You might also like
- INPV411 E-Class File 8CDocument3 pagesINPV411 E-Class File 8Cscarlett godoyNo ratings yet
- INPV411 Eclass 7CDocument4 pagesINPV411 Eclass 7CSebastian Ignacio Bravo OchoaNo ratings yet
- Análisis de un generador de HHO para motores de combustión internaDocument12 pagesAnálisis de un generador de HHO para motores de combustión internaHernan Cortez FarfanNo ratings yet
- SCE - TIA Portal - 64 Bits 01Document4 pagesSCE - TIA Portal - 64 Bits 01Sebastian Ignacio Bravo OchoaNo ratings yet
- Apuntes Comunicación PLC-HMIDocument5 pagesApuntes Comunicación PLC-HMISebastian Ignacio Bravo OchoaNo ratings yet
- Estudio dinámico horno eléctrico-gasDocument6 pagesEstudio dinámico horno eléctrico-gasqfacuNo ratings yet
- Identificacion de Sistemas PDFDocument157 pagesIdentificacion de Sistemas PDFIvan MendozaNo ratings yet
- 2programming OperationsManual SAP MX3650-01-21-40.en - Es PDFDocument20 pages2programming OperationsManual SAP MX3650-01-21-40.en - Es PDFSebastian Ignacio Bravo OchoaNo ratings yet
- EjerciciosDocument49 pagesEjerciciosAlejandro LópezNo ratings yet
- Avance 1 Panel Solar FinalDocument9 pagesAvance 1 Panel Solar FinalSebastian Ignacio Bravo OchoaNo ratings yet
- Baji QuanDocument6 pagesBaji QuanSebastian Ignacio Bravo OchoaNo ratings yet
- Informe de DiagnosticoDocument48 pagesInforme de DiagnosticoSebastian Ignacio Bravo OchoaNo ratings yet
- Proyectos Como ProcesoDocument9 pagesProyectos Como ProcesoSebastian Ignacio Bravo OchoaNo ratings yet
- Pid ControlDocument29 pagesPid ControlSebastian Ignacio Bravo OchoaNo ratings yet
- 04 MEC 077 TesisDocument146 pages04 MEC 077 TesisAmana ServiceNo ratings yet
- Instalaciones eléctricas de baja tensión: análisis de casos prácticos de viviendas y edificiosDocument58 pagesInstalaciones eléctricas de baja tensión: análisis de casos prácticos de viviendas y edificiospedropereNo ratings yet
- Clase 3 Sistemas ElectronicosDocument8 pagesClase 3 Sistemas ElectronicosSebastian Ignacio Bravo OchoaNo ratings yet
- Diagrama RampDocument1 pageDiagrama RampSebastian Ignacio Bravo OchoaNo ratings yet
- Clase 1 CMP 4101Document13 pagesClase 1 CMP 4101skjdjNo ratings yet
- Guía 1 - Partida Directa Mot 3f-JaulaDocument3 pagesGuía 1 - Partida Directa Mot 3f-JaulaSebastian Ignacio Bravo OchoaNo ratings yet
- Reforzamiento 4Document4 pagesReforzamiento 4Sebastian Ignacio Bravo OchoaNo ratings yet
- Clase 4 Sistemas ElectronicosDocument5 pagesClase 4 Sistemas ElectronicosSebastian Ignacio Bravo OchoaNo ratings yet
- Ejercicios de ConversiónDocument3 pagesEjercicios de ConversiónSebastian Ignacio Bravo OchoaNo ratings yet
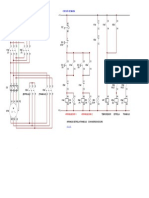
- Arranque Motor Trifasico Estrella-Triangulo-2girosDocument1 pageArranque Motor Trifasico Estrella-Triangulo-2girosRoberto Patricio Llanquiman MuñosNo ratings yet
- Manual CCS EspañolDocument70 pagesManual CCS Españoljkfran50% (4)
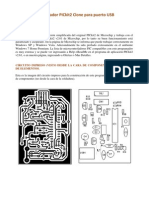
- Programador PICkit2 Clone - JavizhoDocument4 pagesProgramador PICkit2 Clone - JavizhoLuis Morales MioNo ratings yet
- Informe ElectricoDocument13 pagesInforme ElectricoSebastian Ignacio Bravo OchoaNo ratings yet
- Coord ProtecBTDocument162 pagesCoord ProtecBTfreddygm031246No ratings yet
- Manual CCS EspañolDocument70 pagesManual CCS Españoljkfran50% (4)
- Tarea 2 Decisiones Sobre CostosDocument23 pagesTarea 2 Decisiones Sobre CostosFrancisco MuñozNo ratings yet
- De 2Document4 pagesDe 2Hernan FerroNo ratings yet
- Oficio Fiscalia Picota - Informe - S1 MaslucanDocument2 pagesOficio Fiscalia Picota - Informe - S1 MaslucanZeid PeñaNo ratings yet
- ID AnálisisEstructural CDocument6 pagesID AnálisisEstructural CGleyser PerezNo ratings yet
- Planes de ruta para Backus en LimaDocument13 pagesPlanes de ruta para Backus en LimaAlmendra Sofia GONZALES ORDONEZNo ratings yet
- Capacidades de Llenado 730Document1 pageCapacidades de Llenado 730Miguel GuerreroNo ratings yet
- WP4253-4254 BA2 ET2 Es 1310 Compresor Aire AltaDocument400 pagesWP4253-4254 BA2 ET2 Es 1310 Compresor Aire AltaMarcelo EduardoNo ratings yet
- Ley 20744Document5 pagesLey 20744Guillermo Santa EugeniaNo ratings yet
- Clasificación Mercados VerdesDocument27 pagesClasificación Mercados VerdesAndres GarciaNo ratings yet
- Taller 1 Costos 1Document43 pagesTaller 1 Costos 1Camilo VargasNo ratings yet
- Educacion y Sociedad 03Document228 pagesEducacion y Sociedad 03lncolon2002No ratings yet
- 02 Sistemas de Potencia ContenidoDocument2 pages02 Sistemas de Potencia Contenidoyo mismoNo ratings yet
- Funciones y LímitesDocument5 pagesFunciones y LímitesIsmaelBurgosNo ratings yet
- Ejercicio Quim1Document2 pagesEjercicio Quim1Osmar Alejandro Betancourt AvelloNo ratings yet
- Aguacates JuanDocument4 pagesAguacates JuanMarielis RodriguezNo ratings yet
- Los Actos JurídicosDocument372 pagesLos Actos JurídicosErika CruzNo ratings yet
- PROYECTO FINAL.. Districhia S.A.SDocument279 pagesPROYECTO FINAL.. Districhia S.A.SJohana CantorNo ratings yet
- Fracasos de Una Mala Administración en Consultorio DentalDocument52 pagesFracasos de Una Mala Administración en Consultorio DentalAdriana Kar ArriagaNo ratings yet
- Empoderamiento Emprendedor_ El Libro de Negocios PREFERIDO por Emprendedores y Empresarios EXITOSOS._ Mucho allá del Plan de Negocios aqui conocerás como ... EMPRENDIMIENTO IMPARABLE. (Spanish Edition).pdfDocument172 pagesEmpoderamiento Emprendedor_ El Libro de Negocios PREFERIDO por Emprendedores y Empresarios EXITOSOS._ Mucho allá del Plan de Negocios aqui conocerás como ... EMPRENDIMIENTO IMPARABLE. (Spanish Edition).pdfMónica Reyes Mora67% (3)
- Proyecto de AmbientalDocument17 pagesProyecto de Ambientalbeker narvaezNo ratings yet
- Señal ECGDocument2 pagesSeñal ECGGefry Andres Castro JimenezNo ratings yet
- Problemario I ParteDocument22 pagesProblemario I ParteMoises GuedezNo ratings yet
- La LozzzDocument2 pagesLa LozzzMateo Maro HucbourgNo ratings yet
- Control de La Mano de Obra COSTOS IDocument19 pagesControl de La Mano de Obra COSTOS Ijuan zapataNo ratings yet
- Lista de Referencias APADocument9 pagesLista de Referencias APAelgrandulonNo ratings yet
- Se Emita Auto Final - Coloma Frias Juliana LisbethDocument1 pageSe Emita Auto Final - Coloma Frias Juliana LisbethLos Pumas Sullana LopezNo ratings yet
- Acta - Nacimiento TaniaDocument1 pageActa - Nacimiento TaniaRaquel VeraNo ratings yet
- Modelo Querella Perturbación Posesión 0Document3 pagesModelo Querella Perturbación Posesión 0yosmile rodriguezNo ratings yet
- Autorización Viaje Al Exterior (Fva 13-02-2023)Document3 pagesAutorización Viaje Al Exterior (Fva 13-02-2023)Yenny MonsNo ratings yet
- Ensayo Sobre La Revolución Liberal RestauradoraDocument2 pagesEnsayo Sobre La Revolución Liberal RestauradoraJosyani DoranteNo ratings yet