You might also like
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- TPS Lean Manufacturing SystemDocument25 pagesTPS Lean Manufacturing SystemPrashant GunahNo ratings yet
- How to Create Continuous Production Flow?: Toyota Production System ConceptsFrom EverandHow to Create Continuous Production Flow?: Toyota Production System ConceptsRating: 5 out of 5 stars5/5 (1)
- Overview On Kan Ban Sdsdmethodology and Its ImplementationDocument5 pagesOverview On Kan Ban Sdsdmethodology and Its ImplementationyirgaNo ratings yet
- Just in Time Manufacturing: Introduction, Elements of JIT, Pull Versus Push Method, Kanban SystemDocument39 pagesJust in Time Manufacturing: Introduction, Elements of JIT, Pull Versus Push Method, Kanban SystemAjeshSomanPulladNo ratings yet
- Overview On Kanban Methodology and Its Implementation: July 2015Document5 pagesOverview On Kanban Methodology and Its Implementation: July 2015prajwal upadhyayNo ratings yet
- Lean Glossary: Kanban Use in Practice Generally Take Two FormsDocument4 pagesLean Glossary: Kanban Use in Practice Generally Take Two FormsDo van QuanNo ratings yet
- 01113-Lea NDocument26 pages01113-Lea NSasiKumar PetchiappanNo ratings yet
- ManufacturingDocument26 pagesManufacturingSasiKumar PetchiappanNo ratings yet
- CH 3 JITDocument68 pagesCH 3 JITmaheshgNo ratings yet
- Just-in-Time SystemsDocument20 pagesJust-in-Time SystemsdanishNo ratings yet
- Chapter 6: Just-in-Time (Lean) Purchasing: Group 6: Holanda, Olleras and SabantoDocument10 pagesChapter 6: Just-in-Time (Lean) Purchasing: Group 6: Holanda, Olleras and SabantoMarie Antoinette HolandaNo ratings yet
- JIT FinalDocument10 pagesJIT FinalMarie Antoinette HolandaNo ratings yet
- Overview On Kanban Methodology and Its ImplementationDocument4 pagesOverview On Kanban Methodology and Its Implementationlaukik_rautNo ratings yet
- KANBANDocument4 pagesKANBANMarija IlievskaNo ratings yet
- CHP 4 QREDocument19 pagesCHP 4 QREchristianhaynes528No ratings yet
- Toyota Production System & Dual Kanban System: Irfan Kazi & Naresh SDocument25 pagesToyota Production System & Dual Kanban System: Irfan Kazi & Naresh SLabiz Saroni ZidaNo ratings yet
- Lean Manufacturing Just-In-TimeDocument26 pagesLean Manufacturing Just-In-TimeDeepakBharathiNo ratings yet
- History and Philosophy of Just-In-Time Systems ExplainedDocument18 pagesHistory and Philosophy of Just-In-Time Systems ExplainedshuvoertizaNo ratings yet
- Unit 1 JIT, KANBAN &LEAN MANUFACTURING (5173)Document6 pagesUnit 1 JIT, KANBAN &LEAN MANUFACTURING (5173)Divu SharmaNo ratings yet
- History and Philosophy of Just-In-Time ManufacturingDocument32 pagesHistory and Philosophy of Just-In-Time ManufacturingRonald De CastroNo ratings yet
- Chapter 16 - Just-In-time Manufactring SystemDocument7 pagesChapter 16 - Just-In-time Manufactring SystemSuresh BhatNo ratings yet
- Bes'S Institute of Management Studies & Research, Mumbai: World Class ManufacturingDocument9 pagesBes'S Institute of Management Studies & Research, Mumbai: World Class ManufacturingshankchachaNo ratings yet
- Just in Time Jit Lean and Toyota Production System TPSDocument38 pagesJust in Time Jit Lean and Toyota Production System TPSTrishia Camille SatuitoNo ratings yet
- Lean Manufacturing 2017Document15 pagesLean Manufacturing 2017Relu CosteaNo ratings yet
- Lean Manufacturing REPORTDocument15 pagesLean Manufacturing REPORTSandeep GrNo ratings yet
- Pull-Push System and JIT and LeanDocument58 pagesPull-Push System and JIT and LeanLittle NestleNo ratings yet
- Lean ManufacturingDocument69 pagesLean ManufacturingVinay InavoluNo ratings yet
- JIT UpdateDocument18 pagesJIT UpdateShahreaz SarkerNo ratings yet
- Just in Time ConceptDocument9 pagesJust in Time ConceptAayush JainNo ratings yet
- JITfinalDocument40 pagesJITfinalRatnesh Kumar RaiNo ratings yet
- Kanban SystemDocument23 pagesKanban SystemSachin MaheshwarNo ratings yet
- Om m10 Jit Lean HandoutDocument24 pagesOm m10 Jit Lean HandoutChandan SainiNo ratings yet
- Top of Page: Load LevelingDocument4 pagesTop of Page: Load LevelingKraken TitanNo ratings yet
- Jit MbaDocument24 pagesJit MbaAnkit Pasahan100% (1)
- OM Chapter 6. Just in TimeDocument5 pagesOM Chapter 6. Just in TimeKristina Cassandra CababatNo ratings yet
- JITfinalDocument32 pagesJITfinalnikhilrane91_7522800No ratings yet
- Kanban System ExplainedDocument9 pagesKanban System ExplainedMik NavasquezNo ratings yet
- Jit-Just in TimeDocument90 pagesJit-Just in Timearvind ronNo ratings yet
- QLTM - C6 - JIT Trong Thu MuaDocument24 pagesQLTM - C6 - JIT Trong Thu MuaLoann KimmNo ratings yet
- Lean Manufacturing Just-In-TimeDocument26 pagesLean Manufacturing Just-In-TimeNARENDER SINGHNo ratings yet
- Just in Time ApproachDocument4 pagesJust in Time Approachms_ssachinNo ratings yet
- Kanban System IntroductionDocument23 pagesKanban System Introductionzohairimtiaz86% (7)
- Lean ManufacturingDocument51 pagesLean ManufacturingPrakash MarimuthuNo ratings yet
- Aug 3 Toyota-CaseDocument2 pagesAug 3 Toyota-CasePrasad VolvoikarNo ratings yet
- Just-In-Time and Kanban: Push or Pull?Document43 pagesJust-In-Time and Kanban: Push or Pull?cristianpetriceanNo ratings yet
- JIT KanbanDocument4 pagesJIT Kanbanmanoj mehraNo ratings yet
- 367 ErpBookDocument13 pages367 ErpBooksravankumar248No ratings yet
- Just in Time (JIT) ProductionDocument15 pagesJust in Time (JIT) Productionanseferns21No ratings yet
- Managerial Accounting - Report 1Document16 pagesManagerial Accounting - Report 1JERRALYN ALVANo ratings yet
- Development of Kanban System at Local Manufacturing Company in Malaysia - Case StudyDocument6 pagesDevelopment of Kanban System at Local Manufacturing Company in Malaysia - Case StudyAarthy ChandranNo ratings yet
- Kanban System ExplainedDocument23 pagesKanban System ExplainedSlamet Dwi HaryantoNo ratings yet
- Kanban System ExplainedDocument23 pagesKanban System ExplainedSlamet Dwi HaryantoNo ratings yet
- Tools of Lean Six Sigma PDFDocument6 pagesTools of Lean Six Sigma PDFAbhishek YadavNo ratings yet
- MT 17 - LeanDocument48 pagesMT 17 - LeanRuíz Figueroa, Jean E.No ratings yet
- Chap 14 Om and TQMDocument8 pagesChap 14 Om and TQMGeejopNo ratings yet
- Topic 17Document50 pagesTopic 17C.S.ABHILASHNo ratings yet
- Just in Time (J. I. T.)Document15 pagesJust in Time (J. I. T.)Shreya GuptaNo ratings yet
- Just in Time Manufacturing System: A Special Topic in Cost Accounting 2Document12 pagesJust in Time Manufacturing System: A Special Topic in Cost Accounting 2Venn Bacus RabadonNo ratings yet
- Just in Time - An IntroductionDocument19 pagesJust in Time - An IntroductionKarthikeyanNo ratings yet
- Before 4pm, Friday, 2 August 2019) : Figure Q1Document3 pagesBefore 4pm, Friday, 2 August 2019) : Figure Q1Jackson TeohNo ratings yet
- Spur Gear Design: MAE 342 - Dynamics of MachinesDocument15 pagesSpur Gear Design: MAE 342 - Dynamics of Machinesramu497No ratings yet
- Chapter - Cams - 1Document67 pagesChapter - Cams - 1Jackson TeohNo ratings yet
- Chapter 4Document92 pagesChapter 4utsav_koshtiNo ratings yet
- 3.1 External Forced Convection PDFDocument32 pages3.1 External Forced Convection PDFJackson TeohNo ratings yet
- Welding Fixture With Active Position Adapting FunctionsDocument64 pagesWelding Fixture With Active Position Adapting FunctionsParthipan KirubakaranNo ratings yet
- Heat Transfer in External Forced ConvectionDocument32 pagesHeat Transfer in External Forced ConvectionJackson TeohNo ratings yet
- Tutorial 2Document3 pagesTutorial 2Jackson TeohNo ratings yet
- Internal Forced Internal Forced Internal Forced Internal Forced Convection Convection Convection ConvectionDocument9 pagesInternal Forced Internal Forced Internal Forced Internal Forced Convection Convection Convection ConvectionJackson TeohNo ratings yet
- Johnson RuleDocument2 pagesJohnson RuleKaran MadaanNo ratings yet
- Ehm 3066 Engineer and Soceity TRIMESTER 3 2017/2018 Chapter 2 TutorialDocument1 pageEhm 3066 Engineer and Soceity TRIMESTER 3 2017/2018 Chapter 2 TutorialJackson TeohNo ratings yet
- InventoryDocument73 pagesInventoryJackson TeohNo ratings yet
- Supply-ChainDocument61 pagesSupply-ChainJackson TeohNo ratings yet
- MTS MOM 1730 TutorialDocument3 pagesMTS MOM 1730 TutorialJackson TeohNo ratings yet
- Scheduling Lecture NoteDocument53 pagesScheduling Lecture NoteJackson TeohNo ratings yet
- Tutorial 12 Scheduling 2017-18Document4 pagesTutorial 12 Scheduling 2017-18Jackson TeohNo ratings yet
- Chapter 5: Method in Control - Root Locus MethodDocument41 pagesChapter 5: Method in Control - Root Locus MethodJackson TeohNo ratings yet
- EME 1066 Strength of Materials 2015/2016/02: Tutorial Solution 4Document13 pagesEME 1066 Strength of Materials 2015/2016/02: Tutorial Solution 4Jackson TeohNo ratings yet
- Availability Analysis: Tutorial QuestionsDocument2 pagesAvailability Analysis: Tutorial QuestionsJackson TeohNo ratings yet
- Kinetics of Particles Tutorial 2 ProblemsDocument4 pagesKinetics of Particles Tutorial 2 ProblemsJackson TeohNo ratings yet
- Mmls Note FSDocument22 pagesMmls Note FSJackson TeohNo ratings yet
- EME 1066 Strength of Materials 2016/2017/02: Tutorial Solution 1Document7 pagesEME 1066 Strength of Materials 2016/2017/02: Tutorial Solution 1Jackson TeohNo ratings yet
- Statistics Notes-1Document22 pagesStatistics Notes-1Jackson TeohNo ratings yet
- EME1076 - Labsheet 2016 - 17Document10 pagesEME1076 - Labsheet 2016 - 17Jackson TeohNo ratings yet
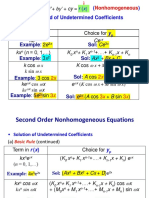
- Ay"+ By' + Cy : (A) Basic Rule Term in Choice For 2eDocument4 pagesAy"+ By' + Cy : (A) Basic Rule Term in Choice For 2eJackson TeohNo ratings yet
- K Series Parts List - 091228Document25 pagesK Series Parts List - 091228AstraluxNo ratings yet
- Crash Cart - General Checklist For Medical Supplies On Crash CartsDocument3 pagesCrash Cart - General Checklist For Medical Supplies On Crash CartsYassen ManiriNo ratings yet
- Lesson 5 CMADocument10 pagesLesson 5 CMAAssma SabriNo ratings yet
- Marksmanship: Subject: III. Definition of TermsDocument16 pagesMarksmanship: Subject: III. Definition of TermsAmber EbayaNo ratings yet
- Panasonic TC-P42X5 Service ManualDocument74 pagesPanasonic TC-P42X5 Service ManualManager iDClaimNo ratings yet
- Pfrs 16 LeasesDocument4 pagesPfrs 16 LeasesR.A.No ratings yet
- E Learning: A Student Guide To MoodleDocument16 pagesE Learning: A Student Guide To MoodleHaytham Abdulla SalmanNo ratings yet
- Wika Type 111.11Document2 pagesWika Type 111.11warehouse cikalongNo ratings yet
- English Skills BookDocument49 pagesEnglish Skills BookAngela SpadeNo ratings yet
- Eudragit ReviewDocument16 pagesEudragit ReviewlichenresearchNo ratings yet
- Indian Institute OF Management, BangaloreDocument20 pagesIndian Institute OF Management, BangaloreGagandeep SinghNo ratings yet
- Principles of Management NotesDocument61 pagesPrinciples of Management Notestulasinad123No ratings yet
- Agricultural Sciences P1 Nov 2015 Memo EngDocument9 pagesAgricultural Sciences P1 Nov 2015 Memo EngAbubakr IsmailNo ratings yet
- Mark Dean GR6211 Fall 2018 Columbia University: - Choice Theory'Document5 pagesMark Dean GR6211 Fall 2018 Columbia University: - Choice Theory'bhaskkarNo ratings yet
- Future Design of Accessibility in Games - A Design Vocabulary - ScienceDirectDocument16 pagesFuture Design of Accessibility in Games - A Design Vocabulary - ScienceDirectsulaNo ratings yet
- RestrukturisasiDocument17 pagesRestrukturisasimuhammad hayel wallaNo ratings yet
- A Woman's Talent Is To Listen, Says The Vatican - Advanced PDFDocument6 pagesA Woman's Talent Is To Listen, Says The Vatican - Advanced PDFhahahapsuNo ratings yet
- LGFL Service GuideDocument24 pagesLGFL Service GuideThe Return of the NoiristaNo ratings yet
- About Version ControlDocument6 pagesAbout Version ControlMaria Kristina Cassandra HeukshorstNo ratings yet
- C11 RacloprideDocument5 pagesC11 RacloprideAvina 123No ratings yet
- The Polynesians: Task1: ReadingDocument10 pagesThe Polynesians: Task1: ReadingHəşim MəmmədovNo ratings yet
- Electronic Harassment Strahlenfolter - A Short History of Sound Weapons Pt2 - InfrasoundDocument10 pagesElectronic Harassment Strahlenfolter - A Short History of Sound Weapons Pt2 - InfrasoundFrank-BoenischNo ratings yet
- Published Filer List 06072019 Sorted by CodeDocument198 pagesPublished Filer List 06072019 Sorted by Codeherveduprince1No ratings yet
- Rubric - Argumentative EssayDocument2 pagesRubric - Argumentative EssayBobNo ratings yet
- D257272 1200 FDD 002 R1 PDFDocument420 pagesD257272 1200 FDD 002 R1 PDFTap Toan100% (1)
- Mba Project GuidelinesDocument8 pagesMba Project GuidelinesKrishnamohan VaddadiNo ratings yet
- Compare and Contrast High School and College EssayDocument6 pagesCompare and Contrast High School and College Essayafibkyielxfbab100% (1)
- Masonry Brickwork 230 MMDocument1 pageMasonry Brickwork 230 MMrohanNo ratings yet
- Hotel Design Planning and DevelopmentDocument30 pagesHotel Design Planning and DevelopmentTio Yogatma Yudha14% (7)
- Grade 10Document39 pagesGrade 10amareNo ratings yet