You might also like
- Sujets Examens Elasticit 2 PDFDocument13 pagesSujets Examens Elasticit 2 PDFaaerNo ratings yet
- Durabilite Des Mortiers A Base de Pouzzolane Naturelle EtDocument11 pagesDurabilite Des Mortiers A Base de Pouzzolane Naturelle EtMiloudi Safou100% (1)
- TrefilageDocument122 pagesTrefilagesor_68mNo ratings yet
- Stabilisation D'un Sol Gonflant Par L'ajout de Lait de ChauxDocument11 pagesStabilisation D'un Sol Gonflant Par L'ajout de Lait de ChauxSEDIMNo ratings yet
- CANIVEAU 50x50x200Document1 pageCANIVEAU 50x50x200Francis Zenwan Asouan DessoignyNo ratings yet
- TP Matériaux M1 - 2Document12 pagesTP Matériaux M1 - 2Med Bouhrir100% (1)
- Sable BentoniteDocument11 pagesSable BentoniteSid AhmedNo ratings yet
- 1 PBDocument15 pages1 PBSpiros LicoudisNo ratings yet
- 1o 181 HamidiDocument6 pages1o 181 HamidiDick ManNo ratings yet
- Beton Drainant - NCC2E'2021 KHEZZANEDocument9 pagesBeton Drainant - NCC2E'2021 KHEZZANEMOSTEFA FouziaNo ratings yet
- Benaissa 1993Document12 pagesBenaissa 1993Ramzi ChemaliNo ratings yet
- Propriétés Physico-Mécaniques Et DurabilitéDocument11 pagesPropriétés Physico-Mécaniques Et DurabilitéBilal BīlløøNo ratings yet
- TP Carreaux CeramiquesDocument7 pagesTP Carreaux CeramiquesS BouhmidNo ratings yet
- RMR2015 FinalDocument7 pagesRMR2015 FinalSAIB BRAHIMNo ratings yet
- Absorption de L'eau Et Son Effet Sur La Durabilité Des Bétons de Sable Allégés Par Ajout de Copeaux de Bois - ImpDocument7 pagesAbsorption de L'eau Et Son Effet Sur La Durabilité Des Bétons de Sable Allégés Par Ajout de Copeaux de Bois - Impsalvador100% (1)
- Effet Des Granulats de Caoutchouc Sur Les Propriétés D'un Mortier de CimentDocument9 pagesEffet Des Granulats de Caoutchouc Sur Les Propriétés D'un Mortier de CimentSylvestre OlanloNo ratings yet
- 1p 317 Sadik PDFDocument6 pages1p 317 Sadik PDFChafiq OufridNo ratings yet
- 4p 079 BouallegDocument8 pages4p 079 BouallegChatnoir NoirNo ratings yet
- 1o-021-Bederina-Mcycles Mouillage - SéchageDocument6 pages1o-021-Bederina-Mcycles Mouillage - Séchageمحمد الطاهر لقويNo ratings yet
- Influence de La Granulometrie de Laitier Granule de Haut Fourneau Sur Les Caracteristiques Des Briques AutoclaveesDocument10 pagesInfluence de La Granulometrie de Laitier Granule de Haut Fourneau Sur Les Caracteristiques Des Briques AutoclaveesGhaithNo ratings yet
- TPII MicrostructureLCDocument4 pagesTPII MicrostructureLCLaraba MohamedNo ratings yet
- Valorisation Des Sediments Marins Du Port de La Goulette (Tunisie) en Briques de ConstructionDocument5 pagesValorisation Des Sediments Marins Du Port de La Goulette (Tunisie) en Briques de ConstructionJaouad El FarissiNo ratings yet
- 192 JMES 2132 QlihaaDocument10 pages192 JMES 2132 QlihaaKahlouche HichemNo ratings yet
- TP Materiaux InnovantsDocument13 pagesTP Materiaux InnovantsZiad BobNo ratings yet
- Ecoulements Utiles en ForageDocument50 pagesEcoulements Utiles en Forageanas soufNo ratings yet
- BLPC 40 PP 59-96 Le RouxDocument38 pagesBLPC 40 PP 59-96 Le RouxADJOUTNo ratings yet
- 354 921 1 PBDocument10 pages354 921 1 PBMANERERNo ratings yet
- 209-Anonymized Manuscript-979-1-10-20190423Document4 pages209-Anonymized Manuscript-979-1-10-20190423Khlif NadaNo ratings yet
- Comportement OEdometrique Des Argiles ExpDocument6 pagesComportement OEdometrique Des Argiles ExpIshaq EntpNo ratings yet
- Stabilisation Et Imperméabilisation de Tout Type de Sol Dans Le MondeDocument21 pagesStabilisation Et Imperméabilisation de Tout Type de Sol Dans Le Mondetarek.amirecheNo ratings yet
- Materiaux ExposeDocument15 pagesMateriaux Exposecoulibaly gonanga charlesNo ratings yet
- TP3 J.CDocument6 pagesTP3 J.CYassine BelkadaNo ratings yet
- Effet Des Agrégats de Perlite Expansée Sur Les Propriétés Mécaniques Et Thermophysiques Du Béton LégerDocument7 pagesEffet Des Agrégats de Perlite Expansée Sur Les Propriétés Mécaniques Et Thermophysiques Du Béton LégerMrabet FahdNo ratings yet
- Shear Strength and Deformation Modulus (Final) PDFDocument4 pagesShear Strength and Deformation Modulus (Final) PDFJoseCampanaNo ratings yet
- Amélioration Des Caractéristiques Mécaniques D Un Béton de CaoutchoucDocument6 pagesAmélioration Des Caractéristiques Mécaniques D Un Béton de CaoutchoucSamsouma BkNo ratings yet
- Introduction PDFDocument4 pagesIntroduction PDFabdelhamid el bakkariNo ratings yet
- Hal 03161035Document7 pagesHal 03161035salah matiNo ratings yet
- TP de BétonDocument8 pagesTP de BétonFATIMA ZAHRA KANOUN ALAOUINo ratings yet
- 2015 65351 Vase en RouteDocument8 pages2015 65351 Vase en RoutekeltoumNo ratings yet
- Relation Cohesion - Courbe de Retrait Dans Les MatDocument6 pagesRelation Cohesion - Courbe de Retrait Dans Les Matilyas bananiNo ratings yet
- Geotech Routière M1Document75 pagesGeotech Routière M1Hawa TembelyNo ratings yet
- Chap II Matériaux de Construction Des RoutesDocument172 pagesChap II Matériaux de Construction Des RoutesElhadji Mayacine NguiraneNo ratings yet
- Granula TsDocument36 pagesGranula TsFaustin KouassiNo ratings yet
- Couche Active MembraneDocument8 pagesCouche Active MembraneIssaoui MansourNo ratings yet
- Influence Des Matériaux de Substitutions Sur La Microstructure Et Résistance Des Briques en Terre CompriméesDocument9 pagesInfluence Des Matériaux de Substitutions Sur La Microstructure Et Résistance Des Briques en Terre CompriméesphilbertNo ratings yet
- Béton À Base de GranulatsDocument8 pagesBéton À Base de GranulatsMOSTEFA FouziaNo ratings yet
- 1105-Anonymized Manuscript-3627-1-10-20200312Document8 pages1105-Anonymized Manuscript-3627-1-10-20200312Yasser DebaNo ratings yet
- Essai D'ecrasementDocument8 pagesEssai D'ecrasement21074No ratings yet
- TD 1 - Mecanique Des Sols: UFR - Sciences de L'ingénieurDocument4 pagesTD 1 - Mecanique Des Sols: UFR - Sciences de L'ingénieurDiop Assane LeMancunien100% (1)
- 192 JMES 2132 QlihaaDocument11 pages192 JMES 2132 QlihaaibrahimNo ratings yet
- 53 DjeddiDocument6 pages53 Djeddilami75No ratings yet
- TP MDCDocument21 pagesTP MDCNasro Ouahab100% (1)
- Influence Des Rapports Eau-Ciment Et Fines-Ciment PDFDocument12 pagesInfluence Des Rapports Eau-Ciment Et Fines-Ciment PDFMohsen TennichNo ratings yet
- 420 JMES 2091 2015 ELMrabetDocument7 pages420 JMES 2091 2015 ELMrabetEmmanou WambaNo ratings yet
- Stabilisation Des Sols Argileux Par La Chaux: Clay Soil Stabilization by LimeDocument10 pagesStabilisation Des Sols Argileux Par La Chaux: Clay Soil Stabilization by LimeYouness CharihNo ratings yet
- Paper Hassan Moulay OmarDocument5 pagesPaper Hassan Moulay OmarChaker Mohamed RamziNo ratings yet
- 25-As 1718Document13 pages25-As 1718Marc-Emmanuel DjahaNo ratings yet
- Caractérisation Physique Et Mécanique Des Briques en Argile Cuite Ou en Terre Stabilisée Au Ciment - Application À La Construction Des Silos Pour La ConservationDocument12 pagesCaractérisation Physique Et Mécanique Des Briques en Argile Cuite Ou en Terre Stabilisée Au Ciment - Application À La Construction Des Silos Pour La ConservationdiezNo ratings yet
- TP Mds L3Document9 pagesTP Mds L3Jasmine YasmineNo ratings yet
- 1o 327 Ben Ayed HDocument6 pages1o 327 Ben Ayed HMorched TounsiNo ratings yet
- Project de restauration de Notre-Dame de ParisFrom EverandProject de restauration de Notre-Dame de ParisNo ratings yet
- Évolution des procédés - la séparation de l'air atmosphérique en ses éléments, l'oxygène et l'azoteFrom EverandÉvolution des procédés - la séparation de l'air atmosphérique en ses éléments, l'oxygène et l'azoteNo ratings yet
- Ba Poutres IsostatiquesDocument11 pagesBa Poutres IsostatiquesTOVIHO SessinouNo ratings yet
- Article 372Document7 pagesArticle 372kechaou mohamed aymenNo ratings yet
- Chapitre I Classification Des MatériauxDocument2 pagesChapitre I Classification Des MatériauxZack LapNo ratings yet
- LubrificationDocument9 pagesLubrificationNeoXana01No ratings yet
- TP 02 Pic Sarah - GoualDocument11 pagesTP 02 Pic Sarah - GoualSa RahNo ratings yet
- Memoire Cryo PDFDocument77 pagesMemoire Cryo PDFMalak BoulekloukNo ratings yet
- Wae24170ff FRDocument8 pagesWae24170ff FRdocflixNo ratings yet
- Execution Du Pont en ArcDocument14 pagesExecution Du Pont en ArcMyriam Ben SaidNo ratings yet
- Modele Inventaire Reseau Decret 270112Document12 pagesModele Inventaire Reseau Decret 270112Benouna FertNo ratings yet
- RDM TD 01Document5 pagesRDM TD 01كمال مزوزيNo ratings yet
- Ecoulements Souterrains "Ecoulements en Milieux Naturels" Cours M1 MU4MEF04Document36 pagesEcoulements Souterrains "Ecoulements en Milieux Naturels" Cours M1 MU4MEF04Fanambinantsoa Eddy RAKOTONDRAZAFYNo ratings yet
- Cours Matériaux Électrotechnique 01Document49 pagesCours Matériaux Électrotechnique 01Aymen Bhd0% (1)
- BTS Blanc Techno 2021-1Document7 pagesBTS Blanc Techno 2021-1bessekonyapomariustresorNo ratings yet
- Programme Des Controles EMD 1ére Année Master1 FinaleDocument3 pagesProgramme Des Controles EMD 1ére Année Master1 FinaleAziz KrNo ratings yet
- Burkina 1 Aciers IIDocument16 pagesBurkina 1 Aciers IIWatsopNo ratings yet
- Cours RDM T1 + GME1Document124 pagesCours RDM T1 + GME1robin barracouNo ratings yet
- Chapitre1 - Rappels. Définition Et Classification Des MateriauxDocument6 pagesChapitre1 - Rappels. Définition Et Classification Des MateriauxFatma Saad Ep JellaliNo ratings yet
- Expérience 1: Chromatographie Sur Couche MinceDocument14 pagesExpérience 1: Chromatographie Sur Couche MinceCassandra MaaloufNo ratings yet
- Dimensionnement Des Pannes 65Document15 pagesDimensionnement Des Pannes 65hzoualidNo ratings yet
- Guide Consomm'Acteur Province SudDocument5 pagesGuide Consomm'Acteur Province SudFrançoise TromeurNo ratings yet
- Chapitre 2 - 2Document13 pagesChapitre 2 - 2Mimou DrioucheNo ratings yet
- Hygeco Catalogue Funeraire 2021Document134 pagesHygeco Catalogue Funeraire 2021Nestor ArteagaNo ratings yet
- FT - Pes o 35atDocument1 pageFT - Pes o 35atmonrmNo ratings yet
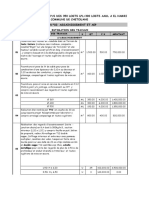
- Projet Travaux de VRD P/S Des 350 Logts Lpl+300 Logts Aadl A El Hamri Commune de ChetouaneDocument9 pagesProjet Travaux de VRD P/S Des 350 Logts Lpl+300 Logts Aadl A El Hamri Commune de Chetouaneyahlali khaledNo ratings yet
- Série 2 CristallochimieDocument2 pagesSérie 2 CristallochimieAyoub NaitNo ratings yet
- Controle Produit FabriquéDocument10 pagesControle Produit FabriquéBQNo ratings yet
- Diagraphie PDFDocument13 pagesDiagraphie PDFRIKO100% (3)