You might also like
- Prevenção Ao BenzenoDocument154 pagesPrevenção Ao BenzenoKpskiq0% (1)
- Análise de Risco Na Construcao CivilDocument56 pagesAnálise de Risco Na Construcao CivilGabriel Martins FeitosaNo ratings yet
- Aula 4 - Extintor-1Document73 pagesAula 4 - Extintor-1Henrique AraujoNo ratings yet
- Técnico Uniport 3030 PDFDocument205 pagesTécnico Uniport 3030 PDFmarcelinoerenata93% (15)
- Sistema Do Picador Estilo B PDFDocument120 pagesSistema Do Picador Estilo B PDFFabiano FantiniNo ratings yet
- Ben ZenoDocument9 pagesBen ZenoevertonfpNo ratings yet
- Visão Geral Do Produto PDFDocument28 pagesVisão Geral Do Produto PDFFabiano FantiniNo ratings yet
- CH570 e CH670 PDFDocument390 pagesCH570 e CH670 PDFFabiano Fantini67% (3)
- Sistema de corte de pontas da colhedora de cana 3520Document16 pagesSistema de corte de pontas da colhedora de cana 3520DarwingNo ratings yet
- Circuitos Elétricos Colhedora 3520 3522Document33 pagesCircuitos Elétricos Colhedora 3520 3522PabloNo ratings yet
- Peças Uniport 3000 Plus 2011 PDFDocument303 pagesPeças Uniport 3000 Plus 2011 PDFFabiano Fantini86% (7)
- ExtratorDocument25 pagesExtratorAlex RosaNo ratings yet
- JD 3520Document72 pagesJD 3520Josiney100% (2)
- Colhedora de Cana John Deere 3520: Características Técnicas do MotorDocument36 pagesColhedora de Cana John Deere 3520: Características Técnicas do MotorBarra Nova Ferreira100% (1)
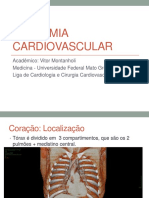
- Anatomia Cardiovascular PDFDocument83 pagesAnatomia Cardiovascular PDFMarcelle MarquesNo ratings yet
- John Deere transmissão PowrQuad PLUSDocument18 pagesJohn Deere transmissão PowrQuad PLUSUliAlejandroRodriguezCorianga86% (7)
- Dissertpoli 1954Document94 pagesDissertpoli 1954Fabiano FantiniNo ratings yet
- Manual "Boas Práticas Agrícolas para Agricultura Familiar"Document60 pagesManual "Boas Práticas Agrícolas para Agricultura Familiar"anapa0809100% (1)
- Fispq Quim Amonia IndustrialDocument12 pagesFispq Quim Amonia IndustrialFabiano FantiniNo ratings yet
- Avaliação de VibraçãoDocument12 pagesAvaliação de VibraçãoFabiano FantiniNo ratings yet
- ArtigoTecnico TalabarteDuploDocument6 pagesArtigoTecnico TalabarteDuploJupira SilvaNo ratings yet
- Fraturas, Luxações e Sistema EsqueléticoDocument57 pagesFraturas, Luxações e Sistema EsqueléticoFabiano FantiniNo ratings yet
- EdicaoDocument18 pagesEdicaoestevaocanan85No ratings yet
- Exposicao Ao CalorDocument11 pagesExposicao Ao Calorapi-3704990No ratings yet
- Abnt Espaço ConfinadoDocument44 pagesAbnt Espaço ConfinadoFabiano FantiniNo ratings yet
- Calibracao CASE 8800Document11 pagesCalibracao CASE 8800Fabiano Fantini100% (9)
- Checklist de segurança para máquinas e equipamentosDocument2 pagesChecklist de segurança para máquinas e equipamentosVanessa DuarteNo ratings yet
- Benzeno Frentistas - CIPA 04-2017Document5 pagesBenzeno Frentistas - CIPA 04-2017Fabiano FantiniNo ratings yet
- Empresa Na HoraDocument11 pagesEmpresa Na HoraJoel Correia Ricardo100% (2)
- Colégio Fametro. CapaDocument7 pagesColégio Fametro. CapaqvcbqorcwnsejfasiwNo ratings yet
- Apostila Contabilidade Comercial IIDocument167 pagesApostila Contabilidade Comercial IIMarcia TakedaNo ratings yet
- Transbordo Triagem e Reciclagem de Entulho No JD PantanalDocument17 pagesTransbordo Triagem e Reciclagem de Entulho No JD PantanalJosé Eduardo BaravelliNo ratings yet
- Pagamento DETRAN RJDocument1 pagePagamento DETRAN RJPablo RodriguesNo ratings yet
- Extrato Maq Safra 2022Document1 pageExtrato Maq Safra 20222F ProduçõesNo ratings yet
- Aprenda a negociar na FOREX: como fugir da poupançaDocument23 pagesAprenda a negociar na FOREX: como fugir da poupançaMaria PitelzinhoNo ratings yet
- A imigração açoriana para o Brasil meridionalDocument28 pagesA imigração açoriana para o Brasil meridionalChristian Leal67% (3)
- Teste 1Document3 pagesTeste 1Helena Vaz DomingosNo ratings yet
- Manual Leitor Cadigo de Barras Bematch BR 400Document36 pagesManual Leitor Cadigo de Barras Bematch BR 400Isaac Duarte de OliveiraNo ratings yet
- Declaração IVA Pequenos RetalhistasDocument2 pagesDeclaração IVA Pequenos RetalhistasCatarina ResendeNo ratings yet
- Versão SimplificadaDocument29 pagesVersão SimplificadaNonato BarrosoNo ratings yet
- Seguranca No TrabalhoDocument56 pagesSeguranca No TrabalhoroaufemoNo ratings yet
- Capitulo 3Document30 pagesCapitulo 3AndreiaNo ratings yet
- DFP PadrãoDocument3 pagesDFP PadrãoClinton BacarNo ratings yet
- A exclusão social na sociedade modernaDocument256 pagesA exclusão social na sociedade modernaThamires MeloNo ratings yet
- O Trabalho Nas Diferentes SociedadesDocument4 pagesO Trabalho Nas Diferentes SociedadesThaimara LisboaNo ratings yet
- Teorias e conceitos de desenvolvimento econômicoDocument26 pagesTeorias e conceitos de desenvolvimento econômicoAugusto MarcianoNo ratings yet
- Contratos de Propriedade Intelectual e Controle Antitruste no BrasilDocument239 pagesContratos de Propriedade Intelectual e Controle Antitruste no BrasilAndre JorgettoNo ratings yet
- Como Calcular o Equilibrio Do Caixa - Metodo BaumolDocument10 pagesComo Calcular o Equilibrio Do Caixa - Metodo BaumolJulles WernerNo ratings yet
- Proposta de Redação - AgroDocument2 pagesProposta de Redação - AgroWilkson Antonionne Sa LimaNo ratings yet
- BoletoDocument1 pageBoletoShaiane FrancoNo ratings yet
- Norma coletiva 3 anosDocument5 pagesNorma coletiva 3 anosalinens2100% (1)
- Técnicas de Venda Por TelefoneDocument2 pagesTécnicas de Venda Por Telefonegustavovinhosa2009No ratings yet
- Apresentação 4Document9 pagesApresentação 4Noel MiraNo ratings yet
- Habemus independência: instabilidade combina com Primeiro ReinadoDocument6 pagesHabemus independência: instabilidade combina com Primeiro ReinadoAna Caroline Nascimento FerrazNo ratings yet
- Orçamento Do Estado 2023: Temas A AnalisarDocument140 pagesOrçamento Do Estado 2023: Temas A AnalisarBahNo ratings yet
- MDocument449 pagesMPaulo C. CorNo ratings yet
- iNOVA Moda - Economia Circular PDFDocument56 pagesiNOVA Moda - Economia Circular PDFLarissa Almada100% (1)
- Caffeine ArmyDocument1 pageCaffeine ArmyGabriel Mascarenhas'sNo ratings yet