You might also like
- ProbabilityDocument35 pagesProbabilityRichard BrionesNo ratings yet
- A Study of The Surface Plasmon Absorption Band ForDocument7 pagesA Study of The Surface Plasmon Absorption Band ForMario Ricardo Urdaneta ParraNo ratings yet
- Solution Manual Chemistry 4th Ed McMurryDocument546 pagesSolution Manual Chemistry 4th Ed McMurryMario Ricardo Urdaneta ParraNo ratings yet
- Supercritical Fluids Improve Catalytic ReactionsDocument9 pagesSupercritical Fluids Improve Catalytic ReactionsMario Ricardo Urdaneta ParraNo ratings yet
- Introduction to Probability Theory: Key ConceptsDocument39 pagesIntroduction to Probability Theory: Key ConceptsAshishNo ratings yet
- Basic Concepts: ProbabilityDocument32 pagesBasic Concepts: ProbabilityJhedzle Manuel BuenaluzNo ratings yet
- 5 Enote 5Document81 pages5 Enote 5Huzefa shaikhNo ratings yet
- Introduction to Probability and Statistics Chapter 1 Describing DataDocument30 pagesIntroduction to Probability and Statistics Chapter 1 Describing DataMario Ricardo Urdaneta ParraNo ratings yet
- Analysis of Methane Yields From Energy CropsDocument9 pagesAnalysis of Methane Yields From Energy CropsMario Ricardo Urdaneta ParraNo ratings yet
- Valderrama Cubic Eos PDFDocument16 pagesValderrama Cubic Eos PDFJorge SotoNo ratings yet
- Intermolecular Forces Between Hydrocarbons and Ethers, Ketones, or AlcoholsDocument10 pagesIntermolecular Forces Between Hydrocarbons and Ethers, Ketones, or AlcoholsMario Ricardo Urdaneta ParraNo ratings yet
- Isothermal VLE Data of Propan-1-Ol + 2,2,4-Trimethylpentane and Butan-1-Ol + 2,2,4-Trimethylpentane at 318.15 KDocument5 pagesIsothermal VLE Data of Propan-1-Ol + 2,2,4-Trimethylpentane and Butan-1-Ol + 2,2,4-Trimethylpentane at 318.15 KMario Ricardo Urdaneta ParraNo ratings yet
- Numerical Values in Equation Used To Calculate Filter Paper Activity PDFDocument2 pagesNumerical Values in Equation Used To Calculate Filter Paper Activity PDFMario Ricardo Urdaneta ParraNo ratings yet
- Phase Equilibria of Fatty Acids in Supercritical CO2Document11 pagesPhase Equilibria of Fatty Acids in Supercritical CO2Mario Ricardo Urdaneta ParraNo ratings yet
- VleDocument14 pagesVleSampathkumar AttuluriNo ratings yet
- The Italian Steam Explosion Program at ENEADocument5 pagesThe Italian Steam Explosion Program at ENEAMario Ricardo Urdaneta ParraNo ratings yet
- Bioethanol From Agricultural Wasye ResiduesDocument7 pagesBioethanol From Agricultural Wasye ResiduesMario Ricardo Urdaneta ParraNo ratings yet
- Cellulase Deactivation Based Kinetic Modeling of Enzymatic Hydrolysis of SE Wheat StrawDocument6 pagesCellulase Deactivation Based Kinetic Modeling of Enzymatic Hydrolysis of SE Wheat StrawMario Ricardo Urdaneta ParraNo ratings yet
- Development of An ASPEN PLUS Physical Property Database For Biofuels ComponentsDocument36 pagesDevelopment of An ASPEN PLUS Physical Property Database For Biofuels ComponentsoslemmNo ratings yet
- Summary of Findings From The Biomass Refining ConsortiumDocument11 pagesSummary of Findings From The Biomass Refining ConsortiumMario Ricardo Urdaneta ParraNo ratings yet
- Petroleum Displacement Potential of Next Generation Biofuels Approaching Commercialization PDFDocument4 pagesPetroleum Displacement Potential of Next Generation Biofuels Approaching Commercialization PDFMario Ricardo Urdaneta ParraNo ratings yet
- Energy and Economic Assessment of Soda and Organosolv Biorefinery ProcessesDocument6 pagesEnergy and Economic Assessment of Soda and Organosolv Biorefinery ProcessesMario Ricardo Urdaneta ParraNo ratings yet
- Visualization of Biomass Solubilization and Cellulose RegenerationDocument9 pagesVisualization of Biomass Solubilization and Cellulose RegenerationMario Ricardo Urdaneta ParraNo ratings yet
- Life Cycle Evaluation of Emerging Lignocellulosic EtOH Conversion TechnologiesDocument14 pagesLife Cycle Evaluation of Emerging Lignocellulosic EtOH Conversion TechnologiesMario Ricardo Urdaneta ParraNo ratings yet
- Optimization of Process Conditions Using RSM For EtOH Production From Pretreated Sugarcane Bagasse PDFDocument9 pagesOptimization of Process Conditions Using RSM For EtOH Production From Pretreated Sugarcane Bagasse PDFMario Ricardo Urdaneta ParraNo ratings yet
- Conversion of Bark-Rich Biomass Mixture Into Fermentable Sugar by 2-Stage Dilute Acid-Catalyzed HydrolysisDocument7 pagesConversion of Bark-Rich Biomass Mixture Into Fermentable Sugar by 2-Stage Dilute Acid-Catalyzed HydrolysisMario Ricardo Urdaneta ParraNo ratings yet
- Wood Hydrolysis and Hydrolyzate Detoxification For Subsequent Xylitol ProductionDocument8 pagesWood Hydrolysis and Hydrolyzate Detoxification For Subsequent Xylitol ProductionMario Ricardo Urdaneta ParraNo ratings yet
- Sun Cheng 2002Document11 pagesSun Cheng 2002ezequielarias01100% (1)
- Application of A Reaction Model To Improve Calculation of Sugar Recovery STDDocument6 pagesApplication of A Reaction Model To Improve Calculation of Sugar Recovery STDMario Ricardo Urdaneta ParraNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Photoelectric Effect PresentationDocument13 pagesPhotoelectric Effect PresentationXofoNo ratings yet
- Metecno India CatalogueDocument50 pagesMetecno India CatalogueBharat SinghNo ratings yet
- Safety Data Sheet for Cif Cream CleanerDocument3 pagesSafety Data Sheet for Cif Cream CleanersutaNo ratings yet
- Correlation Between Particle Size/ Domain Structure and Magnetic Properties of Highly Crystalline Fe O NanoparticlesDocument7 pagesCorrelation Between Particle Size/ Domain Structure and Magnetic Properties of Highly Crystalline Fe O NanoparticlesDelyana RatnasariNo ratings yet
- Equilibrium Ratio Prediction and CalculationDocument30 pagesEquilibrium Ratio Prediction and CalculationweldsvNo ratings yet
- Penetrant Testing Process Guide Methods A B C DDocument1 pagePenetrant Testing Process Guide Methods A B C DNos GoteNo ratings yet
- Unit 4 - Week 3: Assignment 3Document5 pagesUnit 4 - Week 3: Assignment 3Aniket shendeNo ratings yet
- Catalogo SwagelockDocument16 pagesCatalogo SwagelockVentas SA TabNo ratings yet
- TWI CSWIP 3.2 WIS 10 Senior Welding Inspection Destructive Tests Section 5Document39 pagesTWI CSWIP 3.2 WIS 10 Senior Welding Inspection Destructive Tests Section 5JJNo ratings yet
- Microbiology Study Questions on Bacterial Cell Structure and GrowthDocument12 pagesMicrobiology Study Questions on Bacterial Cell Structure and GrowthPhuong LeNo ratings yet
- 2.A.3 Glass Production GB2013Document27 pages2.A.3 Glass Production GB2013grcNo ratings yet
- Nitric Acid Power PointDocument20 pagesNitric Acid Power Pointعلی محمد قادر خضرNo ratings yet
- ChemistryDocument70 pagesChemistryOguntona GloriaNo ratings yet
- 14Document32 pages14Joshua DusariNo ratings yet
- Magnetic Susceptability WikiDocument264 pagesMagnetic Susceptability WikiChris NadovichNo ratings yet
- Onuh Emmanuel Idoko 2016Document221 pagesOnuh Emmanuel Idoko 2016abd elheq zeguerrouNo ratings yet
- An Introduction to the Properties and Applications of MicrobubblesDocument18 pagesAn Introduction to the Properties and Applications of MicrobubblesAbith SachalanNo ratings yet
- Total Proteins & Albumin AnalysisDocument16 pagesTotal Proteins & Albumin AnalysisMustafa KhandgawiNo ratings yet
- TATA Ammonia Plant: Design Features and Operating ExperienceDocument17 pagesTATA Ammonia Plant: Design Features and Operating Experiencevaratharajan g rNo ratings yet
- Irjet V4i7178 PDFDocument4 pagesIrjet V4i7178 PDFAalaya Housing Private LimitedNo ratings yet
- Chemistry Project Class 12Document17 pagesChemistry Project Class 12mayank nikamNo ratings yet
- 3M Liqui Cel Membrane Contactors Cleaning GuideDocument26 pages3M Liqui Cel Membrane Contactors Cleaning GuideCyril DepalomaNo ratings yet
- Science6 - q1 - Mod1les2 - Differentiating Solute From Solvent - FINAL08032020 PDFDocument19 pagesScience6 - q1 - Mod1les2 - Differentiating Solute From Solvent - FINAL08032020 PDFbernadette embien100% (8)
- Impact of Packaging Materials On Product Stability - FinalDocument54 pagesImpact of Packaging Materials On Product Stability - Finalhenrykayode4100% (1)
- Conducting PolymersDocument93 pagesConducting PolymersManohar RajNo ratings yet
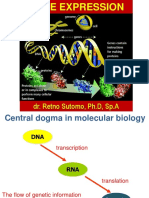
- Dr. Retno Sutomo, PH.D, Sp.ADocument37 pagesDr. Retno Sutomo, PH.D, Sp.ADoni RevaiNo ratings yet
- Carrying Capacity & Assimilative Capacity ConceptsDocument44 pagesCarrying Capacity & Assimilative Capacity ConceptsAusie AmaliaNo ratings yet
- Chromatography: 9.2.1 General TerminologyDocument3 pagesChromatography: 9.2.1 General TerminologyNaim KhandakerNo ratings yet
- Alchemy IlluminatedDocument100 pagesAlchemy Illuminatedtravellerfellow100% (11)
- European Steel and Alloy Grades: 19Mnvs6 (1.1301)Document2 pagesEuropean Steel and Alloy Grades: 19Mnvs6 (1.1301)farshid KarpasandNo ratings yet