You might also like
- Nilfisk Egholm City Ranger 2250 Hydraulic CatalogDocument32 pagesNilfisk Egholm City Ranger 2250 Hydraulic Catalogalex33% (3)
- PipingDocument158 pagesPipingmiteshmayurNo ratings yet
- ALN FP ESA MEC SPC 0001 - 92B2.1 General Welding, Fabrication and InspectionDocument31 pagesALN FP ESA MEC SPC 0001 - 92B2.1 General Welding, Fabrication and Inspectionahmed.njahNo ratings yet
- Quality Assurance Plan: High Frequency Electric Resistance Welded PipeDocument15 pagesQuality Assurance Plan: High Frequency Electric Resistance Welded PipeSachin KumarNo ratings yet
- HTP - PRC.PRG.10009-Process Minimum Requirements-Sept 2009 PDFDocument25 pagesHTP - PRC.PRG.10009-Process Minimum Requirements-Sept 2009 PDFFlorin Daniel AnghelNo ratings yet
- Spon's Price Book Update 2010 Nr. 3Document7 pagesSpon's Price Book Update 2010 Nr. 3jacom08No ratings yet
- Piling RatesDocument4 pagesPiling RatesMatt Crane50% (2)
- Nde Map & Nde Procedure (Sudah Di Revisi)Document4 pagesNde Map & Nde Procedure (Sudah Di Revisi)Hardika SambilangNo ratings yet
- Especificaciones de Construcción de Trabajo para La Gestión de Las Actividades de SoldaduraDocument14 pagesEspecificaciones de Construcción de Trabajo para La Gestión de Las Actividades de SoldaduraMartin Morales RodriguezNo ratings yet
- F5063a-K-003-00 NDT Procedure PDFDocument11 pagesF5063a-K-003-00 NDT Procedure PDFJatmika Budi SantosaNo ratings yet
- DRP001-OUF-GAL-PRO-Q-000-067 Rev-S1Document61 pagesDRP001-OUF-GAL-PRO-Q-000-067 Rev-S1Rafat KhanNo ratings yet
- 3 Steel Structure Installation CLDocument2 pages3 Steel Structure Installation CLwhah11No ratings yet
- Sandblasting & Painting Progress Daily Register ForDocument2 pagesSandblasting & Painting Progress Daily Register Forsudeesh kumarNo ratings yet
- Iqwq FT LSPDS 00 032003 - 0a PDFDocument73 pagesIqwq FT LSPDS 00 032003 - 0a PDFhapinefeNo ratings yet
- Murphy Offshore Inspection and Maintenance ReportDocument20 pagesMurphy Offshore Inspection and Maintenance ReportJaowad DabielNo ratings yet
- Wps Mig PDF FreeDocument3 pagesWps Mig PDF Freehanz bermejoNo ratings yet
- GA Drawing Deluge Valve System - R2Document4 pagesGA Drawing Deluge Valve System - R2Keannu Radhika Putra WibowoNo ratings yet
- Project:OLMTP Project No:16-PSS-002 Client:ZKB-RELIABLE: Daily Welding Inspection ReportDocument4 pagesProject:OLMTP Project No:16-PSS-002 Client:ZKB-RELIABLE: Daily Welding Inspection ReportEngr Saeed AnwarNo ratings yet
- Painting Inspection Report - 539 UVDocument1 pagePainting Inspection Report - 539 UVRahul MoottolikandyNo ratings yet
- JK Pipeline Welding & Installation Traceability Procedure CoDocument1 pageJK Pipeline Welding & Installation Traceability Procedure Cogst ajahNo ratings yet
- Punch List Report: Client Date Project No. Discipline Location Date of InspectionDocument1 pagePunch List Report: Client Date Project No. Discipline Location Date of InspectionHanuman RaoNo ratings yet
- Replace No.3 API Oil Separator Project: Daily Fitup ReportDocument20 pagesReplace No.3 API Oil Separator Project: Daily Fitup Reportsajay2010No ratings yet
- Saipem - Serept - Piping ClassDocument67 pagesSaipem - Serept - Piping ClassAHMED AMIRANo ratings yet
- Weld ElectrodesDocument42 pagesWeld ElectrodesNarendraNo ratings yet
- Fabrication Method For HSM 2 ProjectDocument14 pagesFabrication Method For HSM 2 ProjectMikiRoniWijayaNo ratings yet
- BIT Project EIL 91020Document41 pagesBIT Project EIL 91020Gourab KunduNo ratings yet
- Iqwq Ce1092 Qpqac 00 0002 - 0 Quality Control Procedure for Piping管道质量控制程序Document54 pagesIqwq Ce1092 Qpqac 00 0002 - 0 Quality Control Procedure for Piping管道质量控制程序Ali Majeed100% (1)
- SAIC-W-2077 Weld Joint Identification SystemDocument1 pageSAIC-W-2077 Weld Joint Identification Systemkarioke mohaNo ratings yet
- Snoop Leak Test LiquidDocument6 pagesSnoop Leak Test Liquidaldi_crisNo ratings yet
- Color Coding For MaterialsDocument1 pageColor Coding For Materialsvishal agrawalNo ratings yet
- Hydrostatic Test Procedure For Ug Non-Metallic Piping SystemDocument16 pagesHydrostatic Test Procedure For Ug Non-Metallic Piping SystemabrayalamNo ratings yet
- Specification For Hdpe (3lpe) Coating of Carbon Steel PipesDocument21 pagesSpecification For Hdpe (3lpe) Coating of Carbon Steel PipesDanish MohammedNo ratings yet
- Api-Mip-5lDocument76 pagesApi-Mip-5lVan LinhNo ratings yet
- Mabruk Phase 4 Project: Procedure For Welded Joints of Process and Utility PipeworkDocument38 pagesMabruk Phase 4 Project: Procedure For Welded Joints of Process and Utility PipeworkJabel Oil Services Technical DPTNo ratings yet
- TopCoreBelco 101 FCDocument9 pagesTopCoreBelco 101 FCCesar ArellanoNo ratings yet
- Pages From ONGC-SPEC-02-MS-03Document12 pagesPages From ONGC-SPEC-02-MS-03Prathamesh OmtechNo ratings yet
- 0468-Asom20-92p1-0006-001 - Flange Repair and Machining (Revised) PDFDocument11 pages0468-Asom20-92p1-0006-001 - Flange Repair and Machining (Revised) PDFDenny AgusNo ratings yet
- Welding Specification ChartDocument189 pagesWelding Specification ChartVivek SatapathyNo ratings yet
- Class P6A6Document24 pagesClass P6A6SalimNo ratings yet
- Welding Traceability ReportDocument1 pageWelding Traceability ReportvinothNo ratings yet
- Consumable Spec Rev 12Document24 pagesConsumable Spec Rev 12megastar0604No ratings yet
- Welder Qualification Register 01Document3 pagesWelder Qualification Register 01Andrei UrsacheNo ratings yet
- Dimensional Inspektion ReportDocument6 pagesDimensional Inspektion Reportdidi sudiNo ratings yet
- Tepng Onshore Const Itt Project Quality PlanDocument45 pagesTepng Onshore Const Itt Project Quality PlanTrustEmmaNo ratings yet
- Daily Fit-Up/Welding Inspection ReportDocument7 pagesDaily Fit-Up/Welding Inspection ReportRichard PeriyanayagamNo ratings yet
- API-1000-11 Rev 0Document3 pagesAPI-1000-11 Rev 0Mahesh MishraNo ratings yet
- MSOG-QAQC-F-19 Welder Qualification Test (WQT) SummaryDocument1 pageMSOG-QAQC-F-19 Welder Qualification Test (WQT) SummaryMohd SaffririzalNo ratings yet
- Tech SpecDocument16 pagesTech SpecKingston RivingtonNo ratings yet
- A-Method Statement Painting and Touch-Up Painting For Furnace-CDocument20 pagesA-Method Statement Painting and Touch-Up Painting For Furnace-CTrương Đông HưngNo ratings yet
- 1.1 Welder Test 86,350,000: PackageDocument2 pages1.1 Welder Test 86,350,000: PackageAhmad Dzulfiqar RahmanNo ratings yet
- Neral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFDocument26 pagesNeral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFcarlosNo ratings yet
- Welding Map: PROJECT: Repair of Damaged Pipelines & Process Lines - MARETAP - EZZAOUIA FIELDDocument1 pageWelding Map: PROJECT: Repair of Damaged Pipelines & Process Lines - MARETAP - EZZAOUIA FIELDMajdi Jerbi100% (1)
- SNO P GS 001 Rev0 EPC General RequirementDocument160 pagesSNO P GS 001 Rev0 EPC General Requirementaike_5No ratings yet
- MD1-0-T-030-05-00072 - ITP For AG Piping of Alloy SteelDocument8 pagesMD1-0-T-030-05-00072 - ITP For AG Piping of Alloy SteelTran KhuynhNo ratings yet
- EM-SRC-0005-Marking Packaging Preservation and Shipping Requirements PDFDocument37 pagesEM-SRC-0005-Marking Packaging Preservation and Shipping Requirements PDFdang2172014No ratings yet
- Itp For STR Steel WorksDocument9 pagesItp For STR Steel WorksGauravSinghNo ratings yet
- Approved Weld Procedure SpecificationsDocument38 pagesApproved Weld Procedure SpecificationsJohan0001No ratings yet
- Gen PNG STD 001 - 02Document40 pagesGen PNG STD 001 - 02Jose C. MelendezNo ratings yet
- A2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5Document5 pagesA2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5ochableNo ratings yet
- Bolt Tighting ProcedureDocument4 pagesBolt Tighting ProcedureAL-Kafaji HaithamNo ratings yet
- IS, I I I: Name of ManufacturerDocument1 pageIS, I I I: Name of ManufacturercynideNo ratings yet
- 17 020 Ms 001 Excavation r2Document19 pages17 020 Ms 001 Excavation r2Alaa M. GhazalahNo ratings yet
- Company Specification For Onshore Plants Decommissioning and Relevant Site Remediation / ReclamationDocument67 pagesCompany Specification For Onshore Plants Decommissioning and Relevant Site Remediation / ReclamationGlad BlazNo ratings yet
- Pages From F4632 - SRI - Catalogue 2019 - OP - Low ResDocument1 pagePages From F4632 - SRI - Catalogue 2019 - OP - Low ResAlaa M. GhazalahNo ratings yet
- Archivetempfirst VdS-Approval For Installer of Extinguishing Systems Outside EuropeDocument1 pageArchivetempfirst VdS-Approval For Installer of Extinguishing Systems Outside EuropeAlaa M. GhazalahNo ratings yet
- Pages From F4632 - SRI - Catalogue 2019 - OP - Low ResDocument1 pagePages From F4632 - SRI - Catalogue 2019 - OP - Low ResAlaa M. GhazalahNo ratings yet
- Installation and Maintenance Manual For Electric Fire Pump Controllers With Automatic Transfer Switch Model GPX + GPG or GpuDocument43 pagesInstallation and Maintenance Manual For Electric Fire Pump Controllers With Automatic Transfer Switch Model GPX + GPG or GpusimonsecurityNo ratings yet
- National Fire Alarm and Signaling Code.: Water Spray Fixed Systems For Fire ProtectionDocument1 pageNational Fire Alarm and Signaling Code.: Water Spray Fixed Systems For Fire ProtectionAlaa M. GhazalahNo ratings yet
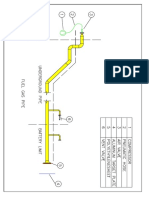
- Air Blowing Sketchr1Document1 pageAir Blowing Sketchr1Alaa M. GhazalahNo ratings yet
- Chapter 5 Plans and Hydraulic CalculationsDocument1 pageChapter 5 Plans and Hydraulic CalculationsAlaa M. GhazalahNo ratings yet
- Binder 1Document23 pagesBinder 1Alaa M. GhazalahNo ratings yet
- 17 020 Ms 001 Excavation r2Document19 pages17 020 Ms 001 Excavation r2Alaa M. GhazalahNo ratings yet
- BS336 PDFDocument9 pagesBS336 PDFSatish KumarNo ratings yet
- Weld Fitting Specs PDFDocument24 pagesWeld Fitting Specs PDFSalmanNo ratings yet
- Ut Universal ThermostatsDocument4 pagesUt Universal ThermostatsTanveer ShaikhNo ratings yet
- Ats AmfDocument6 pagesAts AmfIrvan WiranataNo ratings yet
- AquaFit4Use - Water Quality Demands in Paper-Chemical-Food-Textile Industry PDFDocument125 pagesAquaFit4Use - Water Quality Demands in Paper-Chemical-Food-Textile Industry PDFVania Putri SenitaNo ratings yet
- General Design Requirements: 4.1 Access 4.1.1 This Section Aims To Ensure Proper Access For All People, With or WithoutDocument65 pagesGeneral Design Requirements: 4.1 Access 4.1.1 This Section Aims To Ensure Proper Access For All People, With or WithoutvaibhavNo ratings yet
- Adhesive From Petrol and ThermocolDocument3 pagesAdhesive From Petrol and ThermocolEditor IJTSRD100% (1)
- Evolution of Symbols On 1,2,5 Rupee Coins, Since Independence Till NowDocument13 pagesEvolution of Symbols On 1,2,5 Rupee Coins, Since Independence Till NowHarmeet KaurNo ratings yet
- Mivan Technology Internship ReportDocument33 pagesMivan Technology Internship ReportNicolas SparksNo ratings yet
- HilanDocument22 pagesHilanDaniel Silva RodriguezNo ratings yet
- Master Cat 09Document49 pagesMaster Cat 09avw410No ratings yet
- Hastelloy C276 Lap Joint Flange 900LB 900# CLASS900Document2 pagesHastelloy C276 Lap Joint Flange 900LB 900# CLASS900Yilia WangNo ratings yet
- Rit Formula Sae Racing Variable Intake: Project Number: P10227Document8 pagesRit Formula Sae Racing Variable Intake: Project Number: P10227Deepank SachdevNo ratings yet
- Technical Data Sheet Eurobent Nt-35 (Zakładka)Document1 pageTechnical Data Sheet Eurobent Nt-35 (Zakładka)Dannyamil AriasNo ratings yet
- Tropical Paper1Document9 pagesTropical Paper1Danica May TorresNo ratings yet
- Hydratight Morgrip Swivel Ring Flyer PDFDocument2 pagesHydratight Morgrip Swivel Ring Flyer PDFSenthil KumarNo ratings yet
- Diseño de Caja Acustica Bajos 18sound IPAL Double 18Document26 pagesDiseño de Caja Acustica Bajos 18sound IPAL Double 18omarquisperojas100% (1)
- Kalyanasundaram Palaniappan BLK 468A Admiralty Drive, #04-129 SINGAPORE - 751468. H/P: 81691165 Singapore PR (S7564808A)Document7 pagesKalyanasundaram Palaniappan BLK 468A Admiralty Drive, #04-129 SINGAPORE - 751468. H/P: 81691165 Singapore PR (S7564808A)GomathyselviNo ratings yet
- 2008 ARCTIC CAT 366 Service Repair Manual PDFDocument40 pages2008 ARCTIC CAT 366 Service Repair Manual PDFfuksekfmmd100% (1)
- Relationship Between BS en ISODocument2 pagesRelationship Between BS en ISOkuraimund100% (1)
- Bremen ManualDocument120 pagesBremen Manual4ddy23100% (1)
- Exp 1 Flakiness and Elongation Index (Transportation Engineering)Document5 pagesExp 1 Flakiness and Elongation Index (Transportation Engineering)HamzaZahidNo ratings yet
- Alloy (UNS) Rwma Astm SAE AMS Federal (QQ) MIL JIS BS EN DIN Asme Alloy (UNS)Document3 pagesAlloy (UNS) Rwma Astm SAE AMS Federal (QQ) MIL JIS BS EN DIN Asme Alloy (UNS)Delfino NavejuNo ratings yet
- 03.i. Pipe Data SheetDocument1 page03.i. Pipe Data SheetBalaji NaikNo ratings yet
- T.sai Praval (Resume 2018)Document3 pagesT.sai Praval (Resume 2018)Praval SaiNo ratings yet
- Your Free Ebook Making Your Mark PDFDocument21 pagesYour Free Ebook Making Your Mark PDFMaria Iacob0% (1)
- LG-LM-M1040 HiFi Schematic DiagramsDocument56 pagesLG-LM-M1040 HiFi Schematic DiagramsgeofreygachieNo ratings yet
- Item Material Description Qty UnitDocument18 pagesItem Material Description Qty UnitFroilan EspinosaNo ratings yet