You might also like
- Configuration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingFrom EverandConfiguration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingNo ratings yet
- 6-C-RIIMPO301E - Conduct Hydraulic Excavator Operations - Learner Guide - V 1.1 02122019 PDFDocument31 pages6-C-RIIMPO301E - Conduct Hydraulic Excavator Operations - Learner Guide - V 1.1 02122019 PDFOwen PerrinNo ratings yet
- GATP Overview TrainingDocument174 pagesGATP Overview TrainingAlankar Gupta100% (1)
- Lubricants Grease Manufacturing Plant enDocument12 pagesLubricants Grease Manufacturing Plant enTanvir Raihan Tanna50% (2)
- Grundfos S Pump 5 - 29 KW Super VortexDocument20 pagesGrundfos S Pump 5 - 29 KW Super Vortexdalveerchoudhary100% (1)
- An Introduction Into The Feynman Path Integral PDFDocument94 pagesAn Introduction Into The Feynman Path Integral PDFLivardy WufiantoNo ratings yet
- Chapter 11 (MRP) 1Document39 pagesChapter 11 (MRP) 1VeilNo ratings yet
- VSM Basics For CapacityDocument26 pagesVSM Basics For CapacityUriel Soto VarelaNo ratings yet
- Just-In-Time: Sebastian Jacobs Rahul Passi Monica Chopra Shilpa MehraDocument45 pagesJust-In-Time: Sebastian Jacobs Rahul Passi Monica Chopra Shilpa MehraramanroyNo ratings yet
- MRP I (Material Requirement Planning)Document22 pagesMRP I (Material Requirement Planning)Shailesh ShirguppikarNo ratings yet
- TRL3709 Exam PackDocument197 pagesTRL3709 Exam PackElethu Nomleza Madala MagamaNo ratings yet
- Global SCM wk6 InventoryDocument55 pagesGlobal SCM wk6 Inventory5'2 Coffee PrinceNo ratings yet
- Chapter 4 - Controlling Material Flow FULLDocument50 pagesChapter 4 - Controlling Material Flow FULLmaingcduNo ratings yet
- Chapter 14: JIT and Lean Operations: History of ToyotaDocument11 pagesChapter 14: JIT and Lean Operations: History of ToyotaPOREDDY BHARATH KUMAR REDDY Mechanical EngineeringNo ratings yet
- Vartak College - PresentationDocument70 pagesVartak College - Presentationmohitacharya99No ratings yet
- SAP For SCM OTIF Improvement ProjectDocument5 pagesSAP For SCM OTIF Improvement ProjectMANOJNo ratings yet
- Improve On-Time DeliveriesDocument24 pagesImprove On-Time DeliveriesUdayNo ratings yet
- Handout Tps-LeanDocument92 pagesHandout Tps-LeanmanuelNo ratings yet
- Chapter 4 - Controling Material FlowDocument49 pagesChapter 4 - Controling Material FlowTuấn Trần BảoNo ratings yet
- Ballou 10Document48 pagesBallou 10spoilledNo ratings yet
- W11 - 12 Capacity PlanningDocument33 pagesW11 - 12 Capacity Planningdella sukma prihandani XI-0808No ratings yet
- Burst Builds - Launch Ramp-Up SuccessDocument32 pagesBurst Builds - Launch Ramp-Up SuccessKaya Eralp AsabNo ratings yet
- Caterpillar Sustainability Challenges and The Physical InternetDocument43 pagesCaterpillar Sustainability Challenges and The Physical InternetSubrat panda100% (1)
- Process Analysis - Supply Chain 1.6Document23 pagesProcess Analysis - Supply Chain 1.6Anonymous l4Ls7wNo ratings yet
- Chapter - Iii Materials Requirement PlanningDocument7 pagesChapter - Iii Materials Requirement PlanningSindhu ApoorvaNo ratings yet
- CH 02 - Manufacturing Planning and ControlDocument30 pagesCH 02 - Manufacturing Planning and ControlAwais SadaqatNo ratings yet
- Lect 3Document38 pagesLect 3shashikantppediaNo ratings yet
- 3 - Basics of OPM FinancialsDocument47 pages3 - Basics of OPM FinancialsAhmedNo ratings yet
- Premiere Manufacturing Case Study, Step 1: Background: The Present SituationDocument161 pagesPremiere Manufacturing Case Study, Step 1: Background: The Present Situationaqsa imranNo ratings yet
- Oprsn ProcessDocument46 pagesOprsn ProcessMayank DagaNo ratings yet
- BBA-SCM: 3201 - : Material Requirement Planning (MRP)Document22 pagesBBA-SCM: 3201 - : Material Requirement Planning (MRP)Tony TangNo ratings yet
- SCM Module 1 IntroductionDocument56 pagesSCM Module 1 IntroductionChandrashekhar GadiyappanavarNo ratings yet
- Final ATP Session With Animation v2Document58 pagesFinal ATP Session With Animation v2Mike HayesNo ratings yet
- Harley Davidson Simon Jolliffe SCCDocument17 pagesHarley Davidson Simon Jolliffe SCCMiguelNo ratings yet
- Unit 4Document91 pagesUnit 4zxcvbnmNo ratings yet
- Driving Growth Through TOC-presentation To FTS Team, FranchiseesDocument17 pagesDriving Growth Through TOC-presentation To FTS Team, FranchiseesSandeep BadoniNo ratings yet
- Chapter 06Document42 pagesChapter 06razi haiderNo ratings yet
- UNIT1-CODP and Marketing Environment Suitable For SCMDocument22 pagesUNIT1-CODP and Marketing Environment Suitable For SCMshenbhaNo ratings yet
- My Creative Passport by SlidesgoDocument47 pagesMy Creative Passport by SlidesgoRazita Rahma NisaNo ratings yet
- 1) Slide - Deck - BBA-S1Document47 pages1) Slide - Deck - BBA-S1ChristopherNo ratings yet
- 5 6298816525973323997 PDFDocument120 pages5 6298816525973323997 PDFKAMAL PATINo ratings yet
- Materials Mgt-SIBM (Annexure)Document47 pagesMaterials Mgt-SIBM (Annexure)DHRUV CHANCHALNo ratings yet
- Chapter 4 - Controlling Material FlowDocument46 pagesChapter 4 - Controlling Material FlowHuỳnh TrọngNo ratings yet
- ME 4050 Lecture 11 MRP1-2 and ERPDocument24 pagesME 4050 Lecture 11 MRP1-2 and ERPK ROHITH SINGH me12b031No ratings yet
- Attachment 0Document37 pagesAttachment 0pain2905No ratings yet
- Material Requirements PlanningDocument10 pagesMaterial Requirements Planningjubin654No ratings yet
- SNP Interview PreparationDocument15 pagesSNP Interview PreparationJagannadh BirakayalaNo ratings yet
- Value Stream Mapping & Management - VSMM: Chee HongDocument9 pagesValue Stream Mapping & Management - VSMM: Chee Hongyogesh sharmaNo ratings yet
- Production Planning and Inventory ControlDocument34 pagesProduction Planning and Inventory Controlmarah nimerNo ratings yet
- Production Planning and Inventory Control: Dr. Mohammed OthmanDocument34 pagesProduction Planning and Inventory Control: Dr. Mohammed OthmanYasser IsteitiehNo ratings yet
- Chapter 14 - : Materials PlanningDocument42 pagesChapter 14 - : Materials Planningoryz agnuNo ratings yet
- CH 9 Material Requirements PlanningDocument53 pagesCH 9 Material Requirements Planninganthonymalizia1234No ratings yet
- 6 - Master Production ScheduleDocument30 pages6 - Master Production ScheduleVishvajit KumbharNo ratings yet
- Production Management SystemsDocument4 pagesProduction Management SystemsDaincy MarianoNo ratings yet
- ERP - Enterprise Resource PlanningDocument57 pagesERP - Enterprise Resource PlanningdancoxxxNo ratings yet
- Slides For Chapter 15 MRPDocument25 pagesSlides For Chapter 15 MRPabed311No ratings yet
- Resource PlanningDocument42 pagesResource PlanningVibhuti ThakurNo ratings yet
- New Microsoft Office Word DocumentDocument4 pagesNew Microsoft Office Word DocumentAvinash DondapatyNo ratings yet
- Production Planning and Control: Inventory ManagementDocument48 pagesProduction Planning and Control: Inventory ManagementMariver LlorenteNo ratings yet
- Supply Chain Management: Material Requirements Planning: MRPDocument19 pagesSupply Chain Management: Material Requirements Planning: MRPSofíaNo ratings yet
- Pres ValueStreamMappingDocument58 pagesPres ValueStreamMappingSMAKNo ratings yet
- Production and Operations Management, P/OMDocument103 pagesProduction and Operations Management, P/OMRavi DNo ratings yet
- Practical Guide To Production Planning & Control [Revised Edition]From EverandPractical Guide To Production Planning & Control [Revised Edition]Rating: 1 out of 5 stars1/5 (1)
- Developments in Business Simulation and Experiential Learning, Volume 26, 1999Document2 pagesDevelopments in Business Simulation and Experiential Learning, Volume 26, 1999Jose SantosNo ratings yet
- Instructor Resources: Online Learning Center (OLC)Document2 pagesInstructor Resources: Online Learning Center (OLC)Jose SantosNo ratings yet
- The Process-Based Face of OrganizationsDocument58 pagesThe Process-Based Face of OrganizationsJose SantosNo ratings yet
- Motion Study - Motion AnalysisDocument2 pagesMotion Study - Motion AnalysisJose SantosNo ratings yet
- How To Conduct A Time and Motion Study - 14 Steps (With Pictures)Document5 pagesHow To Conduct A Time and Motion Study - 14 Steps (With Pictures)Jose SantosNo ratings yet
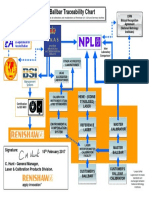
- Ballbar Traceability Chart: Signature: 15 February 2017Document1 pageBallbar Traceability Chart: Signature: 15 February 2017Jose SantosNo ratings yet
- Sciencedirect: Leo J. de Vin, Lasse Jacobsson, Janerik Odhe Leo J. de Vin, Lasse Jacobsson, Janerik OdheDocument8 pagesSciencedirect: Leo J. de Vin, Lasse Jacobsson, Janerik Odhe Leo J. de Vin, Lasse Jacobsson, Janerik OdheJose SantosNo ratings yet
- Lean Six SigmaDocument23 pagesLean Six SigmaJose SantosNo ratings yet
- Guide - OiRA Tool Implementation and MaintenanceDocument3 pagesGuide - OiRA Tool Implementation and MaintenanceJose SantosNo ratings yet
- Machine Safeguarding DUE DILIGENCE TRAINING With LOCK/TAG OutDocument69 pagesMachine Safeguarding DUE DILIGENCE TRAINING With LOCK/TAG OutJose SantosNo ratings yet
- Air Plane Game Exercise: - Flow, Line Balancing, KaizenDocument19 pagesAir Plane Game Exercise: - Flow, Line Balancing, KaizenJose SantosNo ratings yet
- Implementation of A Lean Six Sigma Project in A Production LineDocument7 pagesImplementation of A Lean Six Sigma Project in A Production LineJose SantosNo ratings yet
- Maxima en 1Document8 pagesMaxima en 1Jose SantosNo ratings yet
- Level Pyramid With Text Boxes ColorDocument5 pagesLevel Pyramid With Text Boxes ColorJose SantosNo ratings yet
- Liftoff l1 STWBDocument154 pagesLiftoff l1 STWBJose SantosNo ratings yet
- Linking Environmental LCM and Knowledge Management: The Case of A Multinational CorporationDocument4 pagesLinking Environmental LCM and Knowledge Management: The Case of A Multinational CorporationJose SantosNo ratings yet
- ROTORCOMP Company ProfileDocument26 pagesROTORCOMP Company ProfileJose Santos0% (1)
- 8095 Thumbs Up DownDocument6 pages8095 Thumbs Up DownJose SantosNo ratings yet
- Slidesmscsupplychainmanagementapril72016 160408070231Document34 pagesSlidesmscsupplychainmanagementapril72016 160408070231Jose SantosNo ratings yet
- Category Management Presentation by Dave PorterDocument32 pagesCategory Management Presentation by Dave PorterAlan Veeck100% (1)
- Lean Value Stream: Mapping & AnalysisDocument34 pagesLean Value Stream: Mapping & AnalysisJose SantosNo ratings yet
- UMTS AircomDocument20 pagesUMTS AircomDũng PhạmNo ratings yet
- PBLauncherDocument50 pagesPBLauncherborreveroNo ratings yet
- Material Safety Data Sheet: Roduct Ompany DentificationDocument6 pagesMaterial Safety Data Sheet: Roduct Ompany DentificationArgade GVNo ratings yet
- Kinematics-03-Subjective SolvedDocument11 pagesKinematics-03-Subjective SolvedRaju SinghNo ratings yet
- HARGA REFERENSI B2S PapuaDocument6 pagesHARGA REFERENSI B2S PapuaAbiyoga AdhityaNo ratings yet
- 2013 11 DUPLEX EasyDocument21 pages2013 11 DUPLEX EasyAnonymous HC0tWeNo ratings yet
- RT L2 General Examination PaperDocument4 pagesRT L2 General Examination PaperdaddadNo ratings yet
- Teradata Installation: Installation Steps For WindowsDocument4 pagesTeradata Installation: Installation Steps For WindowsjupudiguptaNo ratings yet
- Internship Report May 2016Document11 pagesInternship Report May 2016Rupini RagaviahNo ratings yet
- Noise and Vibration During CosntructionDocument12 pagesNoise and Vibration During Cosntructionpierre3101No ratings yet
- Design For Manufacturing Course - by DFRDocument257 pagesDesign For Manufacturing Course - by DFRhlgc63100% (2)
- Cisco Network DiagramDocument1 pageCisco Network DiagramĐỗ DuyNo ratings yet
- Published Document Guidance On The Use of BS EN 13108, Bituminous Mixtures - Material SpecificationsDocument8 pagesPublished Document Guidance On The Use of BS EN 13108, Bituminous Mixtures - Material SpecificationsCristián JiménezNo ratings yet
- Simatic EKB Install 2012-03-08Document2 pagesSimatic EKB Install 2012-03-08Oton SilvaNo ratings yet
- SR No Co Name Salutation Person Designation Contact NoDocument4 pagesSR No Co Name Salutation Person Designation Contact NoAnindya SharmaNo ratings yet
- 2019 All PDFDocument27 pages2019 All PDFvishesh bhatiaNo ratings yet
- Quality ControlDocument10 pagesQuality ControlSabbir AhmedNo ratings yet
- Doing Hot Work On Gas ShipDocument5 pagesDoing Hot Work On Gas ShipAnonymous icnhaNsFNo ratings yet
- Stay CablesDocument22 pagesStay Cablesalex_g00dyNo ratings yet
- Slope Stability in Slightly Fissured Claystones and MarlsDocument25 pagesSlope Stability in Slightly Fissured Claystones and MarlsrullyirwandiNo ratings yet
- Korantin PPDocument4 pagesKorantin PPteddy garfieldNo ratings yet
- Gordon NovelDocument50 pagesGordon NovelNic Hotep100% (2)
- Antikythera MechanismDocument25 pagesAntikythera MechanismchetansergiurazvanNo ratings yet
- Comparative Study of Nylon and PVC Fluidized Bed Coating On Mild SteelDocument12 pagesComparative Study of Nylon and PVC Fluidized Bed Coating On Mild SteelWaqqas ChaudhryNo ratings yet
- Jerry Hill's Letter To Bijan Sartipi, Director, District 4 CaltransDocument1 pageJerry Hill's Letter To Bijan Sartipi, Director, District 4 CaltransSabrina BrennanNo ratings yet
- Solar Module CellDocument4 pagesSolar Module CellVinod BabhaleNo ratings yet




























































![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-1-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)