You might also like
- Mechanical Engineering Lab ReportDocument4 pagesMechanical Engineering Lab ReportAsif Khan NiaziNo ratings yet
- Nanyang Technological University School of Mechanical and Aerospace Engineering AY2011/2012Document13 pagesNanyang Technological University School of Mechanical and Aerospace Engineering AY2011/2012TibbercesNo ratings yet
- Components of An Injection Molding Machine R1Document11 pagesComponents of An Injection Molding Machine R1Cesar GarciaNo ratings yet
- 1.polymer ProcessingDocument23 pages1.polymer Processingafia rahmanNo ratings yet
- Plastic Injection MoldingDocument24 pagesPlastic Injection MoldingelectroternalNo ratings yet
- Injection Molding: Manufacturing Plastic Material Pressure Mould Mouldmaker Steel Aluminium CarsDocument37 pagesInjection Molding: Manufacturing Plastic Material Pressure Mould Mouldmaker Steel Aluminium CarslakhancipetNo ratings yet
- Polymer Procession Term Test-1Document90 pagesPolymer Procession Term Test-1সাইদুর রহমানNo ratings yet
- EXP 4 Injection MoldingDocument18 pagesEXP 4 Injection MoldingJasmine NguNo ratings yet
- Injection Moulding ProcessDocument13 pagesInjection Moulding ProcessSACHIN SINGH 36No ratings yet
- Plastic Injection MoldingDocument24 pagesPlastic Injection Moldingmechhandbook100% (1)
- Microsoft Word - Molding Notes Rev 03Document43 pagesMicrosoft Word - Molding Notes Rev 03Panir Selvam Periannan100% (1)
- INDUSTRIAL TRANING SEMINAR - PPTX AnshuDocument31 pagesINDUSTRIAL TRANING SEMINAR - PPTX Anshuanshu rajNo ratings yet
- Injection Molding Process OverviewDocument5 pagesInjection Molding Process OverviewvanmanNo ratings yet
- Injection Molding ProcessDocument3 pagesInjection Molding ProcessSteven ChengNo ratings yet
- Injection Moulding Process OptimizationDocument27 pagesInjection Moulding Process OptimizationErnie Yana IINo ratings yet
- Injection Molding Process ExplainedDocument5 pagesInjection Molding Process ExplainedRodrigo AndradeNo ratings yet
- Plastic Injection MouldingDocument28 pagesPlastic Injection MouldingDavid StefanNo ratings yet
- Injection Molding Process ExplainedDocument12 pagesInjection Molding Process Explainedralph2324No ratings yet
- Inj Moulding of Thermoset MaterialsDocument3 pagesInj Moulding of Thermoset MaterialsvinayakNo ratings yet
- Report Plastic Injection MoldingDocument40 pagesReport Plastic Injection Moldingابو حنيف100% (3)
- Injection Moulding Process and Applications of PolypropyleneDocument20 pagesInjection Moulding Process and Applications of PolypropyleneSumanta Das100% (1)
- Injection Molding Conditions of ABS - LGDocument7 pagesInjection Molding Conditions of ABS - LGLorrayneNo ratings yet
- Molding Process PDFDocument7 pagesMolding Process PDFSreedhar PugalendhiNo ratings yet
- Compression MouldingDocument6 pagesCompression Mouldinglynda jerbiaNo ratings yet
- Musa R. Kamal - The Plasticating System For Injection Molding MachinesDocument39 pagesMusa R. Kamal - The Plasticating System For Injection Molding MachinesStarchyLittleOleMeNo ratings yet
- دورة تشغيل ماكينات البلاستيكDocument28 pagesدورة تشغيل ماكينات البلاستيكfadyNo ratings yet
- Setting Conditions, Producing, and Sampling Injection MoldingDocument9 pagesSetting Conditions, Producing, and Sampling Injection MoldingNazriNo ratings yet
- Injection Molding CycleDocument3 pagesInjection Molding CyclepavankumarsrsNo ratings yet
- Injection MoldingDocument14 pagesInjection MoldingShreyansh ShuklaNo ratings yet
- Injection MouldingDocument33 pagesInjection MouldingArpit S SavarkarNo ratings yet
- Injection mouldingCH2Document8 pagesInjection mouldingCH2prasanna_326avanthiNo ratings yet
- PET Processing V4 - 2Document18 pagesPET Processing V4 - 2Somasundaram Yamaraja100% (6)
- 15 Hold Pressure Selection PDFDocument3 pages15 Hold Pressure Selection PDFAlexNo ratings yet
- Injection Molding Guide for Plastics ProfessionalsDocument33 pagesInjection Molding Guide for Plastics Professionalskemo_750252831No ratings yet
- Seminar ReportDocument23 pagesSeminar Reportbijithbigb0% (1)
- Injection Moulding Training ManualDocument38 pagesInjection Moulding Training ManualChetan RaoNo ratings yet
- Process Parameters in Injection Moulding: by Devang NaikDocument24 pagesProcess Parameters in Injection Moulding: by Devang NaikAmit PrasadNo ratings yet
- Injection Molding Process GuideDocument32 pagesInjection Molding Process Guideamdan srlNo ratings yet
- Plastic Moulding ProcessDocument4 pagesPlastic Moulding Processkeerthi939No ratings yet
- Injection Molding BasicsDocument26 pagesInjection Molding BasicsVIGNESH100% (1)
- Practical Guide To Rubber Injection MouldingDocument10 pagesPractical Guide To Rubber Injection Mouldingسعید اینانلوNo ratings yet
- Summer Training Project ReportDocument28 pagesSummer Training Project ReportSaurav GabaNo ratings yet
- Setting Process Conditions - Injection MoldingDocument44 pagesSetting Process Conditions - Injection MoldingRaja PandiNo ratings yet
- Operating Manual CAT 370 DZ400Document10 pagesOperating Manual CAT 370 DZ400Arturo R. MalavéNo ratings yet
- Flow Lines Description: Flow Lines Are Streaks, Patterns, or Lines - Commonly Off-TonedDocument5 pagesFlow Lines Description: Flow Lines Are Streaks, Patterns, or Lines - Commonly Off-TonedMadhab BeraNo ratings yet
- Plastic injection moulding processes and testingDocument16 pagesPlastic injection moulding processes and testingdebdeepNo ratings yet
- Determining The Pressure Drop Theory and PracticeDocument4 pagesDetermining The Pressure Drop Theory and PracticeAdrian Vega VelasquezNo ratings yet
- Extrusion of Thermoplastics EXTRUSION Plays A Prominent Part On The Plastics Industry. Extrusion, UnlikeDocument21 pagesExtrusion of Thermoplastics EXTRUSION Plays A Prominent Part On The Plastics Industry. Extrusion, UnlikeParag NambiarNo ratings yet
- Transfer MouldingDocument3 pagesTransfer MouldingGirishNo ratings yet
- Establishing Robust Injection Molding: Viscosity Curve & Injection SpeedDocument5 pagesEstablishing Robust Injection Molding: Viscosity Curve & Injection SpeedPurushothama Nanje GowdaNo ratings yet
- Experiment - 4 - Macro Examination and Preservation of Specimen Using Mounting Press MachineDocument3 pagesExperiment - 4 - Macro Examination and Preservation of Specimen Using Mounting Press MachineFasihNo ratings yet
- Transfer MouldingDocument20 pagesTransfer MouldingSuranjana MandalNo ratings yet
- Blow - M.Document40 pagesBlow - M.Kagehiza Aghna IlmaNo ratings yet
- Hot Plate Welding of Plastics Moulded ComponentsDocument4 pagesHot Plate Welding of Plastics Moulded ComponentsMehmet Soysal100% (1)
- Educational Injection Moulder Model 25 Instruction ManualDocument17 pagesEducational Injection Moulder Model 25 Instruction ManualDynamic SaravananNo ratings yet
- Module Iv - Compression Molding ProcessesDocument11 pagesModule Iv - Compression Molding ProcessesAntonius PrakosaNo ratings yet
- Procedure For Investment CastingDocument4 pagesProcedure For Investment CastingRAJARAMNo ratings yet
- Plastic Thermoplastic Thermosetting PolymersDocument2 pagesPlastic Thermoplastic Thermosetting Polymersmrsmech84No ratings yet
- Meat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingFrom EverandMeat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingNo ratings yet
- Interacademic Collaboration Involving Higher Education Institutions in Tlaxcala and Puebla, Mexico. Presented in Collaboration with Université Clermont Auvergne (France): Case Studies of Collaborative, Multidisciplinary Applications.From EverandInteracademic Collaboration Involving Higher Education Institutions in Tlaxcala and Puebla, Mexico. Presented in Collaboration with Université Clermont Auvergne (France): Case Studies of Collaborative, Multidisciplinary Applications.No ratings yet
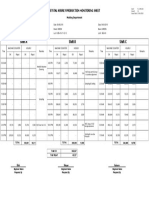
- Netstal Hourly Production Monitoring Sheet 08-08-2018Document1 pageNetstal Hourly Production Monitoring Sheet 08-08-2018saadbinsadaqat123456No ratings yet
- Saad Bin Sadaqat ResumeDocument2 pagesSaad Bin Sadaqat Resumesaadbinsadaqat123456No ratings yet
- Saad Bin Sadaqat: ObjectiveDocument3 pagesSaad Bin Sadaqat: Objectivesaadbinsadaqat123456No ratings yet
- Netstal Hourly Production Monitoring Sheet 09-08-2018Document1 pageNetstal Hourly Production Monitoring Sheet 09-08-2018saadbinsadaqat123456No ratings yet
- Chapman, Greg Lr410 3450 Dulong, Jef Kt801 875 Carlson, Ty M645 1200 Keiser, Debra A908 450 Moreland, Barbarapl700 5000Document1 pageChapman, Greg Lr410 3450 Dulong, Jef Kt801 875 Carlson, Ty M645 1200 Keiser, Debra A908 450 Moreland, Barbarapl700 5000saadbinsadaqat123456No ratings yet
- Sadaqat Hussain: Summary of QualificationsDocument3 pagesSadaqat Hussain: Summary of Qualificationssaadbinsadaqat123456No ratings yet
- Plastic Injection MoldsDocument5 pagesPlastic Injection MoldsMue ChNo ratings yet
- Lakson Group PresentationDocument32 pagesLakson Group PresentationFasih Ur RehmanNo ratings yet
- Netstal Hourly Production Monitoring Sheet 08-08-2018Document1 pageNetstal Hourly Production Monitoring Sheet 08-08-2018saadbinsadaqat123456No ratings yet
- Linear Programming Sensitivity Analysis: © 2007 Pearson EducationDocument37 pagesLinear Programming Sensitivity Analysis: © 2007 Pearson Educationhussain.aabid309No ratings yet
- Sameer Bin Sadaqat: About MeDocument2 pagesSameer Bin Sadaqat: About Mesaadbinsadaqat123456No ratings yet
- Lakson Group PresentationDocument32 pagesLakson Group PresentationFasih Ur RehmanNo ratings yet
- CSC Scholarship ProgramDocument3 pagesCSC Scholarship Programsaadbinsadaqat123456No ratings yet
- Policy Quota SeatsDocument13 pagesPolicy Quota Seatssaadbinsadaqat123456100% (4)
- Sensitivity 2Document28 pagesSensitivity 2saadbinsadaqat123456No ratings yet
- B56Document3 pagesB56saadbinsadaqat123456No ratings yet
- New Text Docu MentDocument1 pageNew Text Docu Mentsaadbinsadaqat123456No ratings yet
- Service Record of EngineersDocument1 pageService Record of Engineerssaadbinsadaqat123456No ratings yet
- Mcdonald'S Operations Management, 10 Decisions, ProductivityDocument2 pagesMcdonald'S Operations Management, 10 Decisions, Productivitysaadbinsadaqat123456No ratings yet
- Mcdonald'S Operations Management, 10 Decisions, ProductivityDocument2 pagesMcdonald'S Operations Management, 10 Decisions, Productivitysaadbinsadaqat123456No ratings yet
- Study Programmes Eligible FinalDocument943 pagesStudy Programmes Eligible Finalsaadbinsadaqat123456No ratings yet
- Issb 1Document7 pagesIssb 1saadbinsadaqat123456No ratings yet
- HEC Form HungaryDocument6 pagesHEC Form HungaryHasan AhmedNo ratings yet
- New Text DoncumentDocument1 pageNew Text Doncumentsaadbinsadaqat123456No ratings yet
- Two-Year Diploma Curriculum for Physiotherapy TechniciansDocument21 pagesTwo-Year Diploma Curriculum for Physiotherapy Technicianssaadbinsadaqat123456No ratings yet
- New Text DoncumentDocument1 pageNew Text Doncumentsaadbinsadaqat123456No ratings yet
- Issb 1Document7 pagesIssb 1saadbinsadaqat123456No ratings yet
- Noori MehfilDocument2 pagesNoori Mehfilsaadbinsadaqat123456No ratings yet
- Automate lab exercises with ASRS and robotic armsDocument5 pagesAutomate lab exercises with ASRS and robotic armssaadbinsadaqat123456No ratings yet
- Guitar Interactive 25 2014 Gus GDocument302 pagesGuitar Interactive 25 2014 Gus GNeil Carroll100% (1)
- Iso 1182 2020Document12 pagesIso 1182 2020Alessandro MendonçaNo ratings yet
- Page 7Document1 pagePage 7S.p.karthik RajaNo ratings yet
- 2 Pre Colonial Luzon PDFDocument58 pages2 Pre Colonial Luzon PDFAbigail Palmones100% (1)
- ELECTRONICS Grade10 Quarter1 Module6 Week6 PDFDocument5 pagesELECTRONICS Grade10 Quarter1 Module6 Week6 PDFxander isonNo ratings yet
- Alzheimer's DiseaseDocument19 pagesAlzheimer's Diseasesanthiyasandy67% (6)
- Brochure LEET 2013 14 FinalDocument114 pagesBrochure LEET 2013 14 FinalAnsh SharmaNo ratings yet
- Softcel U 1000 - en - 05494931 15528154 15528156Document3 pagesSoftcel U 1000 - en - 05494931 15528154 15528156s0n1907No ratings yet
- Bon Appetit July 2017Document112 pagesBon Appetit July 2017nguyensalmonNo ratings yet
- Overcurrent Functions: IDMT Curves ExercisesDocument7 pagesOvercurrent Functions: IDMT Curves ExercisesYousefNo ratings yet
- Lecture Notes on Non-Conventional Energy Sources (18ME651Document29 pagesLecture Notes on Non-Conventional Energy Sources (18ME651Puneeth hr2No ratings yet
- Lab 1-Dc Generator Its CharacteristicsDocument9 pagesLab 1-Dc Generator Its CharacteristicsBrian WaithakaNo ratings yet
- Partial Differentiation ExplainedDocument14 pagesPartial Differentiation ExplainedKausalya deviNo ratings yet
- Ebook PDF Chemistry An Introduction To General Organic and Biological Chemistry 12th Edition PDFDocument51 pagesEbook PDF Chemistry An Introduction To General Organic and Biological Chemistry 12th Edition PDFkathleen.williams876100% (33)
- Spectacled Bear Species in DangerDocument5 pagesSpectacled Bear Species in DangerCubaC89No ratings yet
- Name: Parmar Pratik K. MSC Sem-1 Roll No.-7 Guided By-Dr. N. Y. BhattDocument29 pagesName: Parmar Pratik K. MSC Sem-1 Roll No.-7 Guided By-Dr. N. Y. BhattPratik ParmarNo ratings yet
- U.K. Shakyawar - ERDMPDocument32 pagesU.K. Shakyawar - ERDMPPanchdev KumarNo ratings yet
- Verb Tense Quiz 1 and 2Document5 pagesVerb Tense Quiz 1 and 2sscertelNo ratings yet
- Chlorine Reference ManualDocument62 pagesChlorine Reference ManualKimberly ConleyNo ratings yet
- Front Mount HF TechdataDocument14 pagesFront Mount HF TechdataAlexandru NicuNo ratings yet
- Nerd Chef: Joshua Davidson's ResumeDocument2 pagesNerd Chef: Joshua Davidson's ResumejwdavidsonNo ratings yet
- F3 - Day 20Document6 pagesF3 - Day 20Duy LêNo ratings yet
- 3 Gorges DamDocument2 pages3 Gorges DamAdeel AsgharNo ratings yet
- Vertical City Advantage and Disadvantage PDFDocument4 pagesVertical City Advantage and Disadvantage PDFVismithaNo ratings yet
- Workshop ProceedingsDocument71 pagesWorkshop ProceedingsAndualem TadesseNo ratings yet
- Swimming Pool Design Rev-0Document2 pagesSwimming Pool Design Rev-0Haytham Samir75% (4)
- G7 Group Presentation SlideDocument16 pagesG7 Group Presentation SlideHtoo Myat AungNo ratings yet
- Arjen Kleinherenbrink - Against Continuity - Gilles Deleuze's Speculative Realism (2019, Edinburgh University Press) PDFDocument328 pagesArjen Kleinherenbrink - Against Continuity - Gilles Deleuze's Speculative Realism (2019, Edinburgh University Press) PDFRondnelly Nunes100% (1)
- Manual of Instructions For Bernette Sew and Go 8Document80 pagesManual of Instructions For Bernette Sew and Go 8Anna Costalonga50% (2)
- Manuskrip Jurnal IndahDocument6 pagesManuskrip Jurnal IndahindahNo ratings yet