You might also like
- Hydroprocessing: Hydrotreating & Hydrocracking: Chapters 7 & 9Document54 pagesHydroprocessing: Hydrotreating & Hydrocracking: Chapters 7 & 9Mo OsNo ratings yet
- ATPL Notes - Systems PDFDocument37 pagesATPL Notes - Systems PDFMoslem Grimaldi100% (1)
- Crude Oil ParametersDocument37 pagesCrude Oil Parametersalsulaimi88100% (1)
- Project Black Cotton Soil Bricks-1Document18 pagesProject Black Cotton Soil Bricks-1Anusha SajjanNo ratings yet
- BASF Glyoxal As An H2S ScavengerDocument8 pagesBASF Glyoxal As An H2S ScavengerMo OsNo ratings yet
- CHEM181.Experiment 8 DetermiantionofDissolvedOxygenDocument5 pagesCHEM181.Experiment 8 DetermiantionofDissolvedOxygenDenampo Ivan MikhaelNo ratings yet
- US5093538Document6 pagesUS5093538PrimoNo ratings yet
- Us 4088569Document7 pagesUs 4088569Paravastu VinuthaNo ratings yet
- Patente US5958744Document12 pagesPatente US5958744Estefania Angel ClavijoNo ratings yet
- 2015-02-17-Port CityDocument5 pages2015-02-17-Port CityprabathnilanNo ratings yet
- United States Patent (19) : MitchellDocument4 pagesUnited States Patent (19) : Mitchellrichris orvanidisNo ratings yet
- United States Patent (10) Patent No.: US 6,288,289 B1Document16 pagesUnited States Patent (10) Patent No.: US 6,288,289 B1Andika AnugrahNo ratings yet
- Us 4049572Document7 pagesUs 4049572Paravastu VinuthaNo ratings yet
- Us 5587415Document8 pagesUs 5587415sri wahyuniNo ratings yet
- Paten Pembuatan Magnesium Klorida Dari Magnesium Hidroksida Dan Asam KloridaDocument6 pagesPaten Pembuatan Magnesium Klorida Dari Magnesium Hidroksida Dan Asam KloridaRaudhah AqilahNo ratings yet
- US7686947Document6 pagesUS7686947peymanNo ratings yet
- United States Patent: Kennedy (45) Date of Patent: May 1, 2001Document12 pagesUnited States Patent: Kennedy (45) Date of Patent: May 1, 2001leonard chokNo ratings yet
- 10.1.polendo (Additional Patent)Document11 pages10.1.polendo (Additional Patent)Rima AmaliaNo ratings yet
- US4365087Document8 pagesUS4365087ali.a.yahyaNo ratings yet
- Syngas Composition FIX Haldor Topsoe US6224789B1Document4 pagesSyngas Composition FIX Haldor Topsoe US6224789B1Ilham FajriNo ratings yet
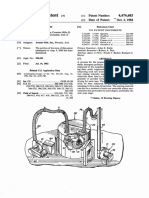
- ' Umted States Patent (19) (11) Patent Number: 4,954,330 Ziegenhain (45) Date of Patent: Sep. 4, 1990Document4 pages' Umted States Patent (19) (11) Patent Number: 4,954,330 Ziegenhain (45) Date of Patent: Sep. 4, 1990Waheed ZebNo ratings yet
- Us 7172742Document5 pagesUs 7172742Nguyen Khanh DuyNo ratings yet
- Us4552979 PDFDocument7 pagesUs4552979 PDFTamiris CandiaNo ratings yet
- Ulllted States Patent (19) (11) Patent Number: 5,925,337: Arraudeau Et Al. (45) Date of Patent: Jul. 20, 1999Document6 pagesUlllted States Patent (19) (11) Patent Number: 5,925,337: Arraudeau Et Al. (45) Date of Patent: Jul. 20, 1999Tiara YarnitaNo ratings yet
- United States Patent (19) (11) Patent Number: 5,770,677: Sridhar Et Al. (45) Date of Patent: Jun. 23, 1998Document6 pagesUnited States Patent (19) (11) Patent Number: 5,770,677: Sridhar Et Al. (45) Date of Patent: Jun. 23, 1998bvritNo ratings yet
- Us 6034269Document5 pagesUs 6034269Rahmat SunaryaNo ratings yet
- US5481059 Settling Aids Ashes SlurryDocument4 pagesUS5481059 Settling Aids Ashes SlurryDavid Diaz PadillaNo ratings yet
- Us 4772757Document8 pagesUs 4772757Naomi HerreraNo ratings yet
- US4919839Document9 pagesUS4919839Mohamed AdelNo ratings yet
- United States Patent (19) : Assignee: Pennwalt Corporation, PhiladelphiaDocument3 pagesUnited States Patent (19) : Assignee: Pennwalt Corporation, PhiladelphiaPatricio CaboNo ratings yet
- Semi-Annual Progress ReportDocument11 pagesSemi-Annual Progress Reportreza mohammadianNo ratings yet
- Ballova Et AlDocument11 pagesBallova Et AlDian SetyaNo ratings yet
- US5354545Document6 pagesUS5354545Joel de la BarreraNo ratings yet
- Aminocarboxilic Acid SaltsDocument7 pagesAminocarboxilic Acid SaltsnwrplaboratoryNo ratings yet
- United States Patent (19) : (54) Process For Preparation of HighDocument5 pagesUnited States Patent (19) : (54) Process For Preparation of Highdlpk311No ratings yet
- United States Patent (19) : (45) Date of Patent: Mar 23, 1999Document9 pagesUnited States Patent (19) : (45) Date of Patent: Mar 23, 1999Yosef Camposano RodriguezNo ratings yet
- Us 4501724Document7 pagesUs 4501724DARWIN STALIN ALCACIEGA PILCONo ratings yet
- Soap MakingDocument14 pagesSoap MakingEmanuel MoralesNo ratings yet
- Method of Hydrolyzing PolyacrylamideDocument5 pagesMethod of Hydrolyzing PolyacrylamidePutri Nadya KamilaNo ratings yet
- SYMPHOS 2015 - Bittner FinalDocument11 pagesSYMPHOS 2015 - Bittner FinalTattiana Aracelli Melo CifuentesNo ratings yet
- Distilasi Multikomponen 1Document20 pagesDistilasi Multikomponen 1aqhieypoenyaNo ratings yet
- Additive Composition For Release of Stuck Drill Pipe - (Fatty Alcohol Propoxylate and SMO Based Pipe Free Agent ExxonMobil)Document6 pagesAdditive Composition For Release of Stuck Drill Pipe - (Fatty Alcohol Propoxylate and SMO Based Pipe Free Agent ExxonMobil)Pothiraj KrishnanNo ratings yet
- United States Patent (19) : Argento Et AlDocument11 pagesUnited States Patent (19) : Argento Et AlSoh Ming LunNo ratings yet
- 1995 - HamannDkk - Process For The Preparation of Highly Concentrated Free-Flowing Aqueous Solutions of Betaines - US5464565Document5 pages1995 - HamannDkk - Process For The Preparation of Highly Concentrated Free-Flowing Aqueous Solutions of Betaines - US5464565Rizkyka AffiatyNo ratings yet
- Patent Pabrik Pthalic Anhydride Proses Von HeydenDocument7 pagesPatent Pabrik Pthalic Anhydride Proses Von HeydenFaizhal DimazNo ratings yet
- LFT 022 007-008 R1Document24 pagesLFT 022 007-008 R1abhigod1No ratings yet
- III Iii Iihiiii: United States PatentDocument11 pagesIII Iii Iihiiii: United States Patentista fitriaNo ratings yet
- US3923967Document9 pagesUS3923967nicoNo ratings yet
- US5417876Document6 pagesUS5417876acit marocitNo ratings yet
- Patente 01 US6309621Document7 pagesPatente 01 US6309621igiliNo ratings yet
- Us 5455369Document3 pagesUs 5455369korope8705No ratings yet
- Argon Recovery From Silicon Crystal FurnaceDocument7 pagesArgon Recovery From Silicon Crystal FurnaceasdfqwerNo ratings yet
- United States Patent (19) : (45) Date of Patent: Sep. 15, 1998Document8 pagesUnited States Patent (19) : (45) Date of Patent: Sep. 15, 1998Jesús MirelesNo ratings yet
- United States Patent (19) : Rodriguez-LeonDocument5 pagesUnited States Patent (19) : Rodriguez-LeonAshir ShahbazNo ratings yet
- Chimical UnitDocument13 pagesChimical Unitxtrooz abiNo ratings yet
- United States Patent (19) : 73) Assignee: Huron Tech Corp., Delco, N.CDocument14 pagesUnited States Patent (19) : 73) Assignee: Huron Tech Corp., Delco, N.CShahid AliNo ratings yet
- Esta US5696292Document8 pagesEsta US5696292Agustin CantilloNo ratings yet
- United States Patent (19) : (75) Inventors: Larry Mank, Orgeval Yves BarthelDocument5 pagesUnited States Patent (19) : (75) Inventors: Larry Mank, Orgeval Yves BarthelPratamap OdelNo ratings yet
- 4PL2PP89dvAHuD31bFqea6o0gdOSN 4wzp2IJk-Sw6MDocument7 pages4PL2PP89dvAHuD31bFqea6o0gdOSN 4wzp2IJk-Sw6MUřvah AbbasNo ratings yet
- Uop Unicracking Process For Hydrocracking: Donald AckelsonDocument12 pagesUop Unicracking Process For Hydrocracking: Donald AckelsonNguyễn Hoàng Bảo TrânNo ratings yet
- United States Patent 1191: Tajima Et A1. (45) Date of Patent: Aug. 24, 1993Document6 pagesUnited States Patent 1191: Tajima Et A1. (45) Date of Patent: Aug. 24, 1993Edwin DotcomNo ratings yet
- Spe 200966 MsDocument12 pagesSpe 200966 MsJesus D. Arrieta GarridoNo ratings yet
- Patent US4317926Document9 pagesPatent US4317926Santiago BorgesNo ratings yet
- SPE-118012 The CTour Process, An Option To Comply With Zero Harmful-Discharge Legislation in Norwegian WatersDocument10 pagesSPE-118012 The CTour Process, An Option To Comply With Zero Harmful-Discharge Legislation in Norwegian WatersBruceNo ratings yet
- Cartridge-Type Chemical Vapour Locks From TECHAP: Process Engineering and ComponentsDocument16 pagesCartridge-Type Chemical Vapour Locks From TECHAP: Process Engineering and ComponentsMo OsNo ratings yet
- The Inhibition of Gypsum and Barite Nucleation in Nacl Brines at Temperatures From 25 To 90°CDocument7 pagesThe Inhibition of Gypsum and Barite Nucleation in Nacl Brines at Temperatures From 25 To 90°CMo OsNo ratings yet
- TS STAB 34 Crude Oil Demulsification PDFDocument2 pagesTS STAB 34 Crude Oil Demulsification PDFMo OsNo ratings yet
- Extracted Pages From NAFD-CPFXXX-ECME-DSME-0042-AB - Data Sheet For Pressurized Deaerator (v-13550)Document3 pagesExtracted Pages From NAFD-CPFXXX-ECME-DSME-0042-AB - Data Sheet For Pressurized Deaerator (v-13550)Mo OsNo ratings yet
- TS STAB 34 Crude Oil Demulsification PDFDocument2 pagesTS STAB 34 Crude Oil Demulsification PDFMo OsNo ratings yet
- ActiSorb S7 RS Very GoodDocument2 pagesActiSorb S7 RS Very GoodMo OsNo ratings yet
- 7.16 P HowTo NeptuneDocument2 pages7.16 P HowTo NeptuneMo OsNo ratings yet
- Formulation AssessmentDocument11 pagesFormulation AssessmentMo OsNo ratings yet
- Mercaptent Removal PDFDocument3 pagesMercaptent Removal PDFMo Os100% (1)
- Axens Catalysts and Adsorbents: Advanced Solutions and ServicesDocument9 pagesAxens Catalysts and Adsorbents: Advanced Solutions and ServicesMo OsNo ratings yet
- Wong, J & Reece, A.R. 1967. Prediction of Rigid Wheel Performance Based On The Analysis of Soil - Wheel Stresses ...Document18 pagesWong, J & Reece, A.R. 1967. Prediction of Rigid Wheel Performance Based On The Analysis of Soil - Wheel Stresses ...Mo OsNo ratings yet
- Chemical Engineering Journal: Huan Xiang, Huiping Zhang, Pengfei Liu, Ying YanDocument9 pagesChemical Engineering Journal: Huan Xiang, Huiping Zhang, Pengfei Liu, Ying YanMo OsNo ratings yet
- CP-2GM Sample DataSheet WellkerDocument2 pagesCP-2GM Sample DataSheet WellkerMo OsNo ratings yet
- Ef 700500 XDocument6 pagesEf 700500 XMo OsNo ratings yet
- Chemical Engineering Journal: Huan Xiang, Huiping Zhang, Pengfei Liu, Ying YanDocument9 pagesChemical Engineering Journal: Huan Xiang, Huiping Zhang, Pengfei Liu, Ying YanMo OsNo ratings yet
- (Outside Project Site Rental) (Barracks To Project Site) (Site Office, Stockpile, Workshop, Etc.)Document24 pages(Outside Project Site Rental) (Barracks To Project Site) (Site Office, Stockpile, Workshop, Etc.)Christian CabacunganNo ratings yet
- Chemrite PP FibreDocument3 pagesChemrite PP FibreICPL-RWPNo ratings yet
- ASTM D 388 Classification of CoalsDocument6 pagesASTM D 388 Classification of CoalsCesar MurgaNo ratings yet
- Cobalt: Definition, Mineralogy and DepositsDocument19 pagesCobalt: Definition, Mineralogy and DepositsJesusSalamancaNo ratings yet
- Installation PracticesDocument28 pagesInstallation PracticesKelly QuicenoNo ratings yet
- A Comprehensive Review of Recent Advances On Surfactant Architectures and Their Applications For Unconventional ReservoirsDocument47 pagesA Comprehensive Review of Recent Advances On Surfactant Architectures and Their Applications For Unconventional ReservoirsRuth Santos NaranjoNo ratings yet
- Improper Waste DisposalDocument7 pagesImproper Waste DisposalAly TuzonNo ratings yet
- 3.2.2 Ionic BondingDocument8 pages3.2.2 Ionic BondingSafiya Shiraz ImamudeenNo ratings yet
- Products Range.Document20 pagesProducts Range.sandraatef71No ratings yet
- Wiring Cable StandardDocument6 pagesWiring Cable StandardAli AhmadNo ratings yet
- SimXpert R3.2 Crash Workspace GuideDocument344 pagesSimXpert R3.2 Crash Workspace Guidepaulkastle100% (1)
- ACETAL COPOLYMER AMCEL KP20 Safety Data SheetDocument8 pagesACETAL COPOLYMER AMCEL KP20 Safety Data SheetHector VelezNo ratings yet
- Asconium: Technical NoticeDocument14 pagesAsconium: Technical NoticenanoNo ratings yet
- Novel Uses For Agilent ICP-MS in A Changing WorldDocument8 pagesNovel Uses For Agilent ICP-MS in A Changing WorldXANPHOXYL KIBETNo ratings yet
- Titrimetric Methods of AnalysesDocument10 pagesTitrimetric Methods of AnalysesJason BakerNo ratings yet
- Slab Luchana Not CuteDocument5 pagesSlab Luchana Not CuteTracy Pelarios IINo ratings yet
- Solutions HW6 PDFDocument11 pagesSolutions HW6 PDFgordan100% (1)
- Elevation 01 Elevation 04: C03 C01 C02 D01 D02 D03 D04 D05 D06 D07Document1 pageElevation 01 Elevation 04: C03 C01 C02 D01 D02 D03 D04 D05 D06 D07Abid AyubNo ratings yet
- Controlled Polymers For Pigment DispersantsDocument9 pagesControlled Polymers For Pigment Dispersantstrường phạmNo ratings yet
- Mineral Insulated Metal-Sheathed CableDocument13 pagesMineral Insulated Metal-Sheathed CablekmiqdNo ratings yet
- Kolgunda Gerumara Main Road To Mahuvatnahalli Harijana ColonyDocument36 pagesKolgunda Gerumara Main Road To Mahuvatnahalli Harijana ColonyANIL KUMAR H CNo ratings yet
- Nida Metal BrazingDocument4 pagesNida Metal Brazingapi-115534435No ratings yet
- AbcdDocument3 pagesAbcdNikesh ShahNo ratings yet
- Tensile TestDocument11 pagesTensile TestOsura GunasenaNo ratings yet
- Water Purification Using Solar Still: A Technical Seminar OnDocument18 pagesWater Purification Using Solar Still: A Technical Seminar Onashna latheefNo ratings yet
- Presentation On Utilities & Offsite Iffco, ParadeepDocument22 pagesPresentation On Utilities & Offsite Iffco, ParadeepSOCRATESNo ratings yet