You might also like
- Epcc-04 Package - Delayed Coker Unit (Dcu) With Unsaturated LPG Treating UnitDocument7 pagesEpcc-04 Package - Delayed Coker Unit (Dcu) With Unsaturated LPG Treating UnitKunalNo ratings yet
- PHR-ICM-DTL-105253 Piping and Instrument Diagrams, Process Flow Diagrams, and Material Flow DiagramsDocument54 pagesPHR-ICM-DTL-105253 Piping and Instrument Diagrams, Process Flow Diagrams, and Material Flow Diagramsmashari budiNo ratings yet
- Index - Amendment To TBPDocument4 pagesIndex - Amendment To TBPVineet 01No ratings yet
- IPS MBD21907 in 522 Datasheet of Emergency Relief Valve ADocument3 pagesIPS MBD21907 in 522 Datasheet of Emergency Relief Valve ANikhil KarkeraNo ratings yet
- Design code for sour hydrocarbon liquid and vapour pipingDocument6 pagesDesign code for sour hydrocarbon liquid and vapour pipingprathameshNo ratings yet
- Tank Datasheet - CS-8000KL - RADocument1 pageTank Datasheet - CS-8000KL - RASumantrra ChattopadhyayNo ratings yet
- Piping Material Class Description SummaryDocument22 pagesPiping Material Class Description SummaryFabio S.No ratings yet
- PEPA3-11-MS-03-DS-005 - Tank Mechanical Datasheet For Tangki Prioritas 2 (Tambun SP) Rev ADocument30 pagesPEPA3-11-MS-03-DS-005 - Tank Mechanical Datasheet For Tangki Prioritas 2 (Tambun SP) Rev ARokan PipelineNo ratings yet
- Load Case Explanation in PV EliteDocument2 pagesLoad Case Explanation in PV ElitekuselanmlNo ratings yet
- DcrerweDocument1 pageDcrerwesri9987No ratings yet
- KG-TOWER® Software V 5.3 Customer's Copy. Property of Koch-Glitsch. Strictly ConfidentialDocument1 pageKG-TOWER® Software V 5.3 Customer's Copy. Property of Koch-Glitsch. Strictly ConfidentialIlham MacawNo ratings yet
- Mole Sieve Dehydration Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignDocument26 pagesMole Sieve Dehydration Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignMariana Michel0% (1)
- DM Water Tank SpecificationDocument9 pagesDM Water Tank SpecificationManish PatelNo ratings yet
- PDMS Hierarchy: World, Site, Zone ExplainedDocument6 pagesPDMS Hierarchy: World, Site, Zone Explaineds_baishyaNo ratings yet
- Tower-Process-Data-Sheet - Ex (Version 1)Document1 pageTower-Process-Data-Sheet - Ex (Version 1)Abraham Burgos CelisNo ratings yet
- Thiruppathiajan R - CVDocument4 pagesThiruppathiajan R - CVThiruppathirajanNo ratings yet
- 5000LPH Ro PlantDocument5 pages5000LPH Ro PlantYash HariaNo ratings yet
- Guideline For Preparing IPDS - Instrument Process Data SheetDocument3 pagesGuideline For Preparing IPDS - Instrument Process Data Sheetbalaji krishnanNo ratings yet
- Rev. NO. Date BY Checked MEI Lead MEI Approval Conoco Revision AA 9/15/00 EL TD DJ KM MWJ Issued For BidDocument19 pagesRev. NO. Date BY Checked MEI Lead MEI Approval Conoco Revision AA 9/15/00 EL TD DJ KM MWJ Issued For BidThinh NguyenNo ratings yet
- 3 OEE 3 144 Mechanical Design Check ListsDocument13 pages3 OEE 3 144 Mechanical Design Check ListsAnonymous HDlK5cXc8No ratings yet
- MC-001-DS-M-002-120 DS For Condensate Separator Rev ADocument4 pagesMC-001-DS-M-002-120 DS For Condensate Separator Rev AHeldiyan RamdhanNo ratings yet
- Sick Tanker Unloading PumpDocument3 pagesSick Tanker Unloading PumpSumantrra ChattopadhyayNo ratings yet
- DGS 1300 160 Bolt TorquingDocument12 pagesDGS 1300 160 Bolt TorquingMcmiltondmordom100% (1)
- PACE Structured Column Packings: Datasheet For Existing ColumnDocument2 pagesPACE Structured Column Packings: Datasheet For Existing ColumnAabbhas GargNo ratings yet
- Intergraph Smart Interop Publisher: System RequirementsDocument8 pagesIntergraph Smart Interop Publisher: System RequirementsRamilNo ratings yet
- D-1100-Pid-004 Cause and Effect ProcessDocument17 pagesD-1100-Pid-004 Cause and Effect ProcessRizky Perdana PutraNo ratings yet
- Indra: Detail Pre-Commissioning Procedure For Service Test of Cooling Water For Unit 040/041/042/043Document62 pagesIndra: Detail Pre-Commissioning Procedure For Service Test of Cooling Water For Unit 040/041/042/043AnhTuấnPhanNo ratings yet
- Steam Trap Data Sheet For: Warm Up Load Running LoadDocument1 pageSteam Trap Data Sheet For: Warm Up Load Running LoadShahzaibUsmanNo ratings yet
- Desalter DrumDocument4 pagesDesalter DrumHsein WangNo ratings yet
- Engineering Group: Kuwait Oil Company (K.S.C.)Document14 pagesEngineering Group: Kuwait Oil Company (K.S.C.)Aravindan Ganesh KumarNo ratings yet
- Material and Equipment Standard For Large Welded Low Pressure Storage Tanks M-Me-110Document17 pagesMaterial and Equipment Standard For Large Welded Low Pressure Storage Tanks M-Me-110Javeed A. KhanNo ratings yet
- Calculation: Fire Water Demand - Bgcs-5 Sepco & Labor Camp: Saudi Arabian Oil CompanyDocument11 pagesCalculation: Fire Water Demand - Bgcs-5 Sepco & Labor Camp: Saudi Arabian Oil Company龙琦No ratings yet
- P&id SeminarDocument30 pagesP&id SeminaryasirvazhikkadavuNo ratings yet
- Iso-Propanol Production Report: Student Name: Course Name: Submission DateDocument18 pagesIso-Propanol Production Report: Student Name: Course Name: Submission DateAmir Javed official100% (1)
- General Checklist For Procurement OF Material Handling System / EquipmentDocument8 pagesGeneral Checklist For Procurement OF Material Handling System / Equipmentjkhan_724384No ratings yet
- TE-419888-001 - 869-U-1004 - ANTIFOAM INJECTION PACKAGE - Rev.BDocument13 pagesTE-419888-001 - 869-U-1004 - ANTIFOAM INJECTION PACKAGE - Rev.Brizwan.zamanNo ratings yet
- GF-WPK-J-CA-2001 - WP-K Calculation Note For Piping Stress Analysis - Rev 1 - RDocument32 pagesGF-WPK-J-CA-2001 - WP-K Calculation Note For Piping Stress Analysis - Rev 1 - RRami KsidaNo ratings yet
- Onshore Terminal For KG DWN 98/2 Development Project: Pramod KhotDocument7 pagesOnshore Terminal For KG DWN 98/2 Development Project: Pramod Khotsumit kumarNo ratings yet
- Ras Markaz Crude Oil Park Project (Phase1)Document16 pagesRas Markaz Crude Oil Park Project (Phase1)ANIL PLAMOOTTILNo ratings yet
- DR AQUAGUARD CLASSIC+Document1 pageDR AQUAGUARD CLASSIC+S Rajan RajanNo ratings yet
- Rahul Girkar ResumeDocument4 pagesRahul Girkar ResumerahulNo ratings yet
- Stratification OT 3536-22 ScrubberDocument31 pagesStratification OT 3536-22 ScrubberbecemNo ratings yet
- Reconstruction Airport Expansion JointsDocument5 pagesReconstruction Airport Expansion JointsaltipatlarNo ratings yet
- Upgrade Aveva Project From 11.6 To 12.0 - 3D Software CustomizationDocument1 pageUpgrade Aveva Project From 11.6 To 12.0 - 3D Software CustomizationMatt BretNo ratings yet
- ELT-01-EP-TS-0005 - Specification For Manual Valve - R0Document20 pagesELT-01-EP-TS-0005 - Specification For Manual Valve - R0jorgekarlosprNo ratings yet
- 02 KKSDocument19 pages02 KKSKitti BoonsongNo ratings yet
- Site Specific Seismic Spectra BS VI IOCL ...Document7 pagesSite Specific Seismic Spectra BS VI IOCL ...NirmalNo ratings yet
- Cad Wor X Error NumbersDocument71 pagesCad Wor X Error Numbersberrima bilelNo ratings yet
- Painampuram, Muthukurmandal, S.P.S.R. Nellore District, A.PDocument6 pagesPainampuram, Muthukurmandal, S.P.S.R. Nellore District, A.PShanjiNo ratings yet
- TE-419895-001 - 863-U-3001 - Gas Corrosion Inhibitor Injection Package - Rev.BDocument16 pagesTE-419895-001 - 863-U-3001 - Gas Corrosion Inhibitor Injection Package - Rev.Brizwan.zamanNo ratings yet
- General Instrumentation Engineering Standard for Hazardous Area Classification and Safeguarding MethodsDocument87 pagesGeneral Instrumentation Engineering Standard for Hazardous Area Classification and Safeguarding MethodsTae BangsenNo ratings yet
- Piping Material Specification for KG-DWN-98/2 PRE-FEEDDocument58 pagesPiping Material Specification for KG-DWN-98/2 PRE-FEEDsumit kumarNo ratings yet
- Material Take Off Bulk MTODocument6 pagesMaterial Take Off Bulk MTOJordan MosesNo ratings yet
- Packaged, Integrally Geared Centrifugal Air Compressors: ScopeDocument11 pagesPackaged, Integrally Geared Centrifugal Air Compressors: ScopeHonesto BautistaNo ratings yet
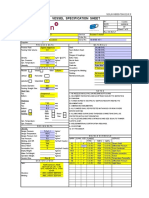
- Vessel Specification SheetDocument2 pagesVessel Specification Sheetangel gabriel perez valdezNo ratings yet
- Curriculum Vitae Piping DesignerDocument18 pagesCurriculum Vitae Piping DesignerRevankar B R ShetNo ratings yet
- Asme B31.8Document8 pagesAsme B31.8deepndeepsi100% (1)
- NIOEC design specification for process and mechanics unitsDocument37 pagesNIOEC design specification for process and mechanics unitss_gorjiNo ratings yet
- SP 00 01Document58 pagesSP 00 01alirezafalcon_793007No ratings yet
- Instrument Installation Material: NIOEC-SP-70-03Document41 pagesInstrument Installation Material: NIOEC-SP-70-03Mohammad AminiNo ratings yet
- Questionnaire For: Liquid Jet Vacuum Ejectors For Continuous OperationDocument2 pagesQuestionnaire For: Liquid Jet Vacuum Ejectors For Continuous OperationdonyaNo ratings yet
- Size Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsDocument4 pagesSize Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsdonyaNo ratings yet
- © Association For Scientific Research: Mathematical and Computational Applications, Vol. 15, No. 1, Pp. 137-147, 2010Document11 pages© Association For Scientific Research: Mathematical and Computational Applications, Vol. 15, No. 1, Pp. 137-147, 2010Mocheedy UbahNo ratings yet
- (translate68.ir مترجم متن) 10.1088 - 0959-5309 - 57 - 4 - 301Document13 pages(translate68.ir مترجم متن) 10.1088 - 0959-5309 - 57 - 4 - 301donyaNo ratings yet
- FF - Mar-Apr - 2018 - Zero Waste Urea Production - ONLINEDocument3 pagesFF - Mar-Apr - 2018 - Zero Waste Urea Production - ONLINEdonyaNo ratings yet
- Distillation Trays That Operate Beyond The Limits of Gravity by Using Centrifugal SeparationDocument6 pagesDistillation Trays That Operate Beyond The Limits of Gravity by Using Centrifugal SeparationdonyaNo ratings yet
- (Doi 10.1002/0471238961), - Kirk-Othmer Encyclopedia of Chemical TechnologyDocument13 pages(Doi 10.1002/0471238961), - Kirk-Othmer Encyclopedia of Chemical TechnologyHenry ArenasNo ratings yet
- Select ejector options and stagesDocument2 pagesSelect ejector options and stagesdonyaNo ratings yet
- Flame Arrester Technical FormDocument7 pagesFlame Arrester Technical FormHmd MokhtariNo ratings yet
- Processes MTP 03 00684 v2Document15 pagesProcesses MTP 03 00684 v2akshaykgNo ratings yet
- Chemical Engineering CommunicationsDocument15 pagesChemical Engineering CommunicationsdonyaNo ratings yet
- Size Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsDocument4 pagesSize Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsdonyaNo ratings yet
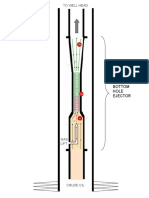
- BOTTOMHOLEEJECTORDocument1 pageBOTTOMHOLEEJECTORdonyaNo ratings yet
- Pressure Drop Measurements in Distillatio ColumnsDocument5 pagesPressure Drop Measurements in Distillatio Columnsdonya100% (1)
- Unified correlations for predicting drop size in liquid-liquid extraction columnsDocument14 pagesUnified correlations for predicting drop size in liquid-liquid extraction columnsdonyaNo ratings yet
- E-03.0) General Static-Mixing Customer Specification QuestionnaireDocument2 pagesE-03.0) General Static-Mixing Customer Specification QuestionnairedonyaNo ratings yet
- Objectlistview Python Edition StableDocument77 pagesObjectlistview Python Edition StabledonyaNo ratings yet
- 6200 Area - Urea Plant: Process OverviewDocument8 pages6200 Area - Urea Plant: Process OverviewtreyzzztylerNo ratings yet
- Modelling Gas Liquid Flow in Venturi SCR PDFDocument7 pagesModelling Gas Liquid Flow in Venturi SCR PDFdonyaNo ratings yet
- Experimental Investigation of An Ejector: Received 6 September 1985 Revised 16 September 1985Document3 pagesExperimental Investigation of An Ejector: Received 6 September 1985 Revised 16 September 1985donyaNo ratings yet
- Inventions 04 00016Document54 pagesInventions 04 00016donyaNo ratings yet
- Theresa Renee Anthony: All Rights ReservedDocument53 pagesTheresa Renee Anthony: All Rights ReserveddonyaNo ratings yet
- Entropy: Thermodynamic Modelling of An Ejector With Compressible Flow by A One-Dimensional ApproachDocument15 pagesEntropy: Thermodynamic Modelling of An Ejector With Compressible Flow by A One-Dimensional Approachkoustavghosh1986No ratings yet
- Questionnaire For: Liquid Jet Liquid EjectorsDocument2 pagesQuestionnaire For: Liquid Jet Liquid EjectorsdonyaNo ratings yet
- 1975163Document2 pages1975163donyaNo ratings yet
- Data Sheet Ejector PDFDocument1 pageData Sheet Ejector PDFdonyaNo ratings yet
- Processes MTP 03 00684 v2Document15 pagesProcesses MTP 03 00684 v2akshaykgNo ratings yet
- 291-Questionnaire-Jet and Venturi scrubbers-EN-161202-STDocument2 pages291-Questionnaire-Jet and Venturi scrubbers-EN-161202-STdonyaNo ratings yet
- 4244 12672 1 PB PDFDocument15 pages4244 12672 1 PB PDFVinh Do ThanhNo ratings yet
- Introduction To Chemical CleaningDocument28 pagesIntroduction To Chemical Cleaningmordidomi0% (1)
- 01 11 20-Cta5Document36 pages01 11 20-Cta5Goury ShankarNo ratings yet
- HW5Document2 pagesHW5Mohammad Iqbal Mahamad Amir100% (1)
- Weather CardDocument2 pagesWeather Cardmekstone100% (1)
- Hydraulic Power Unit Cum Control Panel: Sheet No. 1 of 1Document1 pageHydraulic Power Unit Cum Control Panel: Sheet No. 1 of 1rakeshsundaramurthyNo ratings yet
- EE593Document4 pagesEE593hassanNo ratings yet
- International Journal of Mechanical Sciences: Chong Li, Hui-Shen Shen, Hai Wang, Zhefeng YuDocument10 pagesInternational Journal of Mechanical Sciences: Chong Li, Hui-Shen Shen, Hai Wang, Zhefeng Yuali_biscoeatNo ratings yet
- Wind Loading of Industrial, Mining and Petrochemical StructuresDocument16 pagesWind Loading of Industrial, Mining and Petrochemical StructuresapirakqNo ratings yet
- Boundary Wall DesignDocument26 pagesBoundary Wall DesignAtanu Bhattacharya50% (2)
- Design of Cold Formed Steel Members 2003 LibroDocument246 pagesDesign of Cold Formed Steel Members 2003 LibroFelipeNo ratings yet
- Electric Field and Coulomb's LawDocument19 pagesElectric Field and Coulomb's LawYukiko HachiNo ratings yet
- Dynamic IEEE Test Systems for Transient AnalysisDocument10 pagesDynamic IEEE Test Systems for Transient AnalysisSlobdanNo ratings yet
- Monninghoff 546 - DatasheetDocument11 pagesMonninghoff 546 - DatasheetirfannadineNo ratings yet
- Water Control Procedures and Chemical TreatmentsDocument16 pagesWater Control Procedures and Chemical TreatmentsDarko DuiloNo ratings yet
- Cobar 1400 Yumlu Mining With Paste FillDocument26 pagesCobar 1400 Yumlu Mining With Paste FillSayantan ChakrabortyNo ratings yet
- ETEN4001 Tute1 2017Document3 pagesETEN4001 Tute1 2017Orlando CalderasNo ratings yet
- CDI Spark 2530 Datasheet En-PDocument2 pagesCDI Spark 2530 Datasheet En-PKristianto Mathers IIINo ratings yet
- Practice FinalDocument26 pagesPractice Finalchaseutd123No ratings yet
- Toxic Gas DetectorDocument6 pagesToxic Gas DetectorKvakumarv Vallatharasu100% (1)
- Ec8451 Emf Lecture NotesDocument61 pagesEc8451 Emf Lecture NotesNarenthra BaalaNo ratings yet
- Coherent Motions in The Turbulent Boundary Layer!: Stephen RobinsonDocument39 pagesCoherent Motions in The Turbulent Boundary Layer!: Stephen RobinsonUmair IsmailNo ratings yet
- LMG Polyurethane Resins For LPDocument8 pagesLMG Polyurethane Resins For LPLeso Sasa DamljanovicNo ratings yet
- Polarization Index TestDocument3 pagesPolarization Index TestShahriar AhmedNo ratings yet
- Electrostatic ForceDocument3 pagesElectrostatic ForceAlyssa Cole100% (1)
- HW1 - Conditions - Olevsky - Mech - Beh - Mater PDFDocument2 pagesHW1 - Conditions - Olevsky - Mech - Beh - Mater PDFwangbutt123No ratings yet
- Bored Socket in BasaltDocument8 pagesBored Socket in BasaltGULF PILING LLCNo ratings yet
- The Thermal Expansion of The Fireclay BricksDocument38 pagesThe Thermal Expansion of The Fireclay BricksanuarsgNo ratings yet
- Joint Probability Distributions and Random SamplesDocument22 pagesJoint Probability Distributions and Random SamplesChandrahasa Reddy Thatimakula100% (1)
- White-IntroductionToAtomicSpectra Text PDFDocument472 pagesWhite-IntroductionToAtomicSpectra Text PDFShital SahareNo ratings yet
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessFrom EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNo ratings yet
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionFrom EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionNo ratings yet
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationFrom EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationRating: 4.5 out of 5 stars4.5/5 (2)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorFrom EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorRating: 4 out of 5 stars4/5 (7)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- Electrical Principles and Technology for EngineeringFrom EverandElectrical Principles and Technology for EngineeringRating: 4 out of 5 stars4/5 (4)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsFrom EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsNo ratings yet
- Basic Electric Circuit Theory: A One-Semester TextFrom EverandBasic Electric Circuit Theory: A One-Semester TextRating: 1.5 out of 5 stars1.5/5 (2)