You might also like
- Smart Textiles: Wearable NanotechnologyFrom EverandSmart Textiles: Wearable NanotechnologyNazire D. YilmazNo ratings yet
- Design of A Warp Control Mechanism For Handmade Carpets: Mehmet Topalbekiroğlu, Ali Kireçci, L. Canan DülgerDocument5 pagesDesign of A Warp Control Mechanism For Handmade Carpets: Mehmet Topalbekiroğlu, Ali Kireçci, L. Canan DülgeraghorbanzadehNo ratings yet
- Theory of Silk Weaving A Treatise on the Construction and Application of Weaves, and the Decomposition and Calculation of Broad and Narrow, Plain, Novelty and Jacquard Silk FabricsFrom EverandTheory of Silk Weaving A Treatise on the Construction and Application of Weaves, and the Decomposition and Calculation of Broad and Narrow, Plain, Novelty and Jacquard Silk FabricsNo ratings yet
- Hook Study PDFDocument6 pagesHook Study PDFNessre Zeine50% (4)
- Textile Center Analyzes Cloth Believed To Be From 1903 Wright Flyer AirplaneDocument8 pagesTextile Center Analyzes Cloth Believed To Be From 1903 Wright Flyer Airplaneapi-3733260No ratings yet
- Iccces-16 PDFDocument6 pagesIccces-16 PDFIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- Iccces-16 PDFDocument6 pagesIccces-16 PDFsentyNo ratings yet
- Investigation Into Navel Selection For Rotor SpinnDocument6 pagesInvestigation Into Navel Selection For Rotor SpinnDewan Ajuad Hossain RifatNo ratings yet
- Development of A New Yarn Supply For Weft KnittingDocument10 pagesDevelopment of A New Yarn Supply For Weft KnittingHuy Hoàng NguyễnNo ratings yet
- Full Book TPSPDocument120 pagesFull Book TPSPDeenaNo ratings yet
- 0DESIGNOFANELECTRONICJACQUARDSAMPLINGLOOMDocument5 pages0DESIGNOFANELECTRONICJACQUARDSAMPLINGLOOMFajar Noor SidiqNo ratings yet
- Effect of Twist On Yarn PropertiesDocument5 pagesEffect of Twist On Yarn PropertiesAbdulqadeerNo ratings yet
- A Detailed Study On Effective Floating Fibre Control in Ring Frame and Its Impact On Yarn QualityDocument7 pagesA Detailed Study On Effective Floating Fibre Control in Ring Frame and Its Impact On Yarn QualitysalmaNo ratings yet
- A Novel Method For Ring Spinning Performance Evaluation Based On Computer Aided Analysis of Yarn GeometryDocument10 pagesA Novel Method For Ring Spinning Performance Evaluation Based On Computer Aided Analysis of Yarn GeometryGhandi AhmadNo ratings yet
- Chapter - Three: Yarn Count, Yarn Twist and Tensile TestingDocument57 pagesChapter - Three: Yarn Count, Yarn Twist and Tensile TestingGadisa AbrahimNo ratings yet
- Analysis of The Imperfection Index (Ipi) Value of Carded Yarn Produced by Using Different Diameter Spacers On The Ring Frame Spinning MachineDocument7 pagesAnalysis of The Imperfection Index (Ipi) Value of Carded Yarn Produced by Using Different Diameter Spacers On The Ring Frame Spinning MachineUtsho ParvezNo ratings yet
- Çukurova University Institute of Natural and Applied SciencesDocument68 pagesÇukurova University Institute of Natural and Applied SciencesAhmed HabibNo ratings yet
- Fdocuments - in - Analysis of Rejected Ring Cops in Autoconer Winding MachineDocument49 pagesFdocuments - in - Analysis of Rejected Ring Cops in Autoconer Winding MachineAbel TayeNo ratings yet
- 1.25-Improve Yarn Quality - Reduce HairinessDocument4 pages1.25-Improve Yarn Quality - Reduce HairinessKannan KrishnamurthyNo ratings yet
- Ijftr434393 401Document10 pagesIjftr434393 401jayanttiwariNo ratings yet
- 001 - Ijftr 29 (2) 196-199Document4 pages001 - Ijftr 29 (2) 196-199Ziniya RahmanNo ratings yet
- Evaluation of Real Yarn Diameter - Processing, Dyeing & Finishing - FeaturesDocument7 pagesEvaluation of Real Yarn Diameter - Processing, Dyeing & Finishing - FeaturesTrinhTruongNo ratings yet
- Comparative Analysis of Fabrics Made From Eli-TwisDocument5 pagesComparative Analysis of Fabrics Made From Eli-TwisMễro ĢANo ratings yet
- Study of Structure and Properties of Air Jet Textured YarnDocument15 pagesStudy of Structure and Properties of Air Jet Textured Yarnpraveen kumarNo ratings yet
- Warping 2Document7 pagesWarping 2SriemanieNo ratings yet
- Design of An Electronic Jacquard Sampling Loom: April 2019Document6 pagesDesign of An Electronic Jacquard Sampling Loom: April 2019Maruf SharearNo ratings yet
- Consequences of Ring Traveler Clearer Guage.Document7 pagesConsequences of Ring Traveler Clearer Guage.Towfic Aziz KanonNo ratings yet
- Uster Analysis of Cotton/polyester Blended Spun Yarns With Different CountsDocument14 pagesUster Analysis of Cotton/polyester Blended Spun Yarns With Different CountsQuocHuynhNo ratings yet
- 2015P152ABIDIDocument6 pages2015P152ABIDIVasim AnsariNo ratings yet
- Compact Cotton YarnDocument5 pagesCompact Cotton Yarnmlganesh666No ratings yet
- Innovation in SheddingDocument10 pagesInnovation in SheddingJitu KhanNo ratings yet
- A Novel Air-Jet Texturing+Twisting (AJT) Technology: Ertan ÖZNERGİZ, Salih GÜLŞEN, Mehmet BAYKARA, Alparslan KUTLUDocument6 pagesA Novel Air-Jet Texturing+Twisting (AJT) Technology: Ertan ÖZNERGİZ, Salih GÜLŞEN, Mehmet BAYKARA, Alparslan KUTLUGanesh PothuNo ratings yet
- Group Four KnittingDocument16 pagesGroup Four KnittingAbel TayeNo ratings yet
- The Process Flow of Drawing-In and Tying-InDocument7 pagesThe Process Flow of Drawing-In and Tying-InRehan Saeedi100% (1)
- Fabric ScienceDocument7 pagesFabric ScienceArshiya GuptaNo ratings yet
- Effect of Yarn, Machine and Knitting Process Parameters On The Dynamics of The Circular Knitting NeedleDocument22 pagesEffect of Yarn, Machine and Knitting Process Parameters On The Dynamics of The Circular Knitting NeedlesaidurtexNo ratings yet
- Solved QP of Knit Tech April 2023Document4 pagesSolved QP of Knit Tech April 2023RajendrakumarNo ratings yet
- Study On Denim and Gabardine Twill Fabric Cover FactorDocument47 pagesStudy On Denim and Gabardine Twill Fabric Cover FactorAtik U Bhuiyan71% (7)
- Latest Technologies and Developments in Spinning, Weaving, and ProcessingDocument8 pagesLatest Technologies and Developments in Spinning, Weaving, and Processingkhushi savlaNo ratings yet
- Studies On Tensile Properties of Eri/acrylic Blended Yarn: Prabir Kumar Choudhuri, Prabal Kumar Majumdar & Bijon SarkarDocument8 pagesStudies On Tensile Properties of Eri/acrylic Blended Yarn: Prabir Kumar Choudhuri, Prabal Kumar Majumdar & Bijon SarkarMax SmokeNo ratings yet
- Akbar 2017 IOP Conf. Ser.: Mater. Sci. Eng. 275 012029Document7 pagesAkbar 2017 IOP Conf. Ser.: Mater. Sci. Eng. 275 012029Junaid KhalidNo ratings yet
- Intechopen 76627Document14 pagesIntechopen 76627aqsa imranNo ratings yet
- Evaluation of Real Yarn Diameter - Processing, Dyeing & Finishing - Features - The ITJDocument6 pagesEvaluation of Real Yarn Diameter - Processing, Dyeing & Finishing - Features - The ITJBoubker Kharchafi100% (1)
- Effect of Twist On Yarn PropertiesDocument6 pagesEffect of Twist On Yarn Propertiesali4300136No ratings yet
- 2 SIM124 Freeform 3D Printing - Towards A Sustainable Approach To Additive Manufacturing Without Support MaterialsDocument5 pages2 SIM124 Freeform 3D Printing - Towards A Sustainable Approach To Additive Manufacturing Without Support Materialsryangy0919No ratings yet
- Prediction of Polyester/cotton Blended Rotor-Spun Yarns Hairiness Based On The Machine ParametersDocument7 pagesPrediction of Polyester/cotton Blended Rotor-Spun Yarns Hairiness Based On The Machine ParametersRavi KumarNo ratings yet
- Ijftr 43 (2) 164-172Document9 pagesIjftr 43 (2) 164-172anil beniwalNo ratings yet
- A Study The Effect of Modifications in Compact Spinning Machine On The Yarn Quality PropertiesDocument10 pagesA Study The Effect of Modifications in Compact Spinning Machine On The Yarn Quality PropertiesVaibhav SinghNo ratings yet
- Friction SpinningDocument28 pagesFriction SpinningSiva Jagadish Kumar M100% (1)
- Six SigmaDocument6 pagesSix Sigmasayeef khanNo ratings yet
- Design and Innovation New Weaving Double Reeds and Its Effect On Air Permeability Fabric PropertiesDocument4 pagesDesign and Innovation New Weaving Double Reeds and Its Effect On Air Permeability Fabric PropertiesEmad SharawyNo ratings yet
- 1 An Introduction To Textile Technology: 1.1 The Evolution of TextilesDocument6 pages1 An Introduction To Textile Technology: 1.1 The Evolution of TextilesIlker KandemirNo ratings yet
- New Developments in Textile Warping: Part I - Review LiteratureDocument7 pagesNew Developments in Textile Warping: Part I - Review LiteratureMUHAMMADATHER UDDINNo ratings yet
- Prediction of The Coating Thickness of Wire Coating Extrusion Processes Using Artificial Neural Network (ANN)Document16 pagesPrediction of The Coating Thickness of Wire Coating Extrusion Processes Using Artificial Neural Network (ANN)Juan Carlos del ReyNo ratings yet
- An Investigation On Energy Consumption in Yarn ProductionDocument8 pagesAn Investigation On Energy Consumption in Yarn ProductionMuhammad Bilal QadirNo ratings yet
- 2007-4-18-An Investigation On Energy Consumption in Yarn Production With Special Reference To Ring SpinningDocument8 pages2007-4-18-An Investigation On Energy Consumption in Yarn Production With Special Reference To Ring SpinningAqeel AhmedNo ratings yet
- ComberDocument15 pagesComberTemesgen RegassaNo ratings yet
- Air-Jet Texturing PDFDocument0 pagesAir-Jet Texturing PDFNessre ZeineNo ratings yet
- Advanced TechnologiesDocument7 pagesAdvanced TechnologiesSherin ShakerNo ratings yet
- Gas Plant ListingDocument19 pagesGas Plant ListinghakimsalimiNo ratings yet
- KBCH CortecDocument9 pagesKBCH CortechakimsalimiNo ratings yet
- Grep Command CheatsheetDocument1 pageGrep Command CheatsheethakimsalimiNo ratings yet
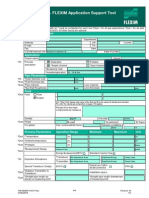
- F05 003EN (18) - FAST Flow PDFDocument2 pagesF05 003EN (18) - FAST Flow PDFhakimsalimiNo ratings yet
- Bitzer - Ecoline 4gDocument4 pagesBitzer - Ecoline 4ghakimsalimiNo ratings yet
- Spare Parts For Gas Turbine F9E For Instrument & Control - RehabDocument1 pageSpare Parts For Gas Turbine F9E For Instrument & Control - RehabhakimsalimiNo ratings yet
- ABB Reference List ACS 1000 in IndiaDocument2 pagesABB Reference List ACS 1000 in IndiahakimsalimiNo ratings yet
- Bydepu L: United States For The Southern District District Court of TexasDocument3 pagesBydepu L: United States For The Southern District District Court of TexashakimsalimiNo ratings yet
- SBURT Team Description Paper: O.Hashemipour N.Noori, A.Salimi, M.Hashemi, M.Shabanian, M.Ghazvini, M.H.MadadiDocument4 pagesSBURT Team Description Paper: O.Hashemipour N.Noori, A.Salimi, M.Hashemi, M.Shabanian, M.Ghazvini, M.H.MadadihakimsalimiNo ratings yet
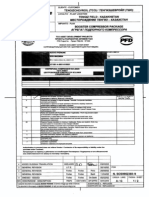
- BCL506 Centifigugal Compressor SpecificationDocument13 pagesBCL506 Centifigugal Compressor SpecificationhakimsalimiNo ratings yet
- BCL506Document1 pageBCL506hakimsalimiNo ratings yet
- Top Tips For OutlookDocument21 pagesTop Tips For OutlookhakimsalimiNo ratings yet
- Vehicle Detection and Identification Using YOLO in Image ProcessingDocument6 pagesVehicle Detection and Identification Using YOLO in Image ProcessingIJRASETPublicationsNo ratings yet
- Invidis Yearbook 2019Document51 pagesInvidis Yearbook 2019Luis SanchezNo ratings yet
- U-Blox Parameters Setting ProtocolsDocument2 pagesU-Blox Parameters Setting Protocolspedrito perezNo ratings yet
- How To Guide To Oauth and API SecurityDocument12 pagesHow To Guide To Oauth and API Securitysilviuleahu100% (1)
- Beijing-Michael PageDocument71 pagesBeijing-Michael Pagejohndavsg8022No ratings yet
- Advanced Machining User Guide PDFDocument250 pagesAdvanced Machining User Guide PDFDaniel González JuárezNo ratings yet
- Discovering Computers 2016: Operating SystemsDocument34 pagesDiscovering Computers 2016: Operating SystemsAnonymous gNHrb0sVYNo ratings yet
- Energy Facts PDFDocument18 pagesEnergy Facts PDFvikas pandeyNo ratings yet
- Aermod - DRM - Course NotesDocument25 pagesAermod - DRM - Course NotesGhulamMustafaNo ratings yet
- Electrical NTPCDocument24 pagesElectrical NTPCSenthil KumarNo ratings yet
- Jicable DAS For Power Industry Applications 2015-A3-4Document6 pagesJicable DAS For Power Industry Applications 2015-A3-4Richard KluthNo ratings yet
- ABES Engineering College, Ghaziabad Classroom Photograph: (Ramanujan Block, First Floor)Document21 pagesABES Engineering College, Ghaziabad Classroom Photograph: (Ramanujan Block, First Floor)Avdhesh GuptaNo ratings yet
- Ljubljana European Green Capital 2016Document56 pagesLjubljana European Green Capital 2016Kann_dandy17No ratings yet
- Consolidated Companies ListDocument31 pagesConsolidated Companies ListSamir OberoiNo ratings yet
- Shell Omala s2 GX 320 TdsDocument2 pagesShell Omala s2 GX 320 TdsOnie Hammamz OylNo ratings yet
- Nishith Desai Associates - Alternative Investment Funds - SEBI Scores Half Century On DebutDocument2 pagesNishith Desai Associates - Alternative Investment Funds - SEBI Scores Half Century On DebutRajesh AroraNo ratings yet
- Media and Information Literacy Quarter 3 Module 1Document67 pagesMedia and Information Literacy Quarter 3 Module 1Joshua Catequesta100% (1)
- Andaman & Nicobar: Port BlairDocument4 pagesAndaman & Nicobar: Port BlairDevan BhallaNo ratings yet
- Baling Press: Model: LB150S Article No: L17003 Power SupplyDocument2 pagesBaling Press: Model: LB150S Article No: L17003 Power SupplyNavaneeth PurushothamanNo ratings yet
- Projek Rekabentuk Walkwaybridge 2014 - 15Document6 pagesProjek Rekabentuk Walkwaybridge 2014 - 15HambaliNo ratings yet
- Branding HS TalksDocument17 pagesBranding HS TalksumairNo ratings yet
- LESSON - STEM-based Research ProblemsDocument49 pagesLESSON - STEM-based Research ProblemsLee JenoNo ratings yet
- Organisational Structure of NetflixDocument2 pagesOrganisational Structure of NetflixAnkita Das57% (7)
- Teacher Planner 2023 PDFDocument52 pagesTeacher Planner 2023 PDFitaNo ratings yet
- Importance of Team Work in An OrganizationDocument10 pagesImportance of Team Work in An OrganizationMohammad Sana Ur RabNo ratings yet
- Lab ManualDocument15 pagesLab ManualsamyukthabaswaNo ratings yet
- Demand Letter Template 39Document3 pagesDemand Letter Template 39AIG1 LOGISTICNo ratings yet
- Filcar vs. EspinasDocument2 pagesFilcar vs. EspinasBrian ThunderNo ratings yet
- Chapter 3 - A Top-Level View of Computer Function and InterconnectionDocument8 pagesChapter 3 - A Top-Level View of Computer Function and InterconnectionChu Quang HuyNo ratings yet
- Sampling PowerpointDocument21 pagesSampling PowerpointMuhammad Furqan Aslam AwanNo ratings yet
- Crochet Cute Dolls with Mix-and-Match Outfits: 66 Adorable Amigurumi PatternsFrom EverandCrochet Cute Dolls with Mix-and-Match Outfits: 66 Adorable Amigurumi PatternsRating: 4 out of 5 stars4/5 (5)
- Japanese Wonder Knitting: Timeless Stitches for Beautiful Hats, Bags, Blankets and MoreFrom EverandJapanese Wonder Knitting: Timeless Stitches for Beautiful Hats, Bags, Blankets and MoreRating: 4 out of 5 stars4/5 (4)
- Wear It Well: Reclaim Your Closet and Rediscover the Joy of Getting DressedFrom EverandWear It Well: Reclaim Your Closet and Rediscover the Joy of Getting DressedRating: 5 out of 5 stars5/5 (1)
- Metric Pattern Cutting for Women's WearFrom EverandMetric Pattern Cutting for Women's WearRating: 4.5 out of 5 stars4.5/5 (3)
- Bulletproof Seduction: How to Be the Man That Women Really WantFrom EverandBulletproof Seduction: How to Be the Man That Women Really WantRating: 4.5 out of 5 stars4.5/5 (170)
- A Lapidary of Sacred Stones: Their Magical and Medicinal Powers Based on the Earliest SourcesFrom EverandA Lapidary of Sacred Stones: Their Magical and Medicinal Powers Based on the Earliest SourcesRating: 4.5 out of 5 stars4.5/5 (2)
- The Kingdom of Prep: The Inside Story of the Rise and (Near) Fall of J.CrewFrom EverandThe Kingdom of Prep: The Inside Story of the Rise and (Near) Fall of J.CrewRating: 4.5 out of 5 stars4.5/5 (26)
- DIY Updos, Knots, & Twists: Easy, Step-by-Step Styling Instructions for 35 Hairstyles—from Inverted Fishtails to Polished Ponytails!From EverandDIY Updos, Knots, & Twists: Easy, Step-by-Step Styling Instructions for 35 Hairstyles—from Inverted Fishtails to Polished Ponytails!Rating: 3.5 out of 5 stars3.5/5 (7)
- Vintage Knit Hats: 21 Patterns for Timeless FashionsFrom EverandVintage Knit Hats: 21 Patterns for Timeless FashionsRating: 4 out of 5 stars4/5 (4)
- 250 Japanese Knitting Stitches: The Original Pattern Bible by Hitomi ShidaFrom Everand250 Japanese Knitting Stitches: The Original Pattern Bible by Hitomi ShidaRating: 5 out of 5 stars5/5 (7)
- Make Your Mind Up: My Guide to Finding Your Own Style, Life, and Motavation!From EverandMake Your Mind Up: My Guide to Finding Your Own Style, Life, and Motavation!Rating: 3.5 out of 5 stars3.5/5 (391)
- Basic Black: 26 Edgy Essentials for the Modern WardrobeFrom EverandBasic Black: 26 Edgy Essentials for the Modern WardrobeRating: 4 out of 5 stars4/5 (10)
- Modern Ladies' Tailoring: A basic guide to pattern draftingFrom EverandModern Ladies' Tailoring: A basic guide to pattern draftingRating: 5 out of 5 stars5/5 (13)
- Wear It Well: Reclaim Your Closet and Rediscover the Joy of Getting DressedFrom EverandWear It Well: Reclaim Your Closet and Rediscover the Joy of Getting DressedRating: 4 out of 5 stars4/5 (1)
- African Fashion, Global Style: Histories, Innovations, and Ideas You Can WearFrom EverandAfrican Fashion, Global Style: Histories, Innovations, and Ideas You Can WearRating: 5 out of 5 stars5/5 (1)
- Polish Your Poise with Madame Chic: Lessons in Everyday EleganceFrom EverandPolish Your Poise with Madame Chic: Lessons in Everyday EleganceRating: 4 out of 5 stars4/5 (80)
- Creative Polymer Clay: Over 30 Techniques and Projects for Contemporary Wearable ArtFrom EverandCreative Polymer Clay: Over 30 Techniques and Projects for Contemporary Wearable ArtNo ratings yet
- The Ultimate Book of Outfit Formulas: A Stylish Solution to What Should I Wear?From EverandThe Ultimate Book of Outfit Formulas: A Stylish Solution to What Should I Wear?Rating: 5 out of 5 stars5/5 (23)
- The Beginner's Guide to Kumihimo: Techniques, Patterns and Projects to Learn How to BraidFrom EverandThe Beginner's Guide to Kumihimo: Techniques, Patterns and Projects to Learn How to BraidRating: 4.5 out of 5 stars4.5/5 (3)
- No More Codependency, Healthy Detachment Strategies To Break The Patterns, Discover How To Stop Struggling With Codependent Relationships, Obsessive Jealousy And Narcissistic AbuseFrom EverandNo More Codependency, Healthy Detachment Strategies To Break The Patterns, Discover How To Stop Struggling With Codependent Relationships, Obsessive Jealousy And Narcissistic AbuseRating: 4.5 out of 5 stars4.5/5 (3)
- Pattern Drafting and Foundation and Flat Pattern Design - A Dressmaker's GuideFrom EverandPattern Drafting and Foundation and Flat Pattern Design - A Dressmaker's GuideRating: 4 out of 5 stars4/5 (13)
- 150 Favorite Crochet DesignsFrom Everand150 Favorite Crochet DesignsMary Carolyn WaldrepRating: 3.5 out of 5 stars3.5/5 (10)
- 1000 Japanese Knitting & Crochet Stitches: The Ultimate Bible for Needlecraft EnthusiastsFrom Everand1000 Japanese Knitting & Crochet Stitches: The Ultimate Bible for Needlecraft EnthusiastsRating: 4 out of 5 stars4/5 (6)
- The Magic of Crystals and Gems: Unlocking the Supernatural Power of Stones (Magical Crystals, Positive Energy, Mysticism)From EverandThe Magic of Crystals and Gems: Unlocking the Supernatural Power of Stones (Magical Crystals, Positive Energy, Mysticism)Rating: 4 out of 5 stars4/5 (7)