You might also like
- Hypersonic Weapons Technology by Prof DR Ali SaroshDocument18 pagesHypersonic Weapons Technology by Prof DR Ali SaroshAli Sarosh100% (1)
- Ada199356 PDFDocument243 pagesAda199356 PDFSaideep KaredlaNo ratings yet
- Miniature UAVs & Future EW: Distributed SensingDocument13 pagesMiniature UAVs & Future EW: Distributed Sensingl k100% (2)
- Methods of Radar Cross-section AnalysisFrom EverandMethods of Radar Cross-section AnalysisJ.W. Jr. CrispinNo ratings yet
- En 018 $$allDocument148 pagesEn 018 $$allsistlasvNo ratings yet
- Preditor Program Cost and Contract OverviewDocument22 pagesPreditor Program Cost and Contract OverviewTom HananNo ratings yet
- MQ9 Reaper Emerging (Assignment)Document7 pagesMQ9 Reaper Emerging (Assignment)Vaibhavi SinghNo ratings yet
- Airship Powered From SpaceDocument3 pagesAirship Powered From SpaceHugh Fox IIINo ratings yet
- Military Radars: Raghu Guttennavar 2KL06TE024Document23 pagesMilitary Radars: Raghu Guttennavar 2KL06TE024Shreedhar Todkar100% (1)
- Rq-4 Block 20 Global Hawk: Structural FeaturesDocument5 pagesRq-4 Block 20 Global Hawk: Structural FeaturesTuğba BüyüktanırNo ratings yet
- 2015 Dote Annual ReportDocument472 pages2015 Dote Annual ReportsamlagroneNo ratings yet
- Advanced Medium Range Air-To-Air Missile Propulsion SystemDocument2 pagesAdvanced Medium Range Air-To-Air Missile Propulsion SystemManuel SolisNo ratings yet
- Wilson-Dunham MissileThreat 20200826 0Document27 pagesWilson-Dunham MissileThreat 20200826 0adnan gondžićNo ratings yet
- Rci DocumentsDocument6 pagesRci DocumentsMohammed AnasNo ratings yet
- 100117CDR MQ-9B SkyGuardian Readly To Deliver JUSTAS PDFDocument5 pages100117CDR MQ-9B SkyGuardian Readly To Deliver JUSTAS PDFMorgen GumpNo ratings yet
- WAAPI UAV Design ReportDocument97 pagesWAAPI UAV Design ReportAbhishek ChauhanNo ratings yet
- UAV Specs PDFDocument12 pagesUAV Specs PDFMario Gómez Martínez100% (1)
- Convoy ProtectionDocument10 pagesConvoy ProtectionUAVs Australia100% (1)
- Turbopump Turbines Developed by VolvoDocument7 pagesTurbopump Turbines Developed by VolvoSungGu LeeNo ratings yet
- Anao MPR 2016 17 Pdss4 Mrh90helicoptersDocument12 pagesAnao MPR 2016 17 Pdss4 Mrh90helicoptersAnonymous cGMk7iWNbNo ratings yet
- Istar and UavDocument149 pagesIstar and UavAlexa Alexandra100% (1)
- Light Combat Aircraft BAE Hawk 208 Specs and CapabilitiesDocument5 pagesLight Combat Aircraft BAE Hawk 208 Specs and CapabilitiesUtsav NiroulaNo ratings yet
- Mgm-166 Losat - WikipediaDocument3 pagesMgm-166 Losat - WikipediasorinartistuNo ratings yet
- 2-Top 10 Fifth Generation Fighter AircraftDocument18 pages2-Top 10 Fifth Generation Fighter Aircrafttarun100% (1)
- A Perspective On The Requirements and Design For Advanced Cruise MissilesDocument7 pagesA Perspective On The Requirements and Design For Advanced Cruise Missilesgrindormh53100% (1)
- Small But Mighty PowerfulDocument4 pagesSmall But Mighty PowerfulMohammad LavasaniNo ratings yet
- Armada International Compendium Urban Warfare 4 2010Document28 pagesArmada International Compendium Urban Warfare 4 2010sanjuan_97100% (1)
- Mettle Ops OMFV Press ReleaseDocument1 pageMettle Ops OMFV Press ReleaseBreakingDefenseNo ratings yet
- US Army EADSIM PDFDocument2 pagesUS Army EADSIM PDFLisa Fransiska SitompulNo ratings yet
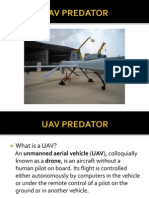
- Uav PredatorDocument10 pagesUav PredatorViperous PramodNo ratings yet
- Defence Scientific Information & Documentation Centre, DRDO: Published byDocument52 pagesDefence Scientific Information & Documentation Centre, DRDO: Published byPRATHMESH NILEWADNo ratings yet
- U Dai Fts T Unmanned Aircraft Systems January 9, 2009: Unmanned Warfare Ousd (At&L)Document32 pagesU Dai Fts T Unmanned Aircraft Systems January 9, 2009: Unmanned Warfare Ousd (At&L)wangxiaoming_0No ratings yet
- China's Emerging 5th Generation Air-To-Air MissilesDocument14 pagesChina's Emerging 5th Generation Air-To-Air MissilesAzman JantanNo ratings yet
- NASA SMRC TechnologiesDocument170 pagesNASA SMRC TechnologiesNurain OkeNo ratings yet
- f15 Infographic PDFDocument1 pagef15 Infographic PDFamenendezam100% (1)
- EFT Stratguide GB 72dpiDocument137 pagesEFT Stratguide GB 72dpic4c4100% (1)
- Strela: Launch Vehicle User ManualDocument63 pagesStrela: Launch Vehicle User ManualbospankerNo ratings yet
- Factsheet LANTIRN ER2Document2 pagesFactsheet LANTIRN ER2Desmond ChongNo ratings yet
- Advanced AESA Radar for Air Combat & Strike MissionsDocument2 pagesAdvanced AESA Radar for Air Combat & Strike MissionsDrSomnath9990% (1)
- Ballistic Missile Defense Test RecordDocument2 pagesBallistic Missile Defense Test RecordStephen LoiaconiNo ratings yet
- 2014 Vehicle Optronics 24S enDocument12 pages2014 Vehicle Optronics 24S enNemanja Arandjelovic100% (1)
- Aesa Rbe2: Aesa Radar For The Rafale, The Omnirole FighterDocument2 pagesAesa Rbe2: Aesa Radar For The Rafale, The Omnirole FighterAfeef Ibn AlbraNo ratings yet
- The People's Liberation Army's 37 Academic InstitutionsDocument296 pagesThe People's Liberation Army's 37 Academic Institutions米丫丫100% (1)
- Chengdu J-20 - WikipediaDocument93 pagesChengdu J-20 - WikipediaTalha AkbarNo ratings yet
- F22 RaptorDocument2 pagesF22 RaptorKakhaNo ratings yet
- RQ-4 Block 20 Global Hawk Drone SpecsDocument5 pagesRQ-4 Block 20 Global Hawk Drone SpecsTuğba BüyüktanırNo ratings yet
- Stability, Control and Performance of an Inverted Delta Wing-In-Ground Effect AircraftDocument92 pagesStability, Control and Performance of an Inverted Delta Wing-In-Ground Effect AircraftxxxguysNo ratings yet
- China's Maturing Fighter Force: Richard Fisher, JRDocument21 pagesChina's Maturing Fighter Force: Richard Fisher, JRHilel Cesar ChangNo ratings yet
- Rafale's Dual Band IRSTDocument1 pageRafale's Dual Band IRSTDrSomnath999No ratings yet
- ORPDocument16 pagesORPsamlagroneNo ratings yet
- Effect of Motor Length and Propellant Formulation On Nozzle Less Solid Rocket PerformanceDocument11 pagesEffect of Motor Length and Propellant Formulation On Nozzle Less Solid Rocket PerformanceSofyan Natsir100% (2)
- Operational and Support Costs For The F-16C/DDocument169 pagesOperational and Support Costs For The F-16C/Dnickb117No ratings yet
- Unmanned Aircraft SystemDocument123 pagesUnmanned Aircraft SystemedwardsilvaNo ratings yet
- A400M Grizzly: Strategic Delivery To The Point of NeedDocument80 pagesA400M Grizzly: Strategic Delivery To The Point of NeedjuanNo ratings yet
- (174 Note1) (Note2) (Note3) : Transport Capabilities Range Type C-17 A400M Type C-17 A400M EconomicsDocument1 page(174 Note1) (Note2) (Note3) : Transport Capabilities Range Type C-17 A400M Type C-17 A400M Economicstomay777No ratings yet
- Uav GroupingDocument15 pagesUav GroupingArun SasiNo ratings yet
- CARPET BrochureDocument2 pagesCARPET BrochurejreedFPNo ratings yet
- Gleason 1980Document4 pagesGleason 1980alexNo ratings yet
- Terminal High Altitude Area DefenseDocument1 pageTerminal High Altitude Area DefensealexNo ratings yet
- 259 - Numerical Simulation On The Pattern Factor of The Annular CombustorDocument7 pages259 - Numerical Simulation On The Pattern Factor of The Annular CombustoralexNo ratings yet
- MMC4v6a ENDocument3 pagesMMC4v6a ENalexNo ratings yet
- Side Scatter PDFDocument12 pagesSide Scatter PDFalexNo ratings yet
- Project02 PDFDocument26 pagesProject02 PDFalexNo ratings yet
- Cavity Lid DriveDocument4 pagesCavity Lid DrivealexNo ratings yet
- The Lid-Driven Square Cavity Flow: Numerical Solution With A 1024 X 1024 GridDocument13 pagesThe Lid-Driven Square Cavity Flow: Numerical Solution With A 1024 X 1024 GridImran RasheedNo ratings yet
- PCI-6308Series Datasheet en 2Document1 pagePCI-6308Series Datasheet en 2alexNo ratings yet
- E CombusDocument2 pagesE CombusalexNo ratings yet
- Rec 5Document5 pagesRec 5balqees haNo ratings yet
- Unclassified Ad Number: AuthorityDocument28 pagesUnclassified Ad Number: AuthorityalexNo ratings yet
- Nit Acid PDFDocument8 pagesNit Acid PDFalexNo ratings yet
- A1Document2 pagesA1alexNo ratings yet
- Isentropictoolbox MatlabDocument4 pagesIsentropictoolbox MatlabBruno ValenteNo ratings yet
- Section6 MatchingDocument10 pagesSection6 MatchingalexNo ratings yet
- Three-dimensional modeling of two-phase combustion flowsDocument9 pagesThree-dimensional modeling of two-phase combustion flowsalexNo ratings yet
- MPDFDocument6 pagesMPDFalexNo ratings yet
- Psi OmegaDocument10 pagesPsi OmegaPranav VyasNo ratings yet
- The Lid-Driven Square Cavity Flow: Numerical Solution With A 1024 X 1024 GridDocument13 pagesThe Lid-Driven Square Cavity Flow: Numerical Solution With A 1024 X 1024 GridImran RasheedNo ratings yet
- Kaiser Man 2005Document32 pagesKaiser Man 2005alexNo ratings yet
- Terminal High Altitude Area DefenseDocument1 pageTerminal High Altitude Area DefensealexNo ratings yet
- Exergy Analysis of Ramjet: Thermophysics and Aeromechanics, 2009, Vol. 16, No. 2Document11 pagesExergy Analysis of Ramjet: Thermophysics and Aeromechanics, 2009, Vol. 16, No. 2alexNo ratings yet
- Performance Assessments of A Boron Containing Gel Fuel RamjetDocument14 pagesPerformance Assessments of A Boron Containing Gel Fuel RamjetalexNo ratings yet
- Psi Omega PDFDocument5 pagesPsi Omega PDFalexNo ratings yet
- Installation and operation manual for EPIC pressure control systemDocument12 pagesInstallation and operation manual for EPIC pressure control systemalexNo ratings yet
- Psi OmegaDocument10 pagesPsi OmegaPranav VyasNo ratings yet
- Design and Fabrication of A Ramjet Engine PDFDocument11 pagesDesign and Fabrication of A Ramjet Engine PDFalexNo ratings yet
- Nit Acid PDFDocument8 pagesNit Acid PDFalexNo ratings yet
- TsiolkovskyDocument6 pagesTsiolkovskyMladen TrifunovicNo ratings yet
- 6 14D 13 PDFDocument17 pages6 14D 13 PDFRiyon Sanjaya IrmalNo ratings yet
- Lesson 1.3: General Properties of Indefinite IntegralsDocument6 pagesLesson 1.3: General Properties of Indefinite IntegralsMarkNo ratings yet
- Materials Finer Than 75 - : Standard Test Method For M (No. 200) Sieve in Mineral Aggregates by WashingDocument3 pagesMaterials Finer Than 75 - : Standard Test Method For M (No. 200) Sieve in Mineral Aggregates by WashingLuis Alejandro Sánchez LópezNo ratings yet
- MODULE 6.5 FastenersDocument12 pagesMODULE 6.5 FastenerssreeramNo ratings yet
- Numerical Investigation and Design of Aluminum Alloy Circular HollowDocument13 pagesNumerical Investigation and Design of Aluminum Alloy Circular HollowDjordjeDjNo ratings yet
- Circle TheoryDocument8 pagesCircle Theoryapi-278074538100% (3)
- Brochure CTS-9005Document4 pagesBrochure CTS-9005Dika AnggaraNo ratings yet
- Serials Update April 11 Springer Journals Price List - USDDocument213 pagesSerials Update April 11 Springer Journals Price List - USDJoao HeckerNo ratings yet
- Community Radio User GuideDocument285 pagesCommunity Radio User GuideHarish KumarNo ratings yet
- Lesson 3-F5 PhysicsDocument14 pagesLesson 3-F5 PhysicsCheng WLNo ratings yet
- Risk Assessment of Existing Bridge StructuresDocument262 pagesRisk Assessment of Existing Bridge StructuresShadi0% (1)
- Introduction to Soil Moduli & Stress-Strain BehaviorDocument45 pagesIntroduction to Soil Moduli & Stress-Strain BehaviorYassin Abd El AalNo ratings yet
- Literature Pressure GaugesDocument5 pagesLiterature Pressure GaugesHardik AcharyaNo ratings yet
- Reserves Estimation For A Coal Bed Methane Well PETSOC-03-11-01-PDocument6 pagesReserves Estimation For A Coal Bed Methane Well PETSOC-03-11-01-Psaladinayubi1234No ratings yet
- Geosynthetic Institute: GRI Test Method GM19Document12 pagesGeosynthetic Institute: GRI Test Method GM19HeiderHuertaNo ratings yet
- Zviko K Rmit PortfolioDocument20 pagesZviko K Rmit PortfolioAnonymous LFEfECcjNo ratings yet
- Unit 4Document76 pagesUnit 4raghuram67No ratings yet
- M.Tech M 2016Document133 pagesM.Tech M 2016Priya ApteNo ratings yet
- Arc VoltageDocument3 pagesArc Voltagedbharanidharan_in6351No ratings yet
- Answer All Questions: Igcse/O Level Physics Light ExerciseDocument34 pagesAnswer All Questions: Igcse/O Level Physics Light ExerciseNasser AlsowyanNo ratings yet
- IR Drop PDFDocument3 pagesIR Drop PDFarammartNo ratings yet
- Metals and AlloysDocument34 pagesMetals and AlloyszenrockNo ratings yet
- Subd - of Lot 3-c.ldcDocument4 pagesSubd - of Lot 3-c.ldcYza RoblesNo ratings yet
- OTE 100 Years of Flotation Technology Eng WebDocument2 pagesOTE 100 Years of Flotation Technology Eng WebSoufi Badr100% (2)
- Swarmalators Under Competitive Time-Varying Phase InteractionsDocument21 pagesSwarmalators Under Competitive Time-Varying Phase Interactionsim.marzaNo ratings yet
- Table A. Equivalent Length, (L/D) of Valves and Pipe FittingsDocument7 pagesTable A. Equivalent Length, (L/D) of Valves and Pipe Fittingst_i_f_anoNo ratings yet
- SM04 Poster 82Document6 pagesSM04 Poster 82lkamalNo ratings yet
- NS Meteorological Calculations GuideDocument3 pagesNS Meteorological Calculations GuidecagnashNo ratings yet
- Lecture20 Drilled ShaftsDocument57 pagesLecture20 Drilled ShaftsAsia WardNo ratings yet
- Int - Ph.D. Math - SCDocument11 pagesInt - Ph.D. Math - SCapi-26401608No ratings yet
- Happy, Happy, Happy: My Life and Legacy as the Duck CommanderFrom EverandHappy, Happy, Happy: My Life and Legacy as the Duck CommanderRating: 5 out of 5 stars5/5 (39)
- Dark Aeon: Transhumanism and the War Against HumanityFrom EverandDark Aeon: Transhumanism and the War Against HumanityRating: 5 out of 5 stars5/5 (1)
- Endure: How to Work Hard, Outlast, and Keep HammeringFrom EverandEndure: How to Work Hard, Outlast, and Keep HammeringRating: 4.5 out of 5 stars4.5/5 (283)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindFrom EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNo ratings yet
- Breakthrough Marksmanship: The Tools of Practical ShootingFrom EverandBreakthrough Marksmanship: The Tools of Practical ShootingRating: 5 out of 5 stars5/5 (1)
- The Fourth Age: Smart Robots, Conscious Computers, and the Future of HumanityFrom EverandThe Fourth Age: Smart Robots, Conscious Computers, and the Future of HumanityRating: 4.5 out of 5 stars4.5/5 (115)
- Endure: How to Work Hard, Outlast, and Keep HammeringFrom EverandEndure: How to Work Hard, Outlast, and Keep HammeringRating: 5 out of 5 stars5/5 (1)
- PLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsFrom EverandPLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsNo ratings yet
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- The Gun Digest Book of Combat Handgunnery, 7th EditionFrom EverandThe Gun Digest Book of Combat Handgunnery, 7th EditionRating: 4.5 out of 5 stars4.5/5 (9)
- Si-cology 1: Tales and Wisdom from Duck Dynasty's Favorite UncleFrom EverandSi-cology 1: Tales and Wisdom from Duck Dynasty's Favorite UncleRating: 4.5 out of 5 stars4.5/5 (16)
- DIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!From EverandDIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!Rating: 4 out of 5 stars4/5 (4)
- The History of Browning Firearms: A Complete Chronicle of the Greatest Gunsmith of All TimeFrom EverandThe History of Browning Firearms: A Complete Chronicle of the Greatest Gunsmith of All TimeNo ratings yet
- The Modern Day Gunslinger: The Ultimate Handgun Training ManualFrom EverandThe Modern Day Gunslinger: The Ultimate Handgun Training ManualRating: 3 out of 5 stars3/5 (2)
- In the Age of AI: How AI and Emerging Technologies Are Disrupting Industries, Lives, and the Future of WorkFrom EverandIn the Age of AI: How AI and Emerging Technologies Are Disrupting Industries, Lives, and the Future of WorkRating: 5 out of 5 stars5/5 (1)
- Building a Home Defense Remington 870 ShotgunFrom EverandBuilding a Home Defense Remington 870 ShotgunRating: 3.5 out of 5 stars3.5/5 (5)
- Marksmanship Fundamentals: Improve Your Shooting By Mastering the BasicsFrom EverandMarksmanship Fundamentals: Improve Your Shooting By Mastering the BasicsRating: 4.5 out of 5 stars4.5/5 (3)
- Atlas of AI: Power, Politics, and the Planetary Costs of Artificial IntelligenceFrom EverandAtlas of AI: Power, Politics, and the Planetary Costs of Artificial IntelligenceRating: 5 out of 5 stars5/5 (9)
- Prepared: The 8 Secret Skills of an Ex-IDF Special Forces Operator That Will Keep You Safe - Basic GuideFrom EverandPrepared: The 8 Secret Skills of an Ex-IDF Special Forces Operator That Will Keep You Safe - Basic GuideRating: 5 out of 5 stars5/5 (9)
- Si-renity: How I Stay Calm and Keep the FaithFrom EverandSi-renity: How I Stay Calm and Keep the FaithRating: 5 out of 5 stars5/5 (21)
- Arduino: The complete guide to Arduino for beginners, including projects, tips, tricks, and programming!From EverandArduino: The complete guide to Arduino for beginners, including projects, tips, tricks, and programming!Rating: 4 out of 5 stars4/5 (3)
- The Hunter's Way: A Guide to the Heart and Soul of HuntingFrom EverandThe Hunter's Way: A Guide to the Heart and Soul of HuntingRating: 4.5 out of 5 stars4.5/5 (10)