You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Ignition SystemDocument49 pagesIgnition SystemmdkhayumNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Ignition System 6Document13 pagesIgnition System 6Wael GalalNo ratings yet
- Electrical SystemDocument19 pagesElectrical SystemmdkhayumNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Drive To WheelDocument21 pagesDrive To WheelmdkhayumNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Si and Ci-U1Document50 pagesSi and Ci-U1mdkhayumNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Brake FundamentalsDocument47 pagesBrake FundamentalsmdkhayumNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Steering Gears and Power SteeringDocument32 pagesSteering Gears and Power Steeringmdkhayum100% (2)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Brake System FundamentalsDocument31 pagesBrake System FundamentalsmdkhayumNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Fuel Supply and CarburetorsDocument74 pagesFuel Supply and CarburetorsmdkhayumNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Ignition SystemsDocument23 pagesIgnition SystemsmdkhayumNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- SuspensionDocument16 pagesSuspensionmdkhayumNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- 02ME666 Automotive Engineering July 2006Document2 pages02ME666 Automotive Engineering July 2006mdkhayumNo ratings yet
- Supercharger U 3Document44 pagesSupercharger U 3mdkhayumNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Steam TurbineDocument13 pagesSteam TurbinemdkhayumNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- 02ME666 Automotive Engineering July 2007Document1 page02ME666 Automotive Engineering July 2007mdkhayumNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Automative Engineering MayJune 2010Document1 pageAutomative Engineering MayJune 2010mdkhayumNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Application of Magneto Ignition (32-42) PDFDocument11 pagesApplication of Magneto Ignition (32-42) PDFmdkhayumNo ratings yet
- Automotive Engineering December 2010Document1 pageAutomotive Engineering December 2010mdkhayumNo ratings yet
- Chapter 02 Fluid PropertiesDocument13 pagesChapter 02 Fluid PropertiesmdkhayumNo ratings yet
- Automotive Question BankDocument3 pagesAutomotive Question BankmdkhayumNo ratings yet
- 06ME666 Automotive Engineering Dec Jan 2008Document1 page06ME666 Automotive Engineering Dec Jan 2008mdkhayumNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 02ME666 Automotive Engineering Dec Jan 2007Document1 page02ME666 Automotive Engineering Dec Jan 2007mdkhayumNo ratings yet
- Automotive Engineering JULY 2011Document1 pageAutomotive Engineering JULY 2011mdkhayumNo ratings yet
- Auto Parts 2Document25 pagesAuto Parts 2TjMarceloNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Course Content BTD2013Document3 pagesCourse Content BTD2013mdkhayumNo ratings yet
- Automovive Engineering June 2013Document1 pageAutomovive Engineering June 2013mdkhayumNo ratings yet
- Automatic Vehicle Accident Detection and Messaging System Using GPS and GSM Modems PDFDocument4 pagesAutomatic Vehicle Accident Detection and Messaging System Using GPS and GSM Modems PDFmdkhayumNo ratings yet
- Mechanical Project Titles From Smart ProjectsDocument23 pagesMechanical Project Titles From Smart ProjectsmdkhayumNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Tyler Nugent ResumeDocument3 pagesTyler Nugent Resumeapi-315563616No ratings yet
- Matrix PBX Product CatalogueDocument12 pagesMatrix PBX Product CatalogueharshruthiaNo ratings yet
- Zimbabwe - Medical - CPIN - v2.0 - GOV - UKDocument39 pagesZimbabwe - Medical - CPIN - v2.0 - GOV - UKsammy redganjiNo ratings yet
- Bioinformatics Computing II: MotivationDocument7 pagesBioinformatics Computing II: MotivationTasmia SaleemNo ratings yet
- Sales Forecast Template DownloadDocument9 pagesSales Forecast Template DownloadAshokNo ratings yet
- EX200Document7 pagesEX200shubbyNo ratings yet
- The Reason: B. FlowsDocument4 pagesThe Reason: B. FlowsAryanti UrsullahNo ratings yet
- Literature Review of Service Quality in RestaurantsDocument7 pagesLiterature Review of Service Quality in RestaurantsuifjzvrifNo ratings yet
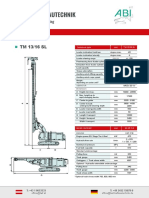
- ABI TM 13 16 SL - EngDocument1 pageABI TM 13 16 SL - EngJuan Carlos Benitez MartinezNo ratings yet
- ETNOBotanica NombresDocument188 pagesETNOBotanica Nombresjalepa_esNo ratings yet
- Bench-Scale Decomposition of Aluminum Chloride Hexahydrate To Produce Poly (Aluminum Chloride)Document5 pagesBench-Scale Decomposition of Aluminum Chloride Hexahydrate To Produce Poly (Aluminum Chloride)varadjoshi41No ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- European Construction Sector Observatory: Country Profile MaltaDocument40 pagesEuropean Construction Sector Observatory: Country Profile MaltaRainbootNo ratings yet
- MolnarDocument8 pagesMolnarMaDzik MaDzikowskaNo ratings yet
- Directorate of Technical Education, Admission Committee For Professional Courses (ACPC), GujaratDocument2 pagesDirectorate of Technical Education, Admission Committee For Professional Courses (ACPC), GujaratgamailkabaaaapNo ratings yet
- Soundarya Lahari Yantras Part 6Document6 pagesSoundarya Lahari Yantras Part 6Sushanth Harsha100% (1)
- Cipet Bhubaneswar Skill Development CoursesDocument1 pageCipet Bhubaneswar Skill Development CoursesDivakar PanigrahiNo ratings yet
- Cultural Sensitivity BPIDocument25 pagesCultural Sensitivity BPIEmmel Solaiman AkmadNo ratings yet
- Environmental Science 13th Edition Miller Test BankDocument18 pagesEnvironmental Science 13th Edition Miller Test Bankmarykirbyifsartwckp100% (14)
- Newsletter 1-2021 Nordic-Baltic RegionDocument30 pagesNewsletter 1-2021 Nordic-Baltic Regionapi-206643591100% (1)
- Lect2 - 1151 - Grillage AnalysisDocument31 pagesLect2 - 1151 - Grillage AnalysisCheong100% (1)
- All India Civil Services Coaching Centre, Chennai - 28Document4 pagesAll India Civil Services Coaching Centre, Chennai - 28prakashNo ratings yet
- A Semi-Detailed Lesson Plan in MAPEH 7 (PE)Document2 pagesA Semi-Detailed Lesson Plan in MAPEH 7 (PE)caloy bardzNo ratings yet
- Hannah Mancoll - Research Paper Template - 3071692Document14 pagesHannah Mancoll - Research Paper Template - 3071692api-538205445No ratings yet
- The Great Muslim Scientist - Imam Jaffer Sadiq (ADocument78 pagesThe Great Muslim Scientist - Imam Jaffer Sadiq (ASalman Book Centre100% (2)
- Data Network Unit 6 - UCDocument15 pagesData Network Unit 6 - UCANISHA DONDENo ratings yet
- Contemporary Philippine Arts From The Regions: Quarter 1Document11 pagesContemporary Philippine Arts From The Regions: Quarter 1JUN GERONANo ratings yet
- Internship Format HRMI620Document4 pagesInternship Format HRMI620nimra tariqNo ratings yet
- FINAL BÁO-CÁO-THỰC-TẬP.editedDocument38 pagesFINAL BÁO-CÁO-THỰC-TẬP.editedngocthaongothi4No ratings yet
- Benjamin Franklin - The Indian Treaties (1938)Document450 pagesBenjamin Franklin - The Indian Treaties (1938)Spiritu SanctoNo ratings yet
- Second Conditional Conversation QuestionsDocument2 pagesSecond Conditional Conversation QuestionsEdith Salomé PinosNo ratings yet
- Defensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityFrom EverandDefensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityRating: 5 out of 5 stars5/5 (1)
- ChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveFrom EverandChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveNo ratings yet
- Algorithms to Live By: The Computer Science of Human DecisionsFrom EverandAlgorithms to Live By: The Computer Science of Human DecisionsRating: 4.5 out of 5 stars4.5/5 (722)
- Reality+: Virtual Worlds and the Problems of PhilosophyFrom EverandReality+: Virtual Worlds and the Problems of PhilosophyRating: 4 out of 5 stars4/5 (24)
- Cyber War: The Next Threat to National Security and What to Do About ItFrom EverandCyber War: The Next Threat to National Security and What to Do About ItRating: 3.5 out of 5 stars3.5/5 (66)