You might also like
- ValueStreamMapping ADocument26 pagesValueStreamMapping AAndrea Reyes GutierrezNo ratings yet
- Investigating The Effect of Value Stream Mapping On Procurement Effectiveness A Case StudyDocument12 pagesInvestigating The Effect of Value Stream Mapping On Procurement Effectiveness A Case StudyJorge Alejandro Patron ChicanaNo ratings yet
- 12 Success Factors PDF PDFDocument3 pages12 Success Factors PDF PDFMd. Injamamul HaqueNo ratings yet
- Amway Lean Office Hdi 2Document30 pagesAmway Lean Office Hdi 2Ignacio Guerra100% (1)
- 3-2 Introduction To ImproveDocument11 pages3-2 Introduction To Improveanjo0225No ratings yet
- Server Backup Six Sigma Case StudyDocument2 pagesServer Backup Six Sigma Case StudySteven BonacorsiNo ratings yet
- Cellular Manufacturing Flexible OperationsDocument16 pagesCellular Manufacturing Flexible OperationsAlpha Excellence consultingNo ratings yet
- Basic Quality Tools, An Introduction To Problem SolvingDocument30 pagesBasic Quality Tools, An Introduction To Problem Solvingobelix007No ratings yet
- Lean Strategy by Shyam TalawadekarDocument4 pagesLean Strategy by Shyam Talawadekartsid47No ratings yet
- A3 Report Writing: Toyota's Preferred Method of Written CommunicationDocument63 pagesA3 Report Writing: Toyota's Preferred Method of Written Communicationsudar1477No ratings yet
- DFSS Program RationaleDocument4 pagesDFSS Program Rationaleankitrathod87No ratings yet
- Payroll Remittance Six Sigma Case StudyDocument2 pagesPayroll Remittance Six Sigma Case StudySteven BonacorsiNo ratings yet
- SWOT - v1Document79 pagesSWOT - v1Alpha Excellence consultingNo ratings yet
- 供应商培训资料 8D PDFDocument77 pages供应商培训资料 8D PDFFisher1987No ratings yet
- 1-1 Introduction & AgendaDocument14 pages1-1 Introduction & Agendaanjo0225No ratings yet
- HA CEDAC Workshop INDO Kaizen PartDocument16 pagesHA CEDAC Workshop INDO Kaizen PartHardi BanuareaNo ratings yet
- Visual Management: Using Visual Elements To Control Work and Monitor StatusDocument9 pagesVisual Management: Using Visual Elements To Control Work and Monitor StatusFran JimenezNo ratings yet
- Dmaic:: The 5 Phase Method That Underlies Lean Six SigmaDocument11 pagesDmaic:: The 5 Phase Method That Underlies Lean Six SigmaSam MakNo ratings yet
- Mahindra Black Belt Project Template - NewDocument66 pagesMahindra Black Belt Project Template - NewSharma MaheshNo ratings yet
- Senior Leadership Lean Transformation PDFDocument48 pagesSenior Leadership Lean Transformation PDFMario Alejandro Charlin SteinNo ratings yet
- FMEA Guide for Process ImprovementDocument20 pagesFMEA Guide for Process ImprovementViswanathan SrkNo ratings yet
- Green Belt Course ManualDocument34 pagesGreen Belt Course ManualKaranShinde100% (1)
- Lean Six Sigma CrosswordDocument1 pageLean Six Sigma CrosswordexamplecgNo ratings yet
- What Is QFD?: Dr. Yoji AkaoDocument6 pagesWhat Is QFD?: Dr. Yoji AkaoANo ratings yet
- 3c Red Tag TemplateDocument1 page3c Red Tag TemplatehiteshcparmarNo ratings yet
- YAMAZUMIDocument16 pagesYAMAZUMImagudeeshNo ratings yet
- LEAN Continuous Improvement KaizenDocument4 pagesLEAN Continuous Improvement KaizenHafis BonterNo ratings yet
- Quality Orientation GuideDocument25 pagesQuality Orientation GuideAmruthNo ratings yet
- Chap 2Document28 pagesChap 2Keyredin SelmanNo ratings yet
- Kaizen EventsDocument35 pagesKaizen EventsIndhu SharmaKSNo ratings yet
- Standard Operating Procedure for Drawing Letters M and WDocument126 pagesStandard Operating Procedure for Drawing Letters M and WIb JensenNo ratings yet
- 1 Six Sigma Project Review: Executive SummaryDocument6 pages1 Six Sigma Project Review: Executive Summaryanjo0225No ratings yet
- A3 Thinking And The Use Of The A3 Form For Problem SolvingDocument1 pageA3 Thinking And The Use Of The A3 Form For Problem SolvingsbtharanNo ratings yet
- The 5S Methodology - Organize Your Workspace with this 40-Character Lean PrincipleDocument7 pagesThe 5S Methodology - Organize Your Workspace with this 40-Character Lean PrincipleSaurabh SaoNo ratings yet
- Value Stream Mapping BasicsDocument24 pagesValue Stream Mapping BasicsPedro PérezNo ratings yet
- Kanban Tutorial LESS2010 PDFDocument40 pagesKanban Tutorial LESS2010 PDFVasanth RajaNo ratings yet
- Statistical Process Control QPSPDocument166 pagesStatistical Process Control QPSPRAVISSAGARNo ratings yet
- Tact Time StudyDocument10 pagesTact Time StudyAtul SharmaNo ratings yet
- Black Belt Training - Module 1 - Day 3Document93 pagesBlack Belt Training - Module 1 - Day 3haythem100% (1)
- Enterprise Dynamics TutorialDocument66 pagesEnterprise Dynamics TutorialBaracNo ratings yet
- Committing To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbDocument36 pagesCommitting To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbCarlos Delgado NietoNo ratings yet
- Measurement System Analysis: - Two Sources of Variation: 1. Part - To - Part Variation 2. Measurement System VariationDocument4 pagesMeasurement System Analysis: - Two Sources of Variation: 1. Part - To - Part Variation 2. Measurement System Variationhan seongNo ratings yet
- DWM + 3G, 3K EtcDocument86 pagesDWM + 3G, 3K Etcakash.vd.1603No ratings yet
- 3a 2 Card Kanban System CalculationsDocument2 pages3a 2 Card Kanban System CalculationsJose OrtegaNo ratings yet
- Continuous Improvement Toolkit: A3 ThinkingDocument60 pagesContinuous Improvement Toolkit: A3 ThinkingAmit Kumar SinghNo ratings yet
- Lean Manufacturing 1Document70 pagesLean Manufacturing 1AbhiNo ratings yet
- SMM598 Six Sigma For Managers May June 2Document12 pagesSMM598 Six Sigma For Managers May June 2MickloSoberanNo ratings yet
- Measure PhaseDocument11 pagesMeasure Phasebhoomika jethwaniNo ratings yet
- VSM 1hr PresentationDocument25 pagesVSM 1hr PresentationGilson VieiraNo ratings yet
- Just in Time System (2) 10000Document24 pagesJust in Time System (2) 10000John GriffiesNo ratings yet
- Implementation of Kayakalp in HospitalsDocument212 pagesImplementation of Kayakalp in HospitalsAbdus Subhan A Takildar100% (1)
- LdssDocument240 pagesLdssrichardlovellNo ratings yet
- Six SigmaDocument80 pagesSix SigmaFarhan MalikNo ratings yet
- Sustaining The Gains: Transitioning The Black Belt Project: © 2001 Conceptflow 0Document19 pagesSustaining The Gains: Transitioning The Black Belt Project: © 2001 Conceptflow 0anjo0225No ratings yet
- Introduction To Six SigmaDocument41 pagesIntroduction To Six SigmaSandovalHumbertoNo ratings yet
- The Lean Stack - Part 1Document15 pagesThe Lean Stack - Part 1iNFuT™ - Institute for Future TechnologyNo ratings yet
- Quality Improvement Through Planned Experimentation: Third EditionDocument6 pagesQuality Improvement Through Planned Experimentation: Third EditionJaiveer YadavNo ratings yet
- 4a Quiz StraightenDocument2 pages4a Quiz StraightenJose Ortega0% (1)
- Six Sigma Approach For Replenishment in Supply ChainDocument52 pagesSix Sigma Approach For Replenishment in Supply ChainAbhishek KumarNo ratings yet
- Final PDF instructor resourcesDocument2 pagesFinal PDF instructor resourcesJose SantosNo ratings yet
- Guide - OiRA Tool Implementation and MaintenanceDocument3 pagesGuide - OiRA Tool Implementation and MaintenanceJose SantosNo ratings yet
- The Process-Based Face of OrganizationsDocument58 pagesThe Process-Based Face of OrganizationsJose SantosNo ratings yet
- Spreadsheet Business Simulation GameDocument2 pagesSpreadsheet Business Simulation GameJose SantosNo ratings yet
- Maxima en 1Document8 pagesMaxima en 1Jose SantosNo ratings yet
- How To Conduct A Time and Motion Study - 14 Steps (With Pictures)Document5 pagesHow To Conduct A Time and Motion Study - 14 Steps (With Pictures)Jose SantosNo ratings yet
- 5S GameDocument13 pages5S GameCharlie KebasoNo ratings yet
- Zertifikat 9001 2015 EnglDocument1 pageZertifikat 9001 2015 EnglJose SantosNo ratings yet
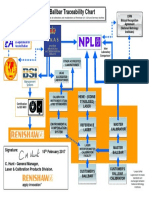
- Ballbar Traceability Chart: Signature: 15 February 2017Document1 pageBallbar Traceability Chart: Signature: 15 February 2017Jose SantosNo ratings yet
- 4 Motion Study Ams Mar11 17 - p1Document28 pages4 Motion Study Ams Mar11 17 - p1Official MJNo ratings yet
- 2) Graphing Using MinitabDocument57 pages2) Graphing Using MinitabmanuelNo ratings yet
- Implementation of A Lean Six Sigma Project in A Production LineDocument7 pagesImplementation of A Lean Six Sigma Project in A Production LineJose SantosNo ratings yet
- 5S GameDocument13 pages5S GameCharlie KebasoNo ratings yet
- Sciencedirect: Leo J. de Vin, Lasse Jacobsson, Janerik Odhe Leo J. de Vin, Lasse Jacobsson, Janerik OdheDocument8 pagesSciencedirect: Leo J. de Vin, Lasse Jacobsson, Janerik Odhe Leo J. de Vin, Lasse Jacobsson, Janerik OdheJose SantosNo ratings yet
- Motion Study - Motion AnalysisDocument2 pagesMotion Study - Motion AnalysisJose SantosNo ratings yet
- TherblingsDocument10 pagesTherblingsajainb239No ratings yet
- Level Pyramid With Text Boxes ColorDocument5 pagesLevel Pyramid With Text Boxes ColorJose SantosNo ratings yet
- GuidanceDocument64 pagesGuidanceПавел АнгеловNo ratings yet
- WIL 10200 E 03 Usa PDFDocument23 pagesWIL 10200 E 03 Usa PDFviveros_caosNo ratings yet
- 8095 Thumbs Up DownDocument6 pages8095 Thumbs Up DownJose SantosNo ratings yet
- Lean Six SigmaDocument23 pagesLean Six SigmaJose SantosNo ratings yet
- Machine Safeguarding DUE DILIGENCE TRAINING With LOCK/TAG OutDocument69 pagesMachine Safeguarding DUE DILIGENCE TRAINING With LOCK/TAG OutJose SantosNo ratings yet
- Air Plane Game Exercise: - Flow, Line Balancing, KaizenDocument19 pagesAir Plane Game Exercise: - Flow, Line Balancing, KaizenJose SantosNo ratings yet
- Linking Environmental LCM and Knowledge Management: The Case of A Multinational CorporationDocument4 pagesLinking Environmental LCM and Knowledge Management: The Case of A Multinational CorporationJose SantosNo ratings yet
- WCM Principle 4 HeijunkaDocument33 pagesWCM Principle 4 HeijunkaSaurabh KothawadeNo ratings yet
- WIL 10200 E 03 Usa PDFDocument23 pagesWIL 10200 E 03 Usa PDFviveros_caosNo ratings yet
- ROTORCOMP Company ProfileDocument26 pagesROTORCOMP Company ProfileJose Santos0% (1)
- ProcDocument1 pageProcJose SantosNo ratings yet
- 100 Words Kids Need To Read by 1st Grade PDFDocument32 pages100 Words Kids Need To Read by 1st Grade PDFJose Santos100% (3)
- Liftoff l1 STWBDocument154 pagesLiftoff l1 STWBJose SantosNo ratings yet
- Processing of Satellite Image Using Digital Image ProcessingDocument21 pagesProcessing of Satellite Image Using Digital Image ProcessingSana UllahNo ratings yet
- Implementation of Electronic Voting Machine Through Fpga: Timardeepkaurarneja, Jasleenkaurbassi, DamanjeetkaurDocument3 pagesImplementation of Electronic Voting Machine Through Fpga: Timardeepkaurarneja, Jasleenkaurbassi, DamanjeetkaurPrathi RajeshNo ratings yet
- Systems Planning, Analysis, and DesignDocument39 pagesSystems Planning, Analysis, and DesignVenice DatoNo ratings yet
- Python TutorDocument116 pagesPython TutorRajkumar RNo ratings yet
- Guide To Web Application DevelopmentDocument4 pagesGuide To Web Application DevelopmentHaftamu HailuNo ratings yet
- Competitive Intelligence and The WebDocument13 pagesCompetitive Intelligence and The WebChaimaa ElNo ratings yet
- Managing Sessions: Starting and Ending SessionsDocument8 pagesManaging Sessions: Starting and Ending SessionsVinay SinghNo ratings yet
- Huang 2015Document26 pagesHuang 2015IfaNo ratings yet
- Comparison and Contrast Between The OSI and TCP/IP ModelDocument44 pagesComparison and Contrast Between The OSI and TCP/IP Modeldody_7070No ratings yet
- Dosxyz Show ManualDocument4 pagesDosxyz Show ManualIgnacio Verdugo100% (1)
- Assembly LanguageDocument21 pagesAssembly LanguageAbdul MateenNo ratings yet
- Akshat Kumar - Data Structures & AlgorithmDocument18 pagesAkshat Kumar - Data Structures & AlgorithmJYOTIRMOY CHATTERJEENo ratings yet
- Doli SQLDocument102 pagesDoli SQLChebbi MedNo ratings yet
- Pseudocode With VB by Farhan RahmatDocument28 pagesPseudocode With VB by Farhan RahmatMisbah AliNo ratings yet
- Creating A Simple Web Application Using A MySQL Database - NetBeans IDE TutorialDocument19 pagesCreating A Simple Web Application Using A MySQL Database - NetBeans IDE TutorialDenis CekeNo ratings yet
- Computer Components and ItDocument8 pagesComputer Components and ItIzzarat AliNo ratings yet
- ReleaseNotes Freelance 2016 USDocument56 pagesReleaseNotes Freelance 2016 USradzinger065No ratings yet
- CP441 eDocument250 pagesCP441 ebbudhdevNo ratings yet
- Microstation Basic Training ManualDocument18 pagesMicrostation Basic Training ManualselmarameshNo ratings yet
- Beatmaker 3 User Manual: Revision: 3.0.10Document112 pagesBeatmaker 3 User Manual: Revision: 3.0.10artutoNo ratings yet
- Android Content Providers: Managing Data AccessDocument24 pagesAndroid Content Providers: Managing Data AccessTri PhamNo ratings yet
- Compare - Dss and Bi PDFDocument6 pagesCompare - Dss and Bi PDFSharmila SaravananNo ratings yet
- Ioannou Web Ch7Document63 pagesIoannou Web Ch7Yasemin BarutcuNo ratings yet
- New User Manual5416Document73 pagesNew User Manual5416nadeemp78No ratings yet
- RPS Dashboard Sample DataDocument45 pagesRPS Dashboard Sample DataNikhil PandeyNo ratings yet
- Optimal Dynamic Path Availability Mesh NetworksDocument63 pagesOptimal Dynamic Path Availability Mesh NetworksAmir AmirthalingamNo ratings yet
- StarBoard Software Installation Guide PDFDocument12 pagesStarBoard Software Installation Guide PDFSigo GattNo ratings yet
- Magenta ManualDocument59 pagesMagenta Manualquiensois9665No ratings yet
- CBU Assignment 11 HTMLDocument7 pagesCBU Assignment 11 HTMLJohn BruslinNo ratings yet
- Newton'S Divided Difference Interpolating PolynomialsDocument3 pagesNewton'S Divided Difference Interpolating PolynomialsKatherine Shayne YeeNo ratings yet