You might also like
- BW 6205 Engine Cooling Fan ObservationsDocument1 pageBW 6205 Engine Cooling Fan ObservationsHari Kumar D.No ratings yet
- BW 6205 Engine Cooling Fan ObservationsDocument1 pageBW 6205 Engine Cooling Fan ObservationsHari Kumar D.No ratings yet
- BW 6205 Engine Cooling Fan ObservationsDocument1 pageBW 6205 Engine Cooling Fan ObservationsHari Kumar D.No ratings yet
- Hari Kumar (To Organizer(s) Only)Document1 pageHari Kumar (To Organizer(s) Only)Hari Kumar .DNo ratings yet
- NISSIM JAIDEV DOLE (To Everyone) : Sanjay Shelar (To Everyone) : Sanjay Shelar (To Everyone) : Abhijeet Jagtap (To Everyone)Document1 pageNISSIM JAIDEV DOLE (To Everyone) : Sanjay Shelar (To Everyone) : Sanjay Shelar (To Everyone) : Abhijeet Jagtap (To Everyone)Hari Kumar .DNo ratings yet
- Data Table For:carbon steel:S43C: SearchDocument2 pagesData Table For:carbon steel:S43C: SearchHari Kumar D.No ratings yet
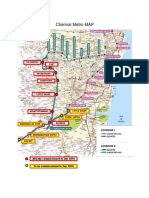
- Chennai Metro Map PDFDocument1 pageChennai Metro Map PDFHari Kumar D.No ratings yet
- Hari Kumar (To Organizer(s) Only)Document1 pageHari Kumar (To Organizer(s) Only)Hari Kumar .DNo ratings yet
- Sale deed details of house site in MusiriDocument1 pageSale deed details of house site in MusiriVastu VijayNo ratings yet
- Bolt Tensioning: This Document Is A Summary Of..Document12 pagesBolt Tensioning: This Document Is A Summary Of..Hari Kumar D.No ratings yet
- Summary of Bolt TensioningDocument16 pagesSummary of Bolt TensioningManojkumar ThilagamNo ratings yet
- Summary of Bolt TensioningDocument16 pagesSummary of Bolt TensioningManojkumar ThilagamNo ratings yet
- Safe and Vibrant Outdoors: Lighting Solutions ForDocument40 pagesSafe and Vibrant Outdoors: Lighting Solutions ForDushyantNo ratings yet
- TECHNICAL DATA ON SURFACE ROUGHNESS AND TEXTURE INDICATIONDocument1 pageTECHNICAL DATA ON SURFACE ROUGHNESS AND TEXTURE INDICATIONdmayhillNo ratings yet
- Helicopter Flight Dynamics Simulation With Refined Aerodynamic ModelingDocument540 pagesHelicopter Flight Dynamics Simulation With Refined Aerodynamic ModelingGeorgiana Pana100% (1)
- MM Zc441 QM Zc441-l1Document43 pagesMM Zc441 QM Zc441-l1Hari Kumar D.No ratings yet
- TECHNICAL DATA ON SURFACE ROUGHNESS AND TEXTURE INDICATIONDocument1 pageTECHNICAL DATA ON SURFACE ROUGHNESS AND TEXTURE INDICATIONdmayhillNo ratings yet
- Boundary LubricationDocument2 pagesBoundary LubricationHari Kumar D.No ratings yet
- ZF Is Efficiency IAC 14 EN PDFDocument23 pagesZF Is Efficiency IAC 14 EN PDForlandolanchipaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Kyocera TASKalfa 180-220 Parts List PDFDocument58 pagesKyocera TASKalfa 180-220 Parts List PDFmehdi_palangiNo ratings yet
- Midea MSV1 07 09 12HRN1 CRN1Document37 pagesMidea MSV1 07 09 12HRN1 CRN1Giselma ZéoNo ratings yet
- GP Exxon CivilDocument18 pagesGP Exxon CivilHilton Trujillo0% (1)
- ASME Class 150-300 Cast Stainless Steel Gate & Globe Valves 1/2-24Document10 pagesASME Class 150-300 Cast Stainless Steel Gate & Globe Valves 1/2-24Andres CortezNo ratings yet
- Safety in Power PlantDocument32 pagesSafety in Power PlantDSG100% (1)
- Muhammad Amiruddin Bin Ahmad: Contact DetailsDocument3 pagesMuhammad Amiruddin Bin Ahmad: Contact DetailsMuhammad Amiruddin Bin AhmadNo ratings yet
- Valvula Solenoide VMLDocument8 pagesValvula Solenoide VMLRené Rocha MolinaNo ratings yet
- Scope of Services Project Definition PhaseDocument4 pagesScope of Services Project Definition PhaseShikamaru NaraNo ratings yet
- Varistors - Fundamentals and TheoryDocument27 pagesVaristors - Fundamentals and Theoryekime100% (1)
- GGFHJDocument1 pageGGFHJanon_791172439No ratings yet
- Addis Ababa Science and Technology University: Department of Water Supply and Sanitary EngineeringDocument11 pagesAddis Ababa Science and Technology University: Department of Water Supply and Sanitary EngineeringAwokeNo ratings yet
- 18 NFS-320-E-C Installation Manual 52745 PDFDocument64 pages18 NFS-320-E-C Installation Manual 52745 PDFoloser100% (1)
- Black Country Iron Puddling and Wrought Iron ManufactureDocument13 pagesBlack Country Iron Puddling and Wrought Iron Manufacturepaul_belfordNo ratings yet
- 9800 1050 05 - Lrx6Document16 pages9800 1050 05 - Lrx6Juan Alfredo ValdésNo ratings yet
- PWW 233 Derevyannoe KruzhevoDocument68 pagesPWW 233 Derevyannoe KruzhevoSergio Larraguibel100% (2)
- Explorer ManualDocument545 pagesExplorer ManualWilfer Castaño ToroNo ratings yet
- Pune MIDCDocument36 pagesPune MIDCAvik Sarkar100% (2)
- Manual Guidelines Mine Haul Road Design Haul Trucks Roads Planning Alignment Sections Surface Construction EconomicsDocument95 pagesManual Guidelines Mine Haul Road Design Haul Trucks Roads Planning Alignment Sections Surface Construction EconomicsKRUSHNA CHANDRA GUJIRINo ratings yet
- 10 True Repair Case Histories of LCD Monitors Volume IIIDocument93 pages10 True Repair Case Histories of LCD Monitors Volume IIIFlavio nascimento100% (2)
- Underground Coal Gasification (UCG)Document10 pagesUnderground Coal Gasification (UCG)partha das sharmaNo ratings yet
- TomCat Owners ManualDocument78 pagesTomCat Owners Manualapi-3745677100% (1)
- 4 Ways To Measure Main Bearing Clearance of Two Stroke Marine EngineDocument24 pages4 Ways To Measure Main Bearing Clearance of Two Stroke Marine EnginemivanoNo ratings yet
- Rapid Optimization of Spark Parameters for CombustionDocument32 pagesRapid Optimization of Spark Parameters for CombustionPaulTinwellNo ratings yet
- Water2buy Water Softener Owners ManualDocument110 pagesWater2buy Water Softener Owners ManualSalomon SalomonNo ratings yet
- Motor Starting Analysis ImpactsDocument2 pagesMotor Starting Analysis ImpactsBhavik PrajapatiNo ratings yet
- Providing Comprehensive Drilling Solutions WorldwideDocument40 pagesProviding Comprehensive Drilling Solutions WorldwideLuis Rolando SirpaNo ratings yet
- Spec Steel Sliding DoorsDocument9 pagesSpec Steel Sliding DoorsfreddyjoertyNo ratings yet
- Automotive Handbook: 7Th EditionDocument9 pagesAutomotive Handbook: 7Th EditionGeorgiana Busuioc0% (1)
- Eni Turbine Oil BrochureDocument25 pagesEni Turbine Oil BrochureranjanguptNo ratings yet
- 310SV User's Guide PDFDocument188 pages310SV User's Guide PDFabhishek murarka100% (1)