You might also like
- RedeporteDocument2 pagesRedeporteCaLero NapoNo ratings yet
- ViasDocument24 pagesViasLuz AllpachoNo ratings yet
- Principios básicos de la flotabilidad y estabilidad de buquesDocument34 pagesPrincipios básicos de la flotabilidad y estabilidad de buquesmislibros123No ratings yet
- Horario Docente GradoDocument2 pagesHorario Docente GradoCaLero NapoNo ratings yet
- Ecuacion Geneal de La Energiaa PDFDocument15 pagesEcuacion Geneal de La Energiaa PDFDander VatanofNo ratings yet
- Santa ElenaDocument16 pagesSanta ElenaCaLero NapoNo ratings yet
- Alzheimer Final Ya 11Document14 pagesAlzheimer Final Ya 11CaLero NapoNo ratings yet
- Alzheimer Final Ya 11Document14 pagesAlzheimer Final Ya 11CaLero NapoNo ratings yet
- Invitacion Ofimatica Dber PDFDocument10 pagesInvitacion Ofimatica Dber PDFCaLero NapoNo ratings yet
- Informe 3 CavDocument9 pagesInforme 3 CavCaLero NapoNo ratings yet
- Trabajo de Ofimatica ExcelDocument7 pagesTrabajo de Ofimatica ExcelCaLero NapoNo ratings yet
- FICHA RESUMEN CV - Ingeniero ProyectistaDocument2 pagesFICHA RESUMEN CV - Ingeniero ProyectistaEcosullc E IrlNo ratings yet
- Guia 2 Ii Parcial 2Q Historia .3°bguDocument3 pagesGuia 2 Ii Parcial 2Q Historia .3°bguAylen PalaciosNo ratings yet
- Imagenes de Motos para Mujeres en ColombiaDocument4 pagesImagenes de Motos para Mujeres en Colombiaharleydavidsonmujer81No ratings yet
- Roo PDFDocument57 pagesRoo PDFJesús SixtecoNo ratings yet
- Extracción Líquido LíquidoDocument29 pagesExtracción Líquido LíquidoKary MendezNo ratings yet
- Transporte terrestre y manipuleo de cargas en campo petroleroDocument16 pagesTransporte terrestre y manipuleo de cargas en campo petroleromjohanacalarNo ratings yet
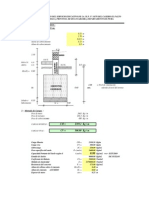
- Diseño Cimiento Corrido AULASDocument4 pagesDiseño Cimiento Corrido AULAScharles_civilNo ratings yet
- Tubos y accesorios PVC para instalaciones eléctricasDocument5 pagesTubos y accesorios PVC para instalaciones eléctricasCarlosTamayoCamposNo ratings yet
- Fiat Fiorino PDFDocument230 pagesFiat Fiorino PDFAstrid Leyes60% (10)
- Dimensionamiento de Ménsulas Cortas de HormigónDocument4 pagesDimensionamiento de Ménsulas Cortas de HormigónSantiago Gonzales RamosNo ratings yet
- Tesis MaestriaDocument136 pagesTesis MaestriaMARIO SILVANo ratings yet
- 2018E50136 - TIGFIL 2.25Cr1Mo 2.40mm 5.00kg PDFDocument1 page2018E50136 - TIGFIL 2.25Cr1Mo 2.40mm 5.00kg PDFWilson Ramirez ZuniniNo ratings yet
- Trabajo Final Caja ReductoraDocument141 pagesTrabajo Final Caja ReductoraDEYSI NELIDA RAMIREZ RODRIGUEZNo ratings yet
- Descarga de Big Bag - Gimat SRLDocument4 pagesDescarga de Big Bag - Gimat SRLWalberto Perez MolinaNo ratings yet
- Mecanica de Suelos Aplicada: Ensayo C.B.RDocument18 pagesMecanica de Suelos Aplicada: Ensayo C.B.RJorge Luis Huaman ParionaNo ratings yet
- Mejora eléctrica Ilo MoqueguaDocument26 pagesMejora eléctrica Ilo Moqueguagabrielafc92No ratings yet
- PLAN DE TRABAJO Estacionamiento de CamionetasDocument17 pagesPLAN DE TRABAJO Estacionamiento de Camionetaseliana vega tapiaNo ratings yet
- MTC 3Document24 pagesMTC 3Jesus Antonio CR100% (1)
- Welding BookDocument2 pagesWelding Bookmarco antonio ramos melendez100% (1)
- Transporte de ExplosivosDocument6 pagesTransporte de ExplosivosLismar C OrtizNo ratings yet
- Informe de Monitoreo Topográfico de TaludesDocument18 pagesInforme de Monitoreo Topográfico de TaludesJared HawkinsNo ratings yet
- Costos maquinaria taller agrícolaDocument25 pagesCostos maquinaria taller agrícolaAna RamirezNo ratings yet
- Software Libre y PropietarioDocument3 pagesSoftware Libre y Propietarioblesademena100% (2)
- 208 Es 15.820004Document8 pages208 Es 15.820004AntonioNo ratings yet
- Greissy Valverde Salinas - Mineria LincunaDocument9 pagesGreissy Valverde Salinas - Mineria Lincunagreiisy lorenaNo ratings yet
- Exposición I 2019.Document131 pagesExposición I 2019.Roy Aparicio PeraltaNo ratings yet
- Pablo Soroa PFC PDFDocument128 pagesPablo Soroa PFC PDFEdison PalominoNo ratings yet
- Sesión 6 - Logistica en La Construcción. Rev.1Document43 pagesSesión 6 - Logistica en La Construcción. Rev.1Will HMNo ratings yet
- 52 Pets Inspección Cambio Válvulas Pinch en Filtros 2022Document12 pages52 Pets Inspección Cambio Válvulas Pinch en Filtros 2022fabrizzioNo ratings yet