You might also like
- 660 MW IIoT AspectsDocument17 pages660 MW IIoT AspectsUdhayakumar VenkataramanNo ratings yet
- Accidents To ReadDocument21 pagesAccidents To ReadUdhayakumar VenkataramanNo ratings yet
- Battery Room Design AspectsDocument4 pagesBattery Room Design AspectsUdhayakumar VenkataramanNo ratings yet
- Ash Utilisation in TATADocument5 pagesAsh Utilisation in TATAUdhayakumar VenkataramanNo ratings yet
- BFP Performance Assessment Article HelpfulDocument10 pagesBFP Performance Assessment Article HelpfulUdhayakumar VenkataramanNo ratings yet
- Top 5 Troubleshooting Issues For Blower SystemsDocument4 pagesTop 5 Troubleshooting Issues For Blower SystemsUdhayakumar VenkataramanNo ratings yet
- Fly Ash S Type F Data SheetDocument1 pageFly Ash S Type F Data SheetUdhayakumar VenkataramanNo ratings yet
- Energy Audit of Combined Cycle Power Plant: A Case Study: Umair Ahmed, Prof. Javed Ahmad ChatthaDocument6 pagesEnergy Audit of Combined Cycle Power Plant: A Case Study: Umair Ahmed, Prof. Javed Ahmad ChatthaUdhayakumar VenkataramanNo ratings yet
- Valve MOC and ImportantDocument22 pagesValve MOC and ImportantUdhayakumar VenkataramanNo ratings yet
- Sliding Pressure Operation of Large Conventional Steam Power UnitDocument6 pagesSliding Pressure Operation of Large Conventional Steam Power UnitUdhayakumar VenkataramanNo ratings yet
- Bus Bar Installation Guiding PrincipleDocument11 pagesBus Bar Installation Guiding PrincipleUdhayakumar VenkataramanNo ratings yet
- Extend Gear Coupling Life: of Can Be ofDocument5 pagesExtend Gear Coupling Life: of Can Be ofUdhayakumar VenkataramanNo ratings yet
- Woven Sacks DPR Input - Odissa GoIDocument3 pagesWoven Sacks DPR Input - Odissa GoIUdhayakumar VenkataramanNo ratings yet
- Electrical Testing ProeduresDocument9 pagesElectrical Testing ProeduresUdhayakumar VenkataramanNo ratings yet
- Master Wall Catalogue August 2019Document152 pagesMaster Wall Catalogue August 2019Udhayakumar VenkataramanNo ratings yet
- IB Steam Turbine PreservationDocument6 pagesIB Steam Turbine PreservationUdhayakumar VenkataramanNo ratings yet
- Electrical Quality DeviesDocument12 pagesElectrical Quality DeviesUdhayakumar VenkataramanNo ratings yet
- Energy Efficient Motor AspectsDocument3 pagesEnergy Efficient Motor AspectsUdhayakumar VenkataramanNo ratings yet
- Rain Water Collection Calculation ReportDocument1 pageRain Water Collection Calculation ReportUdhayakumar VenkataramanNo ratings yet
- Sliding Pressure Control BasicsDocument4 pagesSliding Pressure Control BasicsUdhayakumar VenkataramanNo ratings yet
- 660-800 MW SC Chemistry and TreatmentDocument2 pages660-800 MW SC Chemistry and TreatmentUdhayakumar VenkataramanNo ratings yet
- Lesson Learnt From Biomass PlantsDocument31 pagesLesson Learnt From Biomass PlantsUdhayakumar VenkataramanNo ratings yet
- CRHsteamforsootblowing PDFDocument9 pagesCRHsteamforsootblowing PDFUdhayakumar VenkataramanNo ratings yet
- What Is The Relationship Between Pressure Drop and Flow Rate in A Pipeline?Document4 pagesWhat Is The Relationship Between Pressure Drop and Flow Rate in A Pipeline?Udhayakumar VenkataramanNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- SBTET AP C-14 SYLLABUS DAE V SemesterDocument44 pagesSBTET AP C-14 SYLLABUS DAE V SemesterthirukumarNo ratings yet
- Composite Construction in Structural Steel and Concrete - Code of PracticeDocument84 pagesComposite Construction in Structural Steel and Concrete - Code of PracticeRishabhNo ratings yet
- Anggita API 1102 01Document22 pagesAnggita API 1102 01Luqmanul HakimNo ratings yet
- Fascination Sheet Metal Chapter 1 PDFDocument10 pagesFascination Sheet Metal Chapter 1 PDFknizamNo ratings yet
- Analysis of Antenna Mast StrengthDocument2 pagesAnalysis of Antenna Mast StrengthdovermanNo ratings yet
- TorsionDocument14 pagesTorsionProninaNo ratings yet
- JC CharpyDocument10 pagesJC CharpyMinggang HUANGNo ratings yet
- Shear Friction & Dowel ActionDocument15 pagesShear Friction & Dowel ActionLordM00nNo ratings yet
- Strength Properties of Wood For Practical Applications Fapc 162Document4 pagesStrength Properties of Wood For Practical Applications Fapc 162Thai Binh MinhNo ratings yet
- International Journal of Plasticity: Akhtar S. Khan, Christopher S. MeredithDocument15 pagesInternational Journal of Plasticity: Akhtar S. Khan, Christopher S. Meredithkamel touilebNo ratings yet
- SylabiDocument32 pagesSylabiIgnited IndianNo ratings yet
- A Comparative Study On Wind Loads Between Design Standards For The Design of Pipe-Rack StructuresDocument8 pagesA Comparative Study On Wind Loads Between Design Standards For The Design of Pipe-Rack Structuresvirat_daveNo ratings yet
- MR 141 Ship Structural Analysis 1Document4 pagesMR 141 Ship Structural Analysis 1DEEPAKNo ratings yet
- Syllabus For BOE Examination:-: A) MathematicsDocument5 pagesSyllabus For BOE Examination:-: A) MathematicsparmodsinghraajNo ratings yet
- EGB121 Week 1 Document Sem 1 2022Document3 pagesEGB121 Week 1 Document Sem 1 2022JohnNo ratings yet
- Strength of Materials-TutorialDocument1 pageStrength of Materials-TutorialPraveenkumar ShanmugamNo ratings yet
- PLAXIS 2D 2018 Tutorial Lesson02Document15 pagesPLAXIS 2D 2018 Tutorial Lesson02Mehmet KüçükbayrakNo ratings yet
- Compression Lab ReportDocument15 pagesCompression Lab ReportThomas Owens43% (14)
- Conduction Heat Transfer Arpaci.Document551 pagesConduction Heat Transfer Arpaci.Abhimanyu Ghosh100% (4)
- Linear Static Analysis of Jack Up Structure at Different Modes of OperationsDocument7 pagesLinear Static Analysis of Jack Up Structure at Different Modes of Operationsmyusuf_engineerNo ratings yet
- Bouaziz Et Al. - An Extension of The Kocks-Mecking Model of Work Hardening To Include Kinematic Hardening and Its Application To SolutesDocument9 pagesBouaziz Et Al. - An Extension of The Kocks-Mecking Model of Work Hardening To Include Kinematic Hardening and Its Application To SolutesYWUNo ratings yet
- Structural Analysis and Design Modification of The Compressor Skid of Helium Liquifier Plant IJERTV2IS110897Document6 pagesStructural Analysis and Design Modification of The Compressor Skid of Helium Liquifier Plant IJERTV2IS110897MUTHUKKUMARAMNo ratings yet
- Dynamic Stiffness Determination of A Modified Engine MountDocument6 pagesDynamic Stiffness Determination of A Modified Engine Mountrizky maulidiyahNo ratings yet
- An Introduction To FRP Composites For Construction: ISIS Educational Module 2Document27 pagesAn Introduction To FRP Composites For Construction: ISIS Educational Module 2Shital ChaudhariNo ratings yet
- e-LAB Mechanics of Materials (BFC 21201) Semester II 2020/2021 - Lab BriefingDocument28 pagese-LAB Mechanics of Materials (BFC 21201) Semester II 2020/2021 - Lab Briefingmuhammad aminuddin bin khalidNo ratings yet
- Ram Frame Drift ControlDocument22 pagesRam Frame Drift ControlMichael DixonNo ratings yet
- Strain and Deflection of A Circular Plate - Lab ReportDocument4 pagesStrain and Deflection of A Circular Plate - Lab ReportRoshane NanayakkaraNo ratings yet
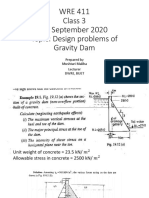
- WRE 411 Class 3 13 September 2020 Topic: Design Problems of Gravity DamDocument20 pagesWRE 411 Class 3 13 September 2020 Topic: Design Problems of Gravity DamAzwad AbeerNo ratings yet
- Terra 2008 Partie4Document109 pagesTerra 2008 Partie4Jorge Vinicius Oliveira MaronNo ratings yet
- Lunar Rover Stress Analysis PDFDocument21 pagesLunar Rover Stress Analysis PDFVirtual Station100% (1)