You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Itp 001 PipelineDocument2 pagesItp 001 PipelineMohd Effiezool YaserNo ratings yet
- SOP Hydrotest Storage TankDocument3 pagesSOP Hydrotest Storage TankRidwan Nursalam100% (1)
- E1419 PDFDocument6 pagesE1419 PDFSatwant Singh100% (1)
- Hydrotest ProcedureDocument5 pagesHydrotest ProcedureHamada ELaraby100% (4)
- 1V-2V-1315-1325 - Without Tolerance - Out PDFDocument167 pages1V-2V-1315-1325 - Without Tolerance - Out PDFMirang ShahNo ratings yet
- Quality and Inspection Requirements For New and Refurbished Drilling and Well Completion Equipment Once Printed This Specification Becomes An Uncontrolled Copy of The Online VersionDocument6 pagesQuality and Inspection Requirements For New and Refurbished Drilling and Well Completion Equipment Once Printed This Specification Becomes An Uncontrolled Copy of The Online Versionislam atifNo ratings yet
- b31.3 Asme CourseDocument20 pagesb31.3 Asme CoursePedro DiazNo ratings yet
- Nit 1005 Mab Amd 1Document95 pagesNit 1005 Mab Amd 1Pradeep KumarNo ratings yet
- KLZ 2-92 Mechanical Seal Tech ManloDocument26 pagesKLZ 2-92 Mechanical Seal Tech Manlonoobsthename100% (1)
- Pipeline JournalDocument68 pagesPipeline Journal구용찬No ratings yet
- Petronas Technical Standards: Pipelines Pre-CommissioningDocument40 pagesPetronas Technical Standards: Pipelines Pre-CommissioningAsus Asri100% (3)
- Procedure 4000: General Hydrostatic Testing Information: Caution!Document2 pagesProcedure 4000: General Hydrostatic Testing Information: Caution!Shaite Shaite AylaneNo ratings yet
- MST Leak Test GRPDocument2 pagesMST Leak Test GRPmohd hyderNo ratings yet
- PV ProcessDocument48 pagesPV Processkisan singhNo ratings yet
- HWDocument20 pagesHWAnonymous zpitrB80oNo ratings yet
- Pressure TestingDocument9 pagesPressure TestingSanjay SinghNo ratings yet
- AE Inspection For UG Pipeline GCME - DaconDocument13 pagesAE Inspection For UG Pipeline GCME - DaconSuparerk SirivedinNo ratings yet
- Saudi Aramco Typical Inspection Plan Hydrostatic Testing of On-Plot PipingDocument10 pagesSaudi Aramco Typical Inspection Plan Hydrostatic Testing of On-Plot PipingAhdal NoushadNo ratings yet
- CV - SPDocument5 pagesCV - SPsabaripandithangarajNo ratings yet
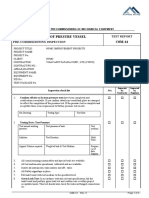
- C0M-14 Hydrostatic Test of Pressure VesselDocument3 pagesC0M-14 Hydrostatic Test of Pressure VesselHong Trung DuongNo ratings yet
- Tank Inspection Requirements 40 CFR 60, Subparts K, Ka, KB, 49 CFR 195, and API Standard 653Document1 pageTank Inspection Requirements 40 CFR 60, Subparts K, Ka, KB, 49 CFR 195, and API Standard 653Owais MalikNo ratings yet
- Guideline For Unfired Pressure Vessel (Upv) Design Approval (Imported)Document2 pagesGuideline For Unfired Pressure Vessel (Upv) Design Approval (Imported)mandster1978100% (1)
- API 510 Pressure Vessel Inspection Training Material PDFDocument230 pagesAPI 510 Pressure Vessel Inspection Training Material PDFalilou201367% (3)
- BP - GP 32-48-In Service Inspection and Testing of Heat ExchangersDocument16 pagesBP - GP 32-48-In Service Inspection and Testing of Heat ExchangersAmr SolimanNo ratings yet
- Procedure For Mainline Hydrotest by NitrogenDocument10 pagesProcedure For Mainline Hydrotest by Nitrogenmauls291No ratings yet
- Better Piping and Expansion Joint DesignDocument3 pagesBetter Piping and Expansion Joint DesignSeungmin PaekNo ratings yet
- Interview ASME SEC IX & General QUESTIONSDocument45 pagesInterview ASME SEC IX & General QUESTIONSabdo50% (2)
- F & M Act 1967 and Regulations For Steam Boilers PDFDocument19 pagesF & M Act 1967 and Regulations For Steam Boilers PDFأمير حارثNo ratings yet
- Saic Gi 2102Document3 pagesSaic Gi 2102jerin100% (3)
- Pressure Test System To Demonstrate Integrity: by Anil Kumar SaxenaDocument47 pagesPressure Test System To Demonstrate Integrity: by Anil Kumar SaxenaThe Engineers EDGE, Coimbatore100% (3)