Professional Documents
Culture Documents
Avanzado-Modulo 9 Recuperacion Azufre 2010
Uploaded by
Luis LugoOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Avanzado-Modulo 9 Recuperacion Azufre 2010
Uploaded by
Luis LugoCopyright:
Available Formats
Centro de Refinación Paraguaná
Introducción al Negocio y los
Procesos de Refinación
Recuperación de Azufre
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Contenido
• Introducción
• Objetivo del proceso
• Materias primas
• Productos - Especificaciones
• Ubicación en la Refinería
• Química del Proceso:
Reacciones químicas
Catalizadores
• Descripción del proceso
• Variables principales
• Unidades en el circuito de refinación PDVSA
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Introducción
DEFINICIÓN
El proceso de recuperación de azufre está basado en la
combustión parcial del Sulfuro de Hidrogeno (H2S) con
un flujo controlado de aire.
Es conocido también como Proceso Claus, por su
inventor Carl Friedrich Claus y patentado en el año
1884.
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Objetivo OBJETIVOS
del proceso
• Cumplir regulaciones ambientales: emisiones de
SO2, H2S. (Decreto 638. Ministerio del poder popular
para el ambiente).
• Producción de azufre.
• Generación de energía: Vapor 3:1 azufre en carga.
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Materias Primas
Unidad de Gas
GAS AGRIO de Cola
Despojadora NH3 , H2S, HC’s, H20
Despojadorade
de GAS
Aguas GASDE
DECOLA
COLA
AguasAgrias
Agrias
Tratamiento
Tratamientocon
con UNIDAD
Amina del Gas
GAS ÁCIDO UNIDAD
Amina del Gas RECUPERADORA
RECUPERADORADE
DE
Combustible
Combustible H2S, CO2, HC’s AZUFRE
AZUFRE
Tratamiento
Tratamiento GAS ÁCIDO
con Amina del AZUFRE
con Amina del
gas H2S, CO2, HC’s AZUFRELIQUIDO
LIQUIDO
gasNatural
Natural
Sección de Tratamiento y
Almacenaje de Azufre
Gas Natural Agrio. Plantas de Gas
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Productos / Especificaciones
Gas de Cola
TRATAMIENTO Max. 1470 ppm SO2
TRATAMIENTODE DEGAS
GAS
DE COLA/
DE COLA/
INCINERACION
INCINERACION
GAS ACIDO +
GAS AGRIO UNIDAD
UNIDAD
RECUPERADORA
RECUPERADORADE
DE
AZUFRE
AZUFRE
AZUFRE (SX)
300ppm H2S
TRATAMIENTO
TRATAMIENTODEDE
AZUFRE Y
AZUFRE Y
ALMACENAJE
ALMACENAJE AZUFRE (SX)
99.8% peso
Max. 10ppm H2S
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Ubicación en Refinería
Tratamiento Gas Ácido
c/Aminas
Recuperación Gas de Cola
Gas Agrio de Azufre
Despojador Azufre
aguas agrias
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Química del Proceso
Reacciones Químicas
Reacción Claus
3H2S + 3/2 O2 3/x Sx + 3H2O
• Favorecida cataliticamente a 200 -350 ºC
• Liberación de Energía 620 KJ (588 BTU)
H 2S O2
Covertidor
Covertidorcatalítico
catalítico 170- 350ºC
VBP
Condensador
Condensadorde
deazufre
azufre 130 - 200ºC
Sx Liquido Tratamiento
Tratamientoposterior
posterior
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Química
QUÍMICA DELdel Proceso
PROCESO
Reacción Claus Modificada
3H2S + 3/2 O2
SO2 + 2H2S + H2O + 520 KJ
3/x Sx + 2H2O + 93 KJ
H 2S O2
Reactor
ReactorTérmico
Térmico 925 – 1250ºC
VAP/VMP
Recuperador
Recuperadorde
decalor
calor
Covertidor
Covertidorcatalítico
catalítico
170- 350ºC
VBP
Condensador
Condensadorde
deazufre
azufre 130 - 200ºC
Sx Liquido
Tratamiento
Tratamientoposterior
posterior
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Química
QUÍMICA DELdel Proceso
PROCESO
Reactor Térmico
IMPUREZAS EN
H2O
ALIMENTACION
CO, CO2,
N2, NH3, RSH, HCN,
Hidrocarburos
H2S Vapor
Reactor
ReactorTérmico
Térmico H2O, H2S, SO2 , S2, S3
N2, Ar, CO, CO2, S4, S5, S6
COS, CS2, H2 S7, S8
O2
H2O, CO2, N2, Ar,
Contaminantes Reacciones secundarias
IMPUREZAS GASES
INERTES CO2 + H2S H2O + COS Estas reacciones
CO + SX COS producen perdidas
CH4 + S H2S + CS2 de conversión
NH3 + O2 NOX + H2O
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Química del Proceso
Equilibrio Termodinámico
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Química del Proceso
Catalizadores
Estándares (Alumina activada)
BASF: DD-431 / S-100 / S-400
AXENS: CR / CR3S
POROCEL: Maxel 727
UOP: S-201 / S-2001
Catalizadores especiales Son Costosos
Promotores Requeridos para alto
contenido de contaminantes
Dióxido de Titanio
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Química del Proceso
Catalizadores, cont.
Propiedades de los catalizadores
• Área Superficial:
- Función del numero de sitios activos
• Distribución del Volumen de poro:
- Macro porosidad es importante y asegura difusión
• Propiedades mecánicas y físicas:
- Resistente a abrasión y compresión
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Química del Proceso
Catalizadores, cont.
A: lecho fresco y activo
B: desactivación uniforme
C: severa desactivación uniforme
- lecho limitado sinéticamente
D: desactivación del tope al fondo
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Química del Proceso
Catalizadores, cont.
Cambios abruptos de Contaminación en la
Temperatura carga / Mal Diseño
Cambios estructurales en Reacciones químicas en
el Catalizador Catalizador
Envejecimiento Térmico / Cambios Carbón / Azufre /Sulfatación /
de Fase / Atrición / Sinterización Bloqueo de Sitios activos
Desactivación Irreversible Desactivación Reversible
Desactivacion del Catalizador
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Descripción del Proceso
Diagrama de Bloques Plantas Claus BAJAS EMISIONES
AMBIENTALES
Unidad de Gas
de Cola
Incineración
Incineración
Sopladores
Sopladoresde
deAire
Aire Tratamiento
TratamientodedeGas
Gasde
de
cola
cola
Despojadora
Despojadorade
de
Aguas Agrias
Aguas Agrias
Caldera
CalderaRecuperación
Recuperación
Reactor
ReactorTérmico
Térmico dedeCalor
Calor
Tratamiento
Tratamientocon
con Condensadores
Amina Condensadores
Aminadel
delGas
Gas
Combustible
Combustible
Convertidores
Convertidores
Cataliticos
Cataliticos
Degasificador
Degasificador
AZUFRE LIQUIDO
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Descripción del Proceso
Esquema Simplificado del Proceso Típico
Chimenea
Incinerador
Convertidores
Catalíticos Recalentadores
Analizador
Reactor gas de cola
térmico
Caldera de
Condensadores
recuperación
de calor
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Descripción del Proceso
Reactor Claus
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Variables Principales
Variables de Proceso
Estequiometria de la Temperatura entrada
reacción Claus Convertidores
Temperatura del último Temperatura Reactor
condensador Térmico
Temperatura azufre
producto
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Variables Principales
Estequiometria de la reacción Claus
• Afecta la conversión de azufre.
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Variables
DESCRIPCIÓN DEL Principales
PROCESO
Temperatura entrada Convertidores
• La operación se realiza a bajas temperaturas para incrementar la conversión
(300-750 °F / 150-400 °C ).
• El control de la operación se realiza en la corriente de entrada al reactor.
• La temperatura debe estar 15 °F (10 °C ) por encima del punto de rocío del
azufre.
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Variables Principales
Temperatura del último condensador
• Los límites de operación del condensador están definidos por los puntos de
ebullición (823 °F / 340 °C) y fusión del azufre (237 °F / 114 °C).
• El límite inferior debe ser lo suficientemente alto para evitar la formación de
azufre sólido (T mín: 257°F / 125 °C ).
• El límite superior debe estar bastante por debajo de del punto de rocío para
que una cantidad considerable de azufre pueda ser condensada (T max: 270°F
/ 132 °C ).
• Se evita el arrastre de azufre y maximiza la recuperación de azufre.
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Variables Principales
Temperatura del último condensador, cont.
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Variables Principales
Temperatura Reactor Térmico
• La temperatura debe ser lo más alta posible para la
destrucción de los contaminantes como hidrocarburos y
amoniaco.
• La temperatura es función de la composición del gas de
alimentación.
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Variables Principales
Temperatura Reactor Térmico, cont.
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Variables Principales
Temperatura azufre producto
• Debe manejar en un rango por encima de la temperatura de
solidificación (> 248 °C / 119 °C), y por debajo de la temperatura en la
que el azufre se vuelve mas viscoso (< 320 ºF / 160°C).
• Se debe evitar llegar a la temperatura del Indice de explosividad del H2S.
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Variables Principales
Temperatura azufre producto, cont.
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Variables Principales
Factores que Afectan la Integridad Mecánica de los
Equipos de la Sección Claus
• Corrosión por H2S y NH3
• Sobrepresión por taponamiento con Azufre, sales de amonio
o falla de dispositivos de alivio.
• Cambios violentos de temperatura.
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Descripción del Proceso
Sección de Incineración del Gas de Cola
Definición
El Proceso de Incineración del gas de cola consiste en la oxidación
del H2S residual a SO2.
Objetivo
Oxidar el Sulfuro de Hidrógeno remanente a SO2 para obtener una
corriente residual con niveles de H2S y SO2 que cumpla con los
límites establecidos de emisiones para plantas nuevas.
Gas de Cola Gases a la Atmósfera
Incinerador
Incinerador
Incinerador SO2 3000 mg/m3
H2S 5 mg/m3
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Descripción del Proceso
Sección de Tratamiento y
Almacenamiento de Azufre Líquido
Definición
• El proceso de “Desgasificación” consiste en el burbujeo de
aire caliente a través del azufre, de esta forma se intensifica
la descomposicón de polisulfuros y se libera el H2S presente
en el azufre.
• Sin el tratamiento del azufre, el H2S se libera durante el
almacenaje y transporte, creando una mezcla tóxica y
explosiva.
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Descripción del Proceso
Sección de Tratamiento y
Almacenamiento de Azufre Líquido, cont.
Objetivo
Intensificar la descomposición de polisulfuros (H2Sx) y liberar el H2S del
azufre antes de bombearlo a almacenaje.
Aire Sucio a Incineración
Aire
Azufre Líquido
Azufre Líquido Desgasificador
Desgasificador Tanque Cisterna
Fosa
Fosade
deVenteo
Venteo H2S < 10ppm Almacenamiento
(357-302 ºF)
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Descripción del Proceso
Sección de Incineración, cont.
Variables
• Temperatura del Incinerador: la incineración ocurre a 1742 ºF.
• Flujo de Aire en el incinerador: se controla con un analizador de
Oxígeno en la chimenea.
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
CentroRefineria
Vista superior Planta de Azufre de Refinación Paraguaná
de Amuay
E-951
de E-954 y E-951
E-952
de E-
954
F- 951
Aire
F-952
BL-951
D-951
D-952
r
po
Va TK-951
E-954
D-953
D-954
D-957
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Placa de tubos de caldera de recuperación de calor (Cardón)
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Condensador de azufre obstruido
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
Centro de Refinación Paraguaná
Azufre sólido en forma de pellets
Gerencia de Ingeniería de Proceso Procesos de Refinación de Petróleo, Junio 2010
You might also like
- ElectrodosDocument65 pagesElectrodosLuis LugoNo ratings yet
- Formato de IsometriaDocument1 pageFormato de IsometriaLuis LugoNo ratings yet
- Soldadura de Tanques3Document30 pagesSoldadura de Tanques3Luis LugoNo ratings yet
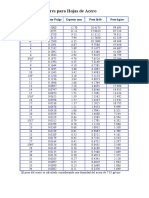
- Tabla de Calibres para Acero PDFDocument1 pageTabla de Calibres para Acero PDFVictor Torres100% (2)
- Reparación de Memorias FlashDocument1 pageReparación de Memorias FlashLuis LugoNo ratings yet
- ITP ElectricidadDocument3 pagesITP ElectricidadLuis LugoNo ratings yet
- Desmantelamiento de ChatarraDocument1 pageDesmantelamiento de ChatarraLuis LugoNo ratings yet
- ITP InstrumentaciónDocument8 pagesITP InstrumentaciónLuis Lugo100% (1)
- PDVSA PI 02-08-01 Pruebas Hidrostaticas y Neumaticas para Sistemas de TuberiaDocument58 pagesPDVSA PI 02-08-01 Pruebas Hidrostaticas y Neumaticas para Sistemas de Tuberiajmoreno94100% (7)
- Itp Civil RevisadoDocument6 pagesItp Civil RevisadoLuis LugoNo ratings yet
- Metodos de LimpiezaDocument1 pageMetodos de LimpiezaLuis LugoNo ratings yet
- Sistema de Riego TrasvaseDocument171 pagesSistema de Riego TrasvaseLuis Lugo100% (1)
- Entrenamiento Supervisores de SoldaduraDocument55 pagesEntrenamiento Supervisores de SoldaduraLuis LugoNo ratings yet
- Memorandum EmpacadurasDocument4 pagesMemorandum EmpacadurasLuis LugoNo ratings yet
- Recomendaciones de Soldadura PDFDocument47 pagesRecomendaciones de Soldadura PDFLuis LugoNo ratings yet
- Tabla de Calibres PDFDocument1 pageTabla de Calibres PDFLuis Lugo0% (1)
- 3662 2001Document9 pages3662 2001Luis LugoNo ratings yet
- Prontuario ToxicologíaDocument73 pagesProntuario ToxicologíanantousNo ratings yet
- Determinacion de Sal HidratadaDocument3 pagesDeterminacion de Sal Hidratadapatricia arceNo ratings yet
- MALAQUITADocument4 pagesMALAQUITABLACK PUITMONNo ratings yet
- ETILENODocument30 pagesETILENOEdilfredo valdes alvearNo ratings yet
- PlomoDocument11 pagesPlomovicsm2002No ratings yet
- CALCOPIRITADocument22 pagesCALCOPIRITARafael BarónNo ratings yet
- Clase 4 Química 2º SecDocument7 pagesClase 4 Química 2º SecLuis Francisco CruzadoNo ratings yet
- Presentación 6. - Vidrios y MicasDocument27 pagesPresentación 6. - Vidrios y MicasMalco BaldovinoNo ratings yet
- Codigo de Colores de TuberiasDocument6 pagesCodigo de Colores de TuberiasGuillermo Cruz100% (1)
- Lab 3 Propiedades de Los CarbohidratosDocument18 pagesLab 3 Propiedades de Los CarbohidratosLAURA VALENTINA GUZMAN SILVANo ratings yet
- El Acero Galvanizado, Los Grados y La FlorDocument13 pagesEl Acero Galvanizado, Los Grados y La FlorcarlosNo ratings yet
- NTC236 Determinacion de PeroxidoDocument8 pagesNTC236 Determinacion de Peroxidoronaldyuncosa0% (1)
- Tema 6. Alteraciones de Las VitaminasDocument72 pagesTema 6. Alteraciones de Las VitaminasMónica Ayerbe CarrascosaNo ratings yet
- Evaluaciones Corregidas de Quimica Organica Unad 2013 2Document40 pagesEvaluaciones Corregidas de Quimica Organica Unad 2013 2Christopher Simpson100% (8)
- Desinfeccion de Materiales Equipos y Ambientes Hospitalarios MaryDocument22 pagesDesinfeccion de Materiales Equipos y Ambientes Hospitalarios Marypatrick ibarra83% (6)
- Trampa-Triton FichaDocument1 pageTrampa-Triton FichaRafael ArriagaNo ratings yet
- Tema 2. Pretratamiento de Concentrados-1-1Document69 pagesTema 2. Pretratamiento de Concentrados-1-1Daniel Eduardo Cortez GonzálezNo ratings yet
- EXOLUM 2022 - SERVICIOS LOGISTICOS BASICOS GNAS y GOSDocument3 pagesEXOLUM 2022 - SERVICIOS LOGISTICOS BASICOS GNAS y GOSMaria García de la fuenteNo ratings yet
- Da Proceso 19-1-201761 268001001 57425324Document170 pagesDa Proceso 19-1-201761 268001001 57425324luis delgadoNo ratings yet
- 595 Pu AcriDocument2 pages595 Pu AcriGerardo AguirreNo ratings yet
- HOJA DE SEGURIDAD DEL JABON LIQUIDO PARA MANOS (Autoguardado)Document6 pagesHOJA DE SEGURIDAD DEL JABON LIQUIDO PARA MANOS (Autoguardado)sebastian gomezNo ratings yet
- Sylvania Catálogo Tarifa de Iluminación Profesional 2022 España y PortugalDocument264 pagesSylvania Catálogo Tarifa de Iluminación Profesional 2022 España y PortugalVEMATELNo ratings yet
- Solubilidad de Los LipidosDocument7 pagesSolubilidad de Los LipidosBelkys GalarzaNo ratings yet
- Informe 5 Fisicoquímica G2Document14 pagesInforme 5 Fisicoquímica G2ROMMEL AARON REYNAGA ALVARADONo ratings yet
- Laboratorio Dos SolubilidadDocument13 pagesLaboratorio Dos Solubilidadmaryori jennifer ramos ollachicaNo ratings yet
- COMBUSTION PROBLEMAS (Semana 5)Document3 pagesCOMBUSTION PROBLEMAS (Semana 5)Carlos SanchezNo ratings yet
- Capitulo 1.clasificacion de Hidrocarburos.Document15 pagesCapitulo 1.clasificacion de Hidrocarburos.jesseNo ratings yet
- Lodos de Perforacion)Document7 pagesLodos de Perforacion)Miguel Ángel Morales Sánchez100% (1)
- Gas Natural VeronicaDocument12 pagesGas Natural VeronicaGrat YferNo ratings yet
- Guía #2 Oluciones 1Document5 pagesGuía #2 Oluciones 1Lorena Llanten CordobaNo ratings yet