNo ratings yet
- Practica 22 Gemma PLC NRC EquipoDocument17 pagesPractica 22 Gemma PLC NRC EquipoMarlØn TeránNo ratings yet
- Ejercicio de Automatización Con Fluidsim y CodesysDocument16 pagesEjercicio de Automatización Con Fluidsim y CodesysBRYAN FERNANDO CARVAJAL TORRESNo ratings yet
- Servomotor IndustrialDocument11 pagesServomotor IndustrialJose Humberto Verdugo Nuñez100% (1)
- Implementación de semáforo y válvulas con PLCDocument14 pagesImplementación de semáforo y válvulas con PLCLuisCINo ratings yet
- Gonzalo Rodriguez Tarea4Document9 pagesGonzalo Rodriguez Tarea4Pablo Martinez ArteagaNo ratings yet
- Conexión PLC sx2Document17 pagesConexión PLC sx2Deyanira Guzman Escobar100% (1)
- Curso de PLC PDFDocument42 pagesCurso de PLC PDFDECANo ratings yet
- Informe de PLCDocument11 pagesInforme de PLCAnderson Xavier Morales RoseroNo ratings yet
- PRACTICA 2 - Control Manual y Automatico de Un Motor MonofasicoDocument8 pagesPRACTICA 2 - Control Manual y Automatico de Un Motor MonofasicoEnrique BautistaNo ratings yet
- Tipos de PlcsDocument4 pagesTipos de Plcssuen changNo ratings yet
- Negro RoboticaDocument8 pagesNegro RoboticaCARLOS GERARDO HERNANDEZ DIAZNo ratings yet
- MC-3627 Capítulo 4Document9 pagesMC-3627 Capítulo 4Luis David SanchezNo ratings yet
- Actividad 1 Procesos de ManufacturaDocument7 pagesActividad 1 Procesos de ManufacturaAlejandra MoralesNo ratings yet
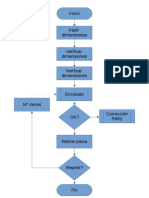
- Flujograma EncoladoraDocument1 pageFlujograma EncoladoraOscarNo ratings yet
- Luminotecnia MedidasDocument34 pagesLuminotecnia MedidasFrancisca José Jimeno DonaireNo ratings yet
- Manual Robotstudio 3HAC032104-005 RevC EsDocument508 pagesManual Robotstudio 3HAC032104-005 RevC EsOscarNo ratings yet
- Introduccio A Instal Lacions InteriorsDocument9 pagesIntroduccio A Instal Lacions InteriorsOscarNo ratings yet
- Leseprobe EsDocument30 pagesLeseprobe EsChristyan LeonNo ratings yet
- Robotica IndustrialDocument19 pagesRobotica Industrialrivac85No ratings yet
- Introduccion A Robòtica IndustrialDocument25 pagesIntroduccion A Robòtica IndustrialOscarNo ratings yet
- Gestion de La CalidadDocument33 pagesGestion de La Calidadcarlos villosladaNo ratings yet
- Actividad 1 Diseño y Simulacion de Procesos de ManufacturaDocument2 pagesActividad 1 Diseño y Simulacion de Procesos de ManufacturaRaul TorresNo ratings yet
- Manual de Fabrica VisualDocument21 pagesManual de Fabrica VisualElmer Turpo Apaza100% (1)
- Procesos de Manufactura Por Arranque de VirutaDocument256 pagesProcesos de Manufactura Por Arranque de VirutaHerzon Gustavo Perez LermaNo ratings yet
- Malla Curricular Presencial Ing Ind Sena AfinesDocument1 pageMalla Curricular Presencial Ing Ind Sena AfinesFabio Hernan TorresNo ratings yet
- Especificaciones estructurales y cálculosDocument439 pagesEspecificaciones estructurales y cálculosHermann Corzo MorgueszternNo ratings yet
- Trabjo de CostosDocument5 pagesTrabjo de CostosMarcos MedranoNo ratings yet
- Planta de Madera Plastica 2008Document20 pagesPlanta de Madera Plastica 2008Luisa F SanchezNo ratings yet
- Teoría de InventariosDocument30 pagesTeoría de InventariosStephanie PaolaNo ratings yet
- Trabajo Sobre Calidad GasolineraDocument22 pagesTrabajo Sobre Calidad GasolineraEricRiveraNo ratings yet
- Procesos de ConformadoDocument97 pagesProcesos de ConformadolamartinezcNo ratings yet
- Contabilizar Los Elementos Del CostoDocument126 pagesContabilizar Los Elementos Del CostoLuis Gustavo Gutierrez ZamoraNo ratings yet
- IND16-0529 Ingeniería de MétodosDocument8 pagesIND16-0529 Ingeniería de MétodosSamuel Alfaro GonzalesNo ratings yet
- Estudio de Caracterizacion de Residuos Solidos DomiciliariosDocument35 pagesEstudio de Caracterizacion de Residuos Solidos DomiciliariosJhomira Rodriguez MinayaNo ratings yet
- Gunnebo Classic Cadenas EspañolDocument32 pagesGunnebo Classic Cadenas EspañolesaraviaNo ratings yet
- Productividad mineraDocument6 pagesProductividad mineraOber Ollachica SullaNo ratings yet
- Manual de MontajeDocument10 pagesManual de MontajeMiguel SangalNo ratings yet
- Cronograma ProgramadoDocument9 pagesCronograma Programadojirg_18_19874794No ratings yet
- Administrativo ContableDocument37 pagesAdministrativo ContableAlban Lopez100% (1)
- Modelo Plan de Inspeccion y Ensayo (Pie) QA/QCDocument13 pagesModelo Plan de Inspeccion y Ensayo (Pie) QA/QCgapc21100% (1)
- Cómo mejorar la productividad en la industriaDocument12 pagesCómo mejorar la productividad en la industriaAngel Ortega AlvarezNo ratings yet
- Introducción PDFDocument2 pagesIntroducción PDFPaula FernandezNo ratings yet
- LogísticaInversaCompetitividadDocument21 pagesLogísticaInversaCompetitividadpaolohuanucopoma100% (2)
- Características TécnicasDocument5 pagesCaracterísticas TécnicasDaniel Tamata SolorioNo ratings yet
- Segmentación Del Sector IndustrialDocument6 pagesSegmentación Del Sector IndustrialVS JessyNo ratings yet
- 2.2 La Simplificacion Del Producto, Del Proceso y Del HerramentalDocument6 pages2.2 La Simplificacion Del Producto, Del Proceso y Del HerramentalMariana GómezNo ratings yet
- Módulo Sociales Octavo Tercer PeriodoDocument20 pagesMódulo Sociales Octavo Tercer PeriodoAdriana221100% (2)
- Explotación de sulfuros en la Mina Iván con método subnivel abiertoDocument26 pagesExplotación de sulfuros en la Mina Iván con método subnivel abiertoMaría Haddad EscutiNo ratings yet
- Tarea S12Document7 pagesTarea S12Cristhian RuizNo ratings yet
- Herramientas LeanDocument27 pagesHerramientas LeanIsaac TerceroNo ratings yet