You might also like
- Consumo 6-12 DicDocument28 pagesConsumo 6-12 Dicstephanie caján poloNo ratings yet
- Cómputo de CabillasDocument2 pagesCómputo de CabillasCarlos AugustoNo ratings yet
- Reporte - Diario - DPTO - MAYO 2022Document250 pagesReporte - Diario - DPTO - MAYO 2022Jimmy Vargas ArteagaNo ratings yet
- Listado de InsumosDocument2 pagesListado de InsumosJhon SonNo ratings yet
- Caudal en Plantas de Tratamiento de A. ResidualesDocument1 pageCaudal en Plantas de Tratamiento de A. ResidualesRosa Salinas CordovaNo ratings yet
- Padron Compatib. Usuarios NEC SamanDocument14 pagesPadron Compatib. Usuarios NEC SamanYohusef Edizon Hualla PeralesNo ratings yet
- 2.11.2 Junín: Principales Indicadores Socioeconómicos, Diciembre 2018-2019Document2 pages2.11.2 Junín: Principales Indicadores Socioeconómicos, Diciembre 2018-2019Susana Silvestre DominguezNo ratings yet
- Presupuesto Jolores LISTODocument1 pagePresupuesto Jolores LISTOYeny RamosNo ratings yet
- HertDocument31 pagesHertRodrigo Morales AnguloNo ratings yet
- Solución - Costos de Setup - Productos PlásticosDocument7 pagesSolución - Costos de Setup - Productos PlásticosEduardo SandovalNo ratings yet
- GuiaDocument1 pageGuiaVictor Jesus Santisteban AncajimaNo ratings yet
- Laminado Molde Pastillas RPM PESO (Kg/MIN) 207 28 5796 15.6975Document3 pagesLaminado Molde Pastillas RPM PESO (Kg/MIN) 207 28 5796 15.6975Edith AlvaradoNo ratings yet
- Cronograma Adquisicion InsumosDocument3 pagesCronograma Adquisicion InsumosLuis Efrain CoaquiraNo ratings yet
- InformeDocument6 pagesInformeISAIAS FARFAN POTOSINONo ratings yet
- Solución Control 04Document2 pagesSolución Control 04Mishell Dávila GarcíaNo ratings yet
- Flete Terrestre Tinca OkDocument10 pagesFlete Terrestre Tinca OkJhonJordanZaratePonceNo ratings yet
- GestionDocument8 pagesGestionmaria paula liñan maestreNo ratings yet
- Calculo de Flete y MovilizacionDocument12 pagesCalculo de Flete y MovilizacionMarco Alex Flores FloresNo ratings yet
- Master Guides Mcoc - by Arxem - Costo General de MaestriasDocument1 pageMaster Guides Mcoc - by Arxem - Costo General de MaestriasNamdeivNo ratings yet
- Master Guides Mcoc - by Arxem - Costo General de MaestriasDocument1 pageMaster Guides Mcoc - by Arxem - Costo General de MaestriasNamdeivNo ratings yet
- Avp 4Document5 pagesAvp 4Alejandro MoriNo ratings yet
- Formato Completo Balance Hidrico Don CarlosDocument2 pagesFormato Completo Balance Hidrico Don CarlosLaura TarazonaNo ratings yet
- Finales Planta RodrigoDocument13 pagesFinales Planta RodrigoMarcelo Sebastian Malca RiveraNo ratings yet
- Bacteriologia MaterialesDocument2 pagesBacteriologia MaterialesSergio Siles RiveroNo ratings yet
- 1#1 Asfalto NaturalDocument1 page1#1 Asfalto NaturalMYA AUX COMPRASNo ratings yet
- Idf 80Document1 pageIdf 80Kevin Fernando Ramos RivasNo ratings yet
- 1ro ContDocument1 page1ro ContDiego PinedaNo ratings yet
- 3 T.S.R 08 09 Septiembre TSRDocument6 pages3 T.S.R 08 09 Septiembre TSRWilmer Fernando Ramirez MotoaNo ratings yet
- Datos Del Proyecto - 4Document1 pageDatos Del Proyecto - 4Humberto Imata SumireNo ratings yet
- f5 Sect Est SinaDocument2 pagesf5 Sect Est SinaAlan AlvaroNo ratings yet
- 8.2.4. Presupuesto de RecursosDocument4 pages8.2.4. Presupuesto de RecursosWaldir999No ratings yet
- Cronograma de Adquisicion de Materiales 3Document10 pagesCronograma de Adquisicion de Materiales 3Jesus CaceresNo ratings yet
- Histograma HH (09-07-2015)Document10 pagesHistograma HH (09-07-2015)reinamen2010No ratings yet
- PPT-2023-MINEM CEM PL 5219 y 3621 3)Document10 pagesPPT-2023-MINEM CEM PL 5219 y 3621 3)Nahum Rios CasaNo ratings yet
- 2do ContDocument2 pages2do ContDiego PinedaNo ratings yet
- Historial Productivo SecochaDocument2 pagesHistorial Productivo Secochajohann arceNo ratings yet
- Apu Proyecto AvicolaDocument485 pagesApu Proyecto Avicolayamil gonzalezNo ratings yet
- 14 Lixiviacion de Ripios Botadero 20 PDFDocument30 pages14 Lixiviacion de Ripios Botadero 20 PDFDiego Ignacio Cabrera Alvarez100% (1)
- Información de Plan Mtto CorrectivoDocument34 pagesInformación de Plan Mtto CorrectivoRodrigo VargasNo ratings yet
- INFORME DE AC PROVEEDOR-signedDocument12 pagesINFORME DE AC PROVEEDOR-signeddario rivasNo ratings yet
- Cronogramas AceleradosDocument7 pagesCronogramas Aceleradoseduardo robles cuestasNo ratings yet
- Principales Cultivos - TACNADocument23 pagesPrincipales Cultivos - TACNAOli Taype RoqueNo ratings yet
- HipismosDocument19 pagesHipismosIngrid Canales MontielNo ratings yet
- Cubiertas 184 PDFDocument1 pageCubiertas 184 PDFCarlos Mario Barreto PadillaNo ratings yet
- BaseDocument3 pagesBaseBRAYAN PEÑANo ratings yet
- Cuadro de Carga ST - BombasDocument1 pageCuadro de Carga ST - Bombaspedro ortizNo ratings yet
- Cuadro de Carga ST - Bombas PDFDocument1 pageCuadro de Carga ST - Bombas PDFpedro ortizNo ratings yet
- Cuadro de Carga ST - PiscinaDocument1 pageCuadro de Carga ST - Piscinapedro ortiz0% (1)
- Estructura de CostoDocument2 pagesEstructura de CostoLicda Manuela Perez꧂No ratings yet
- Laboratorio LosaDocument7 pagesLaboratorio LosaWFelip Ayala TineoNo ratings yet
- Materiales en CampoDocument6 pagesMateriales en CampoMely Carbajo MurgaNo ratings yet
- FLOWSHEETDocument1 pageFLOWSHEETJUNIOR ANDERSON TINOCO FALERONo ratings yet
- Listado de InsumosDocument2 pagesListado de InsumosJhon SonNo ratings yet
- Calculo de Flete TerrestreDocument4 pagesCalculo de Flete TerrestreRudy HmNo ratings yet
- Programación Embarque Semana 31Document15 pagesProgramación Embarque Semana 31Eder PalaciosNo ratings yet
- Formulacion BiomercDocument8 pagesFormulacion BiomercJorge Arreaga CastilloNo ratings yet
- Formulas PanaderasDocument6 pagesFormulas PanaderasRonny Armas100% (2)
- Refinación de Aceite de PescadoDocument27 pagesRefinación de Aceite de PescadoAlmendra Stefanny Purisaca OsorioNo ratings yet
- Tacna Anuario Estadistico Agricola 2017Document22 pagesTacna Anuario Estadistico Agricola 2017Victor SJNo ratings yet
- Text UraDocument2 pagesText UraJimy OblitasNo ratings yet
- Introducción A La Reología de Los AlimentosDocument47 pagesIntroducción A La Reología de Los AlimentosRmOossa GrrNo ratings yet
- Ds 007-2013-Ef Nueva Escala de ViaticosDocument2 pagesDs 007-2013-Ef Nueva Escala de ViaticosGilmer Estrada NunezNo ratings yet
- 01.modelo de CV - EstudianteDocument1 page01.modelo de CV - EstudianteJimy OblitasNo ratings yet
- Diseño Factorial 2x2Document9 pagesDiseño Factorial 2x2Jimy OblitasNo ratings yet
- 3M Guia ColiformesDocument8 pages3M Guia ColiformesJose PerezNo ratings yet
- GGHGHDocument6 pagesGGHGHJimy OblitasNo ratings yet
- TFM L67 PDFDocument33 pagesTFM L67 PDFJimy OblitasNo ratings yet
- Esquema de InformeDocument2 pagesEsquema de InformeJimy OblitasNo ratings yet
- 1.1. Examen Parcial COESCA 2Document12 pages1.1. Examen Parcial COESCA 2Jimy OblitasNo ratings yet
- BalanceDocument10 pagesBalanceJimy OblitasNo ratings yet
- Exposicion Congreso EcuadorDocument4 pagesExposicion Congreso EcuadorJimy OblitasNo ratings yet
- Fide LizaDocument12 pagesFide LizaJimy OblitasNo ratings yet
- 02 Logros EjericiosDocument3 pages02 Logros EjericiosJimy OblitasNo ratings yet
- LNPS COHB OEFB ES Semana01 consejosParaElDisenoDeRubricas PDFDocument3 pagesLNPS COHB OEFB ES Semana01 consejosParaElDisenoDeRubricas PDFJimy OblitasNo ratings yet
- 09 BM No Estacionario 2Document13 pages09 BM No Estacionario 2Jimy OblitasNo ratings yet
- Ds 007-2013-Ef Nueva Escala de ViaticosDocument2 pagesDs 007-2013-Ef Nueva Escala de ViaticosGilmer Estrada NunezNo ratings yet
- EDU072 AlvarezDocument10 pagesEDU072 Alvarezjhorge15No ratings yet
- Todo SintesisDocument75 pagesTodo SintesisrenakovichNo ratings yet
- 2 - Análisis de Datos CualitativosDocument7 pages2 - Análisis de Datos CualitativosYo GoldNo ratings yet
- N11a09 PDFDocument4 pagesN11a09 PDFJimy OblitasNo ratings yet
- Manufactura Esbelta Propuestas de Mejora Al ProcesoDocument21 pagesManufactura Esbelta Propuestas de Mejora Al ProcesoGabriel PegueroNo ratings yet
- Libro Analisis Multivariante RepositorioDocument168 pagesLibro Analisis Multivariante RepositorioJimy OblitasNo ratings yet
- Eca Aire MemDocument4 pagesEca Aire MemCarlos_Huanqui_1148No ratings yet
- TERMO2005 CAP5 Definiciones Fundamentales Abril 2005Document74 pagesTERMO2005 CAP5 Definiciones Fundamentales Abril 2005Jimy OblitasNo ratings yet
- Taller AMEFDocument85 pagesTaller AMEFJimy OblitasNo ratings yet
- TermodinamicaDocument13 pagesTermodinamicaAnonymous 1MirkQwNo ratings yet
- N11a09 PDFDocument4 pagesN11a09 PDFJimy OblitasNo ratings yet
- AutomatizacionDocument48 pagesAutomatizacioneulaquioNo ratings yet
- Gurus de CalidadDocument44 pagesGurus de CalidadLiz VazquezNo ratings yet
- 9 - 91.36 Gestión de CalidadDocument15 pages9 - 91.36 Gestión de Calidadanon_242354499No ratings yet
- Presupuesto para Capacitación en 5S ArpanDocument9 pagesPresupuesto para Capacitación en 5S ArpanVictor Caicedo100% (1)
- Viabilidad y ConfiabilidadDocument38 pagesViabilidad y ConfiabilidadGraceUcañanFernandezNo ratings yet
- Certificacion Laboratorio ClinicoDocument50 pagesCertificacion Laboratorio ClinicoPaúl SocasiNo ratings yet
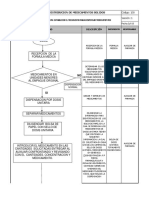
- Flujograma Dispensacion Mto Dosis UnitariaDocument2 pagesFlujograma Dispensacion Mto Dosis UnitariaYesenia CorderoNo ratings yet
- Ejemplo de Analisis de Fiabilidad SPSSDocument7 pagesEjemplo de Analisis de Fiabilidad SPSSMichael PerezNo ratings yet
- TQM TerminadooooooooooooooooooooooDocument19 pagesTQM TerminadooooooooooooooooooooooNelvi Maldonado MartinezNo ratings yet
- Registro Auxiliar Educacion Fisica Primer Trimestre 2019 Palestina AltaDocument6 pagesRegistro Auxiliar Educacion Fisica Primer Trimestre 2019 Palestina AltaJuan FuentesNo ratings yet
- Cuadro Comparativo - Pensadores de La CalidadDocument8 pagesCuadro Comparativo - Pensadores de La CalidadBrendaNo ratings yet
- Presentacion Control de Calidad UmssDocument24 pagesPresentacion Control de Calidad UmssRoman Rafael IbarraNo ratings yet
- Laboratorio 3 ImprimirDocument13 pagesLaboratorio 3 ImprimirC. Torrez SeleyNo ratings yet
- Programa de Seguridad - Metalarc 2014Document8 pagesPrograma de Seguridad - Metalarc 2014Freck Pedro OliveraNo ratings yet
- Calidad TotalDocument24 pagesCalidad TotalGianollk100% (1)
- Plan de Seguridad Salud y Medio Ambiente para - Cajero AtmDocument13 pagesPlan de Seguridad Salud y Medio Ambiente para - Cajero AtmronalNo ratings yet
- Método Kaizen Mejora ContinuaDocument25 pagesMétodo Kaizen Mejora ContinuaGianella Torres Merino0% (1)
- Sesion 12 - Modelos de Excelencia (Te)Document39 pagesSesion 12 - Modelos de Excelencia (Te)AEPCNo ratings yet
- Lista de Verificación General ISO 9001 MantenimientoDocument338 pagesLista de Verificación General ISO 9001 MantenimientoCrisss SánchezNo ratings yet
- Calidad Total Solución EmpresarialDocument90 pagesCalidad Total Solución EmpresarialLUIS ALBERTO DEL CARPIO SANCHEZNo ratings yet
- Plantilla Excel Auditoria 5S Sistemas OEEDocument2 pagesPlantilla Excel Auditoria 5S Sistemas OEEFrancis Alfaro BenavidesNo ratings yet
- 3 5SDocument48 pages3 5SErick Canales VeranoNo ratings yet
- Metodologia 5SDocument13 pagesMetodologia 5SKristen McgeeNo ratings yet
- Acciones Formativas Programadas-Autorizadas 2020 Privada-Coste Cero Actualizado 09-07-2020 PDFDocument4 pagesAcciones Formativas Programadas-Autorizadas 2020 Privada-Coste Cero Actualizado 09-07-2020 PDFMirella Lopez ResinoNo ratings yet
- Ciclo de Deming o Ciclo PhvaDocument7 pagesCiclo de Deming o Ciclo PhvaAugusto FloresNo ratings yet
- ProgramaDocument31 pagesProgramaCarlos Prz CisnerosNo ratings yet
- Formatos ADocument3 pagesFormatos ALiset Milder Ramirez DiazNo ratings yet
- FPS 08 1Document7 pagesFPS 08 1TonyRiverosBecerraNo ratings yet
- TEMAS 5 Gestión de CalidadDocument32 pagesTEMAS 5 Gestión de CalidadMuelasmochasNo ratings yet
- Herramientas para La Mejora de Calidad Con MinitabDocument75 pagesHerramientas para La Mejora de Calidad Con MinitabMa De la CruzNo ratings yet