You might also like
- Performance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallFrom EverandPerformance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallRating: 4 out of 5 stars4/5 (8)
- Southern Marine Engineering Desk Reference: Second Edition Volume IiFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiNo ratings yet
- Donny’S Unauthorized Technical Guide to Harley-Davidson, 1936 to Present: Volume Iv: Performancing the EvolutionFrom EverandDonny’S Unauthorized Technical Guide to Harley-Davidson, 1936 to Present: Volume Iv: Performancing the EvolutionRating: 4 out of 5 stars4/5 (1)
- Exploring Roundness 2014Document102 pagesExploring Roundness 2014Arvin BabuNo ratings yet
- QSK45 60Document139 pagesQSK45 60Ignacio100% (6)
- Manual C116 12720 ENDocument130 pagesManual C116 12720 ENtandy henhakkiarifin100% (2)
- Suspension 101 by Steve LymanDocument66 pagesSuspension 101 by Steve Lymannitishghosal100% (1)
- S650 Service - 6987168 enUS SMDocument1,311 pagesS650 Service - 6987168 enUS SMcarlos andres salazar sanchez75% (4)
- 2016 - 1404 - Types of Gears - BearingsDocument78 pages2016 - 1404 - Types of Gears - Bearingspranay kaduNo ratings yet
- Suspension Tuning and Development by Steve Lyman PDFDocument45 pagesSuspension Tuning and Development by Steve Lyman PDFsenthilmhNo ratings yet
- Automotive Differential Types and PerformanceDocument30 pagesAutomotive Differential Types and Performancestefanovicana1No ratings yet
- Maintenance of Heavy EquipmentDocument117 pagesMaintenance of Heavy EquipmentSawal Wal100% (1)
- GPU Programming in MATLABDocument6 pagesGPU Programming in MATLABkhaardNo ratings yet
- 2016 SB Catalogue PDFDocument701 pages2016 SB Catalogue PDFСергей Водяницкий88% (8)
- Centerless grinding adjustments guideDocument6 pagesCenterless grinding adjustments guideTony BormesNo ratings yet
- Pelajaran 1: Dasar-Dasar Engine DieselDocument73 pagesPelajaran 1: Dasar-Dasar Engine DieselRolly HasanNo ratings yet
- Wheel Alignment and SignificanceDocument41 pagesWheel Alignment and Significancereek_bhat100% (2)
- Brakes Design by Karan BhardiyaDocument62 pagesBrakes Design by Karan Bhardiyaraj_kumartNo ratings yet
- Steering System and TyresDocument32 pagesSteering System and TyresFraolNo ratings yet
- Maintenance of PumpsDocument22 pagesMaintenance of PumpsBhaumik Bhuva100% (2)
- Engine Overall Engine Specification Engine Proper Valve Mechanism Cooling System Fuel System Ignition System Engine Mounting Engine Control SystemDocument40 pagesEngine Overall Engine Specification Engine Proper Valve Mechanism Cooling System Fuel System Ignition System Engine Mounting Engine Control SystemPurnama Art100% (2)
- Design Features of LHB Fiat BogieDocument38 pagesDesign Features of LHB Fiat BogienagaNo ratings yet
- Crankshaft Torsion and Dampers PDFDocument9 pagesCrankshaft Torsion and Dampers PDFjeyaselvanm100% (1)
- To The World Of: BearingsDocument42 pagesTo The World Of: BearingsNaag RajNo ratings yet
- 91 SOC Interview Question BankDocument3 pages91 SOC Interview Question Bankeswar kumarNo ratings yet
- Vertical Roller Mill SummaryDocument20 pagesVertical Roller Mill SummaryPhyo Thura Htay100% (3)
- Minimum Automotive Quality Management System Requirements For Sub Tier Suppliers 2nded Rev2Document8 pagesMinimum Automotive Quality Management System Requirements For Sub Tier Suppliers 2nded Rev2R JNo ratings yet
- Quick Guide to Measuring ToolsDocument2 pagesQuick Guide to Measuring ToolsArvin BabuNo ratings yet
- 6 Acop v. OmbudsmanDocument1 page6 Acop v. OmbudsmanChester Santos SoniegaNo ratings yet
- Vertical Roller Mill SummaryDocument20 pagesVertical Roller Mill SummaryPhyo Thura Htay100% (6)
- Porsche Scheduled Maintenance Plan BrochureDocument2 pagesPorsche Scheduled Maintenance Plan BrochureDavid LusignanNo ratings yet
- What Is PID - TutorialDocument5 pagesWhat Is PID - Tutorialsocrates19582405No ratings yet
- 1113 Maintenance of PRVDocument63 pages1113 Maintenance of PRVhardito sussatrioNo ratings yet
- 046 University of Alberta SpecDocument3 pages046 University of Alberta SpecMohammad Parvez RazaNo ratings yet
- Specification Application Metric English: Engine Mechanical Specifications Y Car - LS1Document6 pagesSpecification Application Metric English: Engine Mechanical Specifications Y Car - LS1Jean Paul BésNo ratings yet
- Fsae DesignspecsDocument2 pagesFsae DesignspecsMari MuthuNo ratings yet
- FSAE Design Spec Sheet for University of Wisconsin-Platteville Car No. 18Document2 pagesFSAE Design Spec Sheet for University of Wisconsin-Platteville Car No. 18AlexandrKozlenokNo ratings yet
- PP T336 Disc Brake ServiceDocument15 pagesPP T336 Disc Brake ServiceVidit VishnoiNo ratings yet
- 6342 - Greenacres 9560 2011Document6 pages6342 - Greenacres 9560 2011Cva AvelarNo ratings yet
- Manual 5Document44 pagesManual 5trillas4910No ratings yet
- Lesson 11 - Propulsion Train & Shaft Line ComponentsDocument20 pagesLesson 11 - Propulsion Train & Shaft Line ComponentsMuhammad Kamran Malik100% (1)
- Iem CamsDocument70 pagesIem CamsNizar Pratama PutraNo ratings yet
- 053 SUNY-Buffalo SpecsDocument2 pages053 SUNY-Buffalo SpecsMari MuthuNo ratings yet
- By C Gurusimha Mechanical 07311A0347Document28 pagesBy C Gurusimha Mechanical 07311A0347Guru SimhaNo ratings yet
- Design Spec Sheet 2010Document2 pagesDesign Spec Sheet 2010ordenador90No ratings yet
- UnitIII Brakes and WheelsDocument29 pagesUnitIII Brakes and WheelsDheer SinghNo ratings yet
- Motors PresentationDocument38 pagesMotors PresentationnjileoNo ratings yet
- Supra Student Formula IndiaDocument21 pagesSupra Student Formula Indiagd007200100% (1)
- Microsoft Word - Viscous FansDocument9 pagesMicrosoft Word - Viscous Fanswayne kiwicylinderheadsNo ratings yet
- Four Stroke Cycle Theory: Intake Stroke Piston Moving Down Intake Valve Open Exhaust Valve ClosedDocument57 pagesFour Stroke Cycle Theory: Intake Stroke Piston Moving Down Intake Valve Open Exhaust Valve ClosedIndirajithNo ratings yet
- Meritor Brake Training 2019培训材料Document107 pagesMeritor Brake Training 2019培训材料maverickyogiNo ratings yet
- A) Saat Jalan LurusDocument6 pagesA) Saat Jalan Lurusrizki arfiNo ratings yet
- Gearbox Bull Gear High Vibration Due To Fluid InstabilityDocument26 pagesGearbox Bull Gear High Vibration Due To Fluid InstabilitySasi NimmakayalaNo ratings yet
- AVANZA EngineDocument40 pagesAVANZA EngineZulkarnaen PutraNo ratings yet
- 01 Purifier 03 Defect & Maint - TAKDocument49 pages01 Purifier 03 Defect & Maint - TAKzinminpaing9892No ratings yet
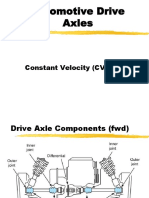
- Automotive Drive Axles: Constant Velocity (CV) TypesDocument88 pagesAutomotive Drive Axles: Constant Velocity (CV) TypesIndrajeet KumarNo ratings yet
- A Beginners TutorialDocument56 pagesA Beginners Tutorialvijayabaskaran PalanisamyNo ratings yet
- Jeppesen Oral QsDocument47 pagesJeppesen Oral QsDavid DoughtyNo ratings yet
- BB,,HJMDocument5 pagesBB,,HJMvishwa.curingbusyNo ratings yet
- Brakes and TyresDocument30 pagesBrakes and TyresYogesh SainiNo ratings yet
- Especificaciones Nissan Td25Document2 pagesEspecificaciones Nissan Td25oycohawk100% (1)
- 483Q Engine ECMDocument62 pages483Q Engine ECMAbel OviedoNo ratings yet
- How A Turbo Works: What Is A Turbocharger?Document8 pagesHow A Turbo Works: What Is A Turbocharger?Hamit MavriqiNo ratings yet
- Assignment MetrologyDocument7 pagesAssignment MetrologypuneetNo ratings yet
- Advancing Retarding: Effects of Altering Camshaft TimingDocument11 pagesAdvancing Retarding: Effects of Altering Camshaft TimingYmer GelladugaNo ratings yet
- UntitledDocument51 pagesUntitledhalil yıldırımNo ratings yet
- 2000H Service Wheel Loader 993KDocument4 pages2000H Service Wheel Loader 993KmhmdtrainingNo ratings yet
- IATF - International Automotive Task Force: IATF 16949:2016 - Frequently Asked Question (FAQ)Document19 pagesIATF - International Automotive Task Force: IATF 16949:2016 - Frequently Asked Question (FAQ)Arvin BabuNo ratings yet
- Micro-Ultrafine Finishing with Consistent Grain SizesDocument1 pageMicro-Ultrafine Finishing with Consistent Grain SizesArvin BabuNo ratings yet
- Channel List EngDocument8 pagesChannel List Engstudyurself0% (1)
- E-ABRASIC P 12 To P 220: For Coated Abrasives ProductsDocument2 pagesE-ABRASIC P 12 To P 220: For Coated Abrasives ProductsBas100% (1)
- Control of The Grinding Process Using In-Process Gage FeedbackDocument14 pagesControl of The Grinding Process Using In-Process Gage FeedbackArvin BabuNo ratings yet
- Gundrilling Guidelines for CNC or Manual MachinesDocument1 pageGundrilling Guidelines for CNC or Manual MachinesArvin BabuNo ratings yet
- Caterpillar Inc.: BackgroundDocument1 pageCaterpillar Inc.: BackgroundArvin BabuNo ratings yet
- Common Mistakes Commirtted in Statistical Process ControlDocument6 pagesCommon Mistakes Commirtted in Statistical Process ControlArvin BabuNo ratings yet
- Monthly BudgetDocument1 pageMonthly BudgetLissa HarrizNo ratings yet
- Aiag Training Selection Tool 2017-05-26Document2 pagesAiag Training Selection Tool 2017-05-26Arvin BabuNo ratings yet
- Efficient Manufacturing India Surface Treatment TechDocument2 pagesEfficient Manufacturing India Surface Treatment TechArvin BabuNo ratings yet
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDocument14 pagesMachining Processes Used To Produce Round Shapes: Turning and Hole MakingArvin BabuNo ratings yet
- Implementing LeanDocument39 pagesImplementing Leanbathuka chukaNo ratings yet
- Answer Sripadhmam Sunday Supersixers No-6Document3 pagesAnswer Sripadhmam Sunday Supersixers No-6Arvin BabuNo ratings yet
- General Formulations PDFDocument1 pageGeneral Formulations PDFArvin BabuNo ratings yet
- Self and Datum Referenced Form Measurements: George Schuetz, Mahr Federal IncDocument2 pagesSelf and Datum Referenced Form Measurements: George Schuetz, Mahr Federal IncArvin BabuNo ratings yet
- LM 28Document13 pagesLM 28Deepak Kumar Kant KesriNo ratings yet
- Channel List EngDocument8 pagesChannel List Engstudyurself0% (1)
- Answer Sripadhmam Sunday Supersixers No-5Document3 pagesAnswer Sripadhmam Sunday Supersixers No-5Arvin BabuNo ratings yet
- Product Data Sheet Silicon Carbide Grinding Paper CA enDocument3 pagesProduct Data Sheet Silicon Carbide Grinding Paper CA enArvin BabuNo ratings yet
- Meister Abrasives US-Mesh to FEPA Comparison ChartDocument1 pageMeister Abrasives US-Mesh to FEPA Comparison ChartArvin BabuNo ratings yet
- En 16MnCr5Document1 pageEn 16MnCr5gowrisankar32No ratings yet
- Status of Standards 2013-09-05 FEPApublicDocument1 pageStatus of Standards 2013-09-05 FEPApublicArvin BabuNo ratings yet
- Answer Sripadhmam Sunday Supersixers No-5Document3 pagesAnswer Sripadhmam Sunday Supersixers No-5Arvin BabuNo ratings yet
- 35735Document1 page35735Arvin BabuNo ratings yet
- Machine Problem 6 Securing Cloud Services in The IoTDocument4 pagesMachine Problem 6 Securing Cloud Services in The IoTJohn Karlo KinkitoNo ratings yet
- Online and Payment SecurityDocument14 pagesOnline and Payment SecurityVanezz UchihaNo ratings yet
- Educ 3 ReviewerDocument21 pagesEduc 3 ReviewerMa.Lourdes CamporidondoNo ratings yet
- FFTW Installation On WindowsDocument6 pagesFFTW Installation On WindowsDebora SchwarzNo ratings yet
- WebquestDocument3 pagesWebquestapi-501133650No ratings yet
- Critical Aspects in Simulating Cold Working Processes For Screws and BoltsDocument4 pagesCritical Aspects in Simulating Cold Working Processes For Screws and BoltsstefanomazzalaiNo ratings yet
- Potential Land Suitability For TeaDocument26 pagesPotential Land Suitability For TeaGautam NatrajanNo ratings yet
- DPD 2Document1 pageDPD 2api-338470076No ratings yet
- Chrysler Corporation: Service Manual Supplement 1998 Grand CherokeeDocument4 pagesChrysler Corporation: Service Manual Supplement 1998 Grand CherokeeDalton WiseNo ratings yet
- Hydropneumatic Accumulators Pulsation Dampeners: Certified Company ISO 9001 - 14001Document70 pagesHydropneumatic Accumulators Pulsation Dampeners: Certified Company ISO 9001 - 14001Matteo RivaNo ratings yet
- Project Description and DefinitionDocument7 pagesProject Description and DefinitionAlbert Jonnel DomingoNo ratings yet
- Kooltherm PipeDocument8 pagesKooltherm Pipenaseema1No ratings yet
- 2012 NAPTIN DocumentDocument48 pages2012 NAPTIN DocumentbenaikodonNo ratings yet
- KCC Strategic Plan 2020-2023Document103 pagesKCC Strategic Plan 2020-2023Kellogg Community CollegeNo ratings yet
- Maximum Yield USA 2013 December PDFDocument190 pagesMaximum Yield USA 2013 December PDFmushroomman88No ratings yet
- G.R. No. 122039 May 31, 2000 VICENTE CALALAS, Petitioner, Court of Appeals, Eliza Jujeurche Sunga and Francisco Salva, RespondentsDocument56 pagesG.R. No. 122039 May 31, 2000 VICENTE CALALAS, Petitioner, Court of Appeals, Eliza Jujeurche Sunga and Francisco Salva, RespondentsJayson AbabaNo ratings yet
- DX DiagDocument31 pagesDX DiagJose Trix CamposNo ratings yet
- Accor vs Airbnb: Business Models in Digital EconomyDocument4 pagesAccor vs Airbnb: Business Models in Digital EconomyAkash PayunNo ratings yet
- Depressurization LED Solar Charge Controller with Constant Current Source SR-DL100/SR-DL50Document4 pagesDepressurization LED Solar Charge Controller with Constant Current Source SR-DL100/SR-DL50Ria IndahNo ratings yet
- ENY1-03-0203-M UserDocument101 pagesENY1-03-0203-M UserAnil KumarNo ratings yet
- Product Models Comparison: Fortigate 1100E Fortigate 1800FDocument1 pageProduct Models Comparison: Fortigate 1100E Fortigate 1800FAbdullah AmerNo ratings yet
- TSM V5.3 Technical GuideDocument456 pagesTSM V5.3 Technical GuideparifsNo ratings yet
- Modicon Quantum - 140DDI85300Document5 pagesModicon Quantum - 140DDI85300Samdan NamhaisurenNo ratings yet
- Readiness of Barangay Masalukot During TyphoonsDocument34 pagesReadiness of Barangay Masalukot During TyphoonsJerome AbrigoNo ratings yet