You might also like
- Materiales CompuestosDocument7 pagesMateriales CompuestosPascual MoralesNo ratings yet
- Materiales Compuestos 1Document33 pagesMateriales Compuestos 1romulom56100% (3)
- Materiales CompuestosDocument4 pagesMateriales CompuestosLuz SecretNo ratings yet
- Apuntes de Sintesis de PolímerosDocument56 pagesApuntes de Sintesis de PolímerosAxel MéndezNo ratings yet
- Materiales CompuestosDocument45 pagesMateriales CompuestosMaría del Carmen Infantes RoqueNo ratings yet
- Clasificación y Tipos de Materiales en CaracteresDocument9 pagesClasificación y Tipos de Materiales en CaracteresJusto Roncoroni VizcainoNo ratings yet
- Quimica General de Resinas PRF PDFDocument74 pagesQuimica General de Resinas PRF PDFcordobaluisfNo ratings yet
- Normas Astm para Materiales CompuestosDocument5 pagesNormas Astm para Materiales CompuestosMaria de los Ángeles Huaman HuayhuaNo ratings yet
- Trabajo de Acero AleadoDocument12 pagesTrabajo de Acero AleadoJESUS SUCRENo ratings yet
- Clasificacion de Materiales MetalicosDocument25 pagesClasificacion de Materiales Metalicosrenebarreiro100% (12)
- PULVIMETALURGÍADocument8 pagesPULVIMETALURGÍAAndres BallesterosNo ratings yet
- Materiales compuestos: fibras, matrices y aplicacionesDocument15 pagesMateriales compuestos: fibras, matrices y aplicacionesÁlvaro Rodríguez SuárezNo ratings yet
- Factores clave en la selección de acerosDocument9 pagesFactores clave en la selección de acerosIan GonzalezNo ratings yet
- Ensayo de LlamaDocument7 pagesEnsayo de LlamaJem ArtyNo ratings yet
- Matrices Polimericas de Materiales CompuestosDocument10 pagesMatrices Polimericas de Materiales CompuestosMQ LuizNo ratings yet
- Concepto de Resistencia Al FuegoDocument2 pagesConcepto de Resistencia Al FuegoeduzykNo ratings yet
- Propiedades Mecanicas y Tecnologicas de Los MaterialesDocument15 pagesPropiedades Mecanicas y Tecnologicas de Los MaterialesLuis Condo AlvarezNo ratings yet
- Ensayo de ImpactoDocument6 pagesEnsayo de ImpactoAndres Felipe MirandaNo ratings yet
- Unidad 6 Investidacion DocumnetalDocument30 pagesUnidad 6 Investidacion DocumnetalRomarioo ReyesNo ratings yet
- Manta Kaowool HP PDFDocument2 pagesManta Kaowool HP PDFOrlando ManriqueNo ratings yet
- Propiedades de Los PolimerosDocument4 pagesPropiedades de Los PolimerosElias Obed Aguilar RosalesNo ratings yet
- 1-Propiedades de Los MaterialesDocument178 pages1-Propiedades de Los MaterialesMarcos AntonioNo ratings yet
- Corrosion MetalicaDocument31 pagesCorrosion MetalicaAnonymous frVRdp7PpNo ratings yet
- Acetato de Celulosa y BaquelitaDocument12 pagesAcetato de Celulosa y BaquelitaGlendita CaryNo ratings yet
- Introducción A Los AcerosDocument13 pagesIntroducción A Los AcerosAdaNo ratings yet
- Aceros CriogenicosDocument134 pagesAceros CriogenicosadescargarNo ratings yet
- Metalografia y Microestructuras de Soldadura EBDocument3 pagesMetalografia y Microestructuras de Soldadura EBErika Benavidez0% (1)
- Materiales No MetalicosDocument22 pagesMateriales No MetalicosBado Meza0% (1)
- Materiales MetálicosDocument136 pagesMateriales Metálicosvinicio palaciosNo ratings yet
- Propiedades térmicas materialesDocument50 pagesPropiedades térmicas materialesPepe GHPNo ratings yet
- Materiales FerrososDocument2 pagesMateriales FerrososJuan David HerranNo ratings yet
- Materiales MetalicosDocument125 pagesMateriales MetalicosIngrid Espiritu BastidasNo ratings yet
- Aceros Aleados TrabajoDocument7 pagesAceros Aleados TrabajoLauraCastilloNo ratings yet
- Ciencia de Los MaterialesDocument104 pagesCiencia de Los MaterialesDaniel Garnica SepulvedaNo ratings yet
- Laboratorio de Estudio y Ensayos de MaterialesDocument3 pagesLaboratorio de Estudio y Ensayos de MaterialesMaria GimenezNo ratings yet
- Practicas Lab. Materiales No MetalicosDocument8 pagesPracticas Lab. Materiales No MetalicosLuis Andrade0% (1)
- Analisis TermomecanicoDocument11 pagesAnalisis TermomecanicoFiorella NuñezNo ratings yet
- Ensayo de TracciónDocument9 pagesEnsayo de TracciónLex ViracochaNo ratings yet
- Materiales CompuestosDocument5 pagesMateriales CompuestosSamuel CastilloNo ratings yet
- Tanque Pulmon CompresorDocument7 pagesTanque Pulmon CompresorMANUELNo ratings yet
- LOS MATERIALES METÁLICOS (Trabajo)Document10 pagesLOS MATERIALES METÁLICOS (Trabajo)Bernardo de la PeñaNo ratings yet
- Ensayos y Selección de MaterialesDocument19 pagesEnsayos y Selección de MaterialesJoel Andrés Santa Cruz Pérez100% (1)
- TERMOPLASTICOSDocument8 pagesTERMOPLASTICOSluisito091No ratings yet
- Aleaciones PolimericasDocument1 pageAleaciones PolimericasNarciso LeonNo ratings yet
- Leccion2.Refractarios - Propiedades MECANICASDocument35 pagesLeccion2.Refractarios - Propiedades MECANICASIvan Santa CruzNo ratings yet
- El Mundo de Los PolímerosDocument36 pagesEl Mundo de Los PolímerosMickael Bernal100% (1)
- Tipos de PolimerosDocument14 pagesTipos de PolimerosFabian ValverdeNo ratings yet
- Soldaduras en La ConstrucciónDocument5 pagesSoldaduras en La ConstrucciónOscar Mauricio Acevedo PorrasNo ratings yet
- Fatiga en Materiales Compuestos Comportamiento y Mecanismos de Degradacion PDFDocument32 pagesFatiga en Materiales Compuestos Comportamiento y Mecanismos de Degradacion PDFlaubeNo ratings yet
- Terminos, Compuestos y Termofraguantes y Materiales Ceramicos.Document10 pagesTerminos, Compuestos y Termofraguantes y Materiales Ceramicos.Oscar Hernandez100% (1)
- Degradación UV - FinalDocument102 pagesDegradación UV - FinalHoward Gallegos MontenegroNo ratings yet
- Qué Son Los Materiales CompuestosDocument6 pagesQué Son Los Materiales CompuestoskaritoNo ratings yet
- Defectos en MaterialesDocument33 pagesDefectos en Materialessecate100% (1)
- Materiales Compuestos de Matriz PolimericaDocument13 pagesMateriales Compuestos de Matriz PolimericajohnfcortesNo ratings yet
- Clase 2. Clasificación de Los Materiales de IngenieríaDocument14 pagesClase 2. Clasificación de Los Materiales de IngenieríajoseNo ratings yet
- Estructura y Propiedades de Los MaterialesDocument19 pagesEstructura y Propiedades de Los MaterialesArturo GuerraNo ratings yet
- Materiales de Contruccion PDFDocument14 pagesMateriales de Contruccion PDFJeanette Katherine Cornejo GarciaNo ratings yet
- Temperatura de Transición VítreaDocument5 pagesTemperatura de Transición Vítrearoman cueva100% (1)
- Materiales Compositos y Su Uso en La IndustriaDocument9 pagesMateriales Compositos y Su Uso en La IndustriaValdez Garibo Grecia sinaiNo ratings yet
- "Año de La Unidad, La Paz Y El Desarrollo": Facultad de Ingenieria Carrera Profesional de Ingenieria IndustrialDocument11 pages"Año de La Unidad, La Paz Y El Desarrollo": Facultad de Ingenieria Carrera Profesional de Ingenieria IndustrialMARIA LUISA RATA PALOMINONo ratings yet
- 10 Materiales CompuestosDocument27 pages10 Materiales CompuestosPablo German TouriñanNo ratings yet
- Cloruro de Sodio PDFDocument9 pagesCloruro de Sodio PDFXavi SilvaNo ratings yet
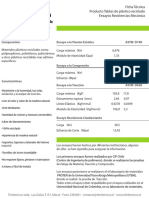
- Tablas plástico reciclado ensayos resistencia mecánica 40Document1 pageTablas plástico reciclado ensayos resistencia mecánica 40Daniel100% (1)
- Obtencion y Caracteriazacion Del Material MMC Con Matriz de Aa2124 y Refuerzo Particulado de Cual2 Por La VíaDocument98 pagesObtencion y Caracteriazacion Del Material MMC Con Matriz de Aa2124 y Refuerzo Particulado de Cual2 Por La VíaDanielNo ratings yet
- GestionDocument1 pageGestionDanielNo ratings yet
- Lista de PlantillasDocument6 pagesLista de Plantillasjohnny florNo ratings yet
- Clase 4. EntropíaDocument25 pagesClase 4. Entropíaanon_543275110No ratings yet
- Camara de Bombeo Tipo CaissonDocument27 pagesCamara de Bombeo Tipo CaissonJaime Rabanal Nuñez0% (1)
- Sistema Multicapa MultiStandardDocument38 pagesSistema Multicapa MultiStandardOscar AtienzaNo ratings yet
- Cómo calcular materiales para falso piso y contrapiso de 10 y 3cmDocument4 pagesCómo calcular materiales para falso piso y contrapiso de 10 y 3cmThû Nînio Émoxitho TlvNo ratings yet
- Seleccion MaterialesDocument48 pagesSeleccion MaterialesJP BrazalezNo ratings yet
- Exposicion Concreto PresforzadoDocument26 pagesExposicion Concreto PresforzadoNéstorDanielGonzalez100% (1)
- Soluciones Sika Estructuras Tuneles Estancos FolletoDocument36 pagesSoluciones Sika Estructuras Tuneles Estancos Folletoivan gerardo matos jaraNo ratings yet
- Ejer Cici o ClaseDocument1 pageEjer Cici o ClaseAriel DutanNo ratings yet
- Sulfuros de Cristalografia Corregido y Unido CRJDocument101 pagesSulfuros de Cristalografia Corregido y Unido CRJMiguel Díaz LeónNo ratings yet
- 28.remolienda de Concentrado Bulk y MolibdenoDocument5 pages28.remolienda de Concentrado Bulk y MolibdenoSamuel Delgado LoaizaNo ratings yet
- Tipos de Soldaduras y Uniones C4Document2 pagesTipos de Soldaduras y Uniones C4maximilianoNo ratings yet
- Empalmes de acero de construcción: soldadura, conectores mecánicos y terminalesDocument16 pagesEmpalmes de acero de construcción: soldadura, conectores mecánicos y terminalesDani Maikol TiconaNo ratings yet
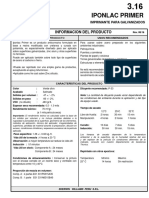
- 3.16 Iponlac PrimerDocument4 pages3.16 Iponlac PrimerPeter CallánNo ratings yet
- Laboratorio de Diodos #2Document17 pagesLaboratorio de Diodos #2ELOY CHAÑI CALLAHUASINo ratings yet
- GUÍA No.1 QUÍMICA 11Document6 pagesGUÍA No.1 QUÍMICA 11Olemar Ele MarNo ratings yet
- Accidente Mortal v1Document13 pagesAccidente Mortal v1Max Giancarlo Nuñez VargasNo ratings yet
- Senati EhhDocument9 pagesSenati EhhAndréHernaniNo ratings yet
- Reducción del uso de plásticos a través de alternativas sosteniblesDocument13 pagesReducción del uso de plásticos a través de alternativas sosteniblesLuis Fernando B.No ratings yet
- Chema BitumenDocument2 pagesChema BitumenJoselo HidalgoNo ratings yet
- CHECK LIST Elementos de IzajeDocument2 pagesCHECK LIST Elementos de IzajeCecy SalinasNo ratings yet
- Compuestos InorganicosDocument1 pageCompuestos InorganicosMauricio GonzalezNo ratings yet
- CercoPerimetricoDocument4 pagesCercoPerimetricoHerlin Luis Challco HuallpaNo ratings yet
- Carta Presentacion-Mvs Representaciones 2017Document6 pagesCarta Presentacion-Mvs Representaciones 2017Michel CalcinNo ratings yet
- Alcanos y Cicloalcanos TareaDocument12 pagesAlcanos y Cicloalcanos TareaarielNo ratings yet
- Criterios Seleccion Materiales Servicio AmargoDocument8 pagesCriterios Seleccion Materiales Servicio AmargoALONSO GOMEZNo ratings yet
- Examen ResueltDocument6 pagesExamen ResueltFidelNo ratings yet
- Sección 703 - SUBDRENAJESDocument7 pagesSección 703 - SUBDRENAJESjtesla100% (1)
- Informe CuatroDocument30 pagesInforme CuatroRoy Cardenas ChaicoNo ratings yet