You might also like
- Cuentas Bancarias HotelerasDocument10 pagesCuentas Bancarias Hotelerasjose solis100% (2)
- Autorización Ingreso de Personal ExternoDocument2 pagesAutorización Ingreso de Personal ExternoLeidy PuentesNo ratings yet
- Plan de TrabajoDocument50 pagesPlan de TrabajoWendy CaritaNo ratings yet
- Plan de Contingencia en Caso de Corte de Energia Electrica y Agua PotableDocument8 pagesPlan de Contingencia en Caso de Corte de Energia Electrica y Agua PotableGustavo AlfaroNo ratings yet
- Método de Razones SimplesDocument14 pagesMétodo de Razones SimplesFabian SantesNo ratings yet
- Trabajo y Ciudadania - 6to AñoDocument122 pagesTrabajo y Ciudadania - 6to Añoveronica7grayNo ratings yet
- PID en PICDocument9 pagesPID en PICArmando Pérez ReynosoNo ratings yet
- Manual Es ES LOGODocument256 pagesManual Es ES LOGOMario Alberto Valencia ZapataNo ratings yet
- LCDDocument10 pagesLCDGustavo AlfaroNo ratings yet
- LCDDocument10 pagesLCDGustavo AlfaroNo ratings yet
- Seminario de MecatronicaDocument4 pagesSeminario de MecatronicaGustavo AlfaroNo ratings yet
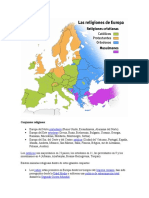
- Conjuntos ReligiososDocument5 pagesConjuntos ReligiososGustavo AlfaroNo ratings yet
- Act Fundamental 2 AdminDocument9 pagesAct Fundamental 2 AdminMartin TreviñoNo ratings yet
- Plataforma de La PlaneacionDocument2 pagesPlataforma de La PlaneacionMildre Sarao CoronadoNo ratings yet
- Module #3 Customer Service 2Document7 pagesModule #3 Customer Service 2yenifer davilaNo ratings yet
- Proporcionalidad Numerica 1Document2 pagesProporcionalidad Numerica 1maria jose sanchez valenzuelaNo ratings yet
- HFW 100 t5 EsDocument13 pagesHFW 100 t5 EsAriel R. Arraya V.No ratings yet
- Escuelas Del Pensamiento ContableDocument13 pagesEscuelas Del Pensamiento Contableivan cabreraNo ratings yet
- Metodologia ScrumDocument5 pagesMetodologia ScrumCoffee BearNo ratings yet
- Disipadores de Calor en Los MicrochipsDocument12 pagesDisipadores de Calor en Los MicrochipsJeniffer TrianaNo ratings yet
- Práctica MailEnable - NUEVODocument5 pagesPráctica MailEnable - NUEVODaniel Moreno BarónNo ratings yet
- Cuestionario ContabilidadDocument4 pagesCuestionario ContabilidadBaco LinxcoreNo ratings yet
- La Gran Diversidad Del Clima en ChinaDocument14 pagesLa Gran Diversidad Del Clima en ChinaEdidzon Tito LujanNo ratings yet
- Atencion ProgresivaDocument11 pagesAtencion ProgresivaRicardo Sanchez gomezNo ratings yet
- Instrucciones para Operar Con El Big Five BDocument2 pagesInstrucciones para Operar Con El Big Five BCathiaAnnabellMendietaVásquezNo ratings yet
- Evaluacion Matematica 6 GradoDocument5 pagesEvaluacion Matematica 6 GradoFabio RolNo ratings yet
- Si Bien Es Cierto La Actual Crisis Económica Europea Es Una Crisis de La DeudaDocument2 pagesSi Bien Es Cierto La Actual Crisis Económica Europea Es Una Crisis de La DeudaErasmo Antonio Henríquez Pontillo0% (1)
- Recursos Del PIC. Uso de La Memoria EEPROM InternaDocument3 pagesRecursos Del PIC. Uso de La Memoria EEPROM InternaValeria Cristina Gonzalez PachecoNo ratings yet
- Sentencia 20030017326689 de Enero 29 de 2014 21 Industria de Ejes y Transmisiones S.A.Document43 pagesSentencia 20030017326689 de Enero 29 de 2014 21 Industria de Ejes y Transmisiones S.A.Antonio BNo ratings yet
- Lidsay KaplanDocument5 pagesLidsay KaplanmafferllorentNo ratings yet
- Fuente Howland PDFDocument10 pagesFuente Howland PDFcatachungaNo ratings yet
- Perfiles NacaDocument2 pagesPerfiles NacaEladio YoveraNo ratings yet
- Test 3 Analisis y Evaluaciòn Del Riesgo de AccidenteDocument6 pagesTest 3 Analisis y Evaluaciòn Del Riesgo de Accidentecarito010611No ratings yet
- Actividad SuplementariaDocument1 pageActividad SuplementariaVeronica VelascoNo ratings yet
- Práctica Preparación Del PacienteDocument4 pagesPráctica Preparación Del PacienteAlanGonzalezNo ratings yet
- Proyecto SatuDocument126 pagesProyecto SatuAdita Machaca PalliNo ratings yet
- Organigrama ExcelDocument4 pagesOrganigrama Excelmartin gonzalesNo ratings yet