You might also like
- Forces and Movements in Roller Bearings: Structure-Borne SoundDocument16 pagesForces and Movements in Roller Bearings: Structure-Borne SoundPeak NeoNo ratings yet
- 0 Mechanics of Metal Cutting-120102095453-Phpapp01Document33 pages0 Mechanics of Metal Cutting-120102095453-Phpapp01VenkateshYadavCivarlaNo ratings yet
- Tool GeometryDocument15 pagesTool GeometryShambhavamNo ratings yet
- Nozzle Load Transmittal: From: CALC. No: Temperature: TO: Line No: Pressure: Barg Date: 19-Dec-18 CDocument1 pageNozzle Load Transmittal: From: CALC. No: Temperature: TO: Line No: Pressure: Barg Date: 19-Dec-18 CMudassar InamdarNo ratings yet
- Machining Operations Turning and Related Operations: OutlineDocument5 pagesMachining Operations Turning and Related Operations: OutlineÑaÿ Čhi KhaingNo ratings yet
- Lec5 Machining 2018Document70 pagesLec5 Machining 2018pointetNo ratings yet
- Lec5 Machining 2019Document87 pagesLec5 Machining 2019ED 405No ratings yet
- Prob 09-49Document1 pageProb 09-49megullNo ratings yet
- Kaydon 390 BearingTablesDocument69 pagesKaydon 390 BearingTablesejhon edonNo ratings yet
- Undercarriage Measurement Appraisal FormDocument2 pagesUndercarriage Measurement Appraisal FormFrancisco AlmeidaNo ratings yet
- Worm Gearl Design ProjectDocument39 pagesWorm Gearl Design ProjectMajestic Egy SoldNo ratings yet
- Design of Isolated FootingDocument124 pagesDesign of Isolated FootingManikandan100% (1)
- Manufacturing Engineering II Lecture 4Document45 pagesManufacturing Engineering II Lecture 4Eyu KalebNo ratings yet
- Determination of Applied Loads and Bearing Analysis: EngineeringDocument4 pagesDetermination of Applied Loads and Bearing Analysis: EngineeringasdNo ratings yet
- Basics of GrindingDocument18 pagesBasics of GrindingmaulikgadaraNo ratings yet
- ME8451 - Manufacturing Technology - II (Ripped From Amazon Kindle Ebooks by Sai Seena)Document598 pagesME8451 - Manufacturing Technology - II (Ripped From Amazon Kindle Ebooks by Sai Seena)NaveenNo ratings yet
- Series: Surface Texture and Contour Integrated Measuring InstrumentsDocument20 pagesSeries: Surface Texture and Contour Integrated Measuring InstrumentsJosè Luis Gòmez SandovalNo ratings yet
- 429 U Tung AluMillDocument12 pages429 U Tung AluMillDANIEL MANRIQUEZ FAVILANo ratings yet
- Assignment Dfma 3Document11 pagesAssignment Dfma 3nurhayatiNo ratings yet
- Production Engineering I (Meng 3191) : Cutting ForceDocument53 pagesProduction Engineering I (Meng 3191) : Cutting ForceFasil GetachewNo ratings yet
- Roll Diameter Requirements in Converting Processes 2802.16.17 29 PDFDocument38 pagesRoll Diameter Requirements in Converting Processes 2802.16.17 29 PDFSourindranath MaityNo ratings yet
- E-Cat HT PDFDocument2 pagesE-Cat HT PDFArif Hidayat ViscaNo ratings yet
- Iveco Nef Engines F4ae Thru F4he Wshop ManualDocument788 pagesIveco Nef Engines F4ae Thru F4he Wshop ManualDarrell Nickels100% (19)
- F-E7232-rev1-Squeeze Film Damper Inquiry SheetDocument2 pagesF-E7232-rev1-Squeeze Film Damper Inquiry SheetYJNo ratings yet
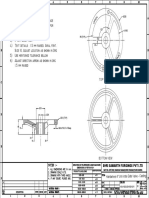
- KGV 4 Uch Handwheel CastingDocument1 pageKGV 4 Uch Handwheel CastingMahendra PatilNo ratings yet
- Tables For Selection of Material and Manufacturing ProcessDocument6 pagesTables For Selection of Material and Manufacturing ProcessIffahAzmanNo ratings yet
- Bolt Sizing EngineerdogDocument43 pagesBolt Sizing EngineerdogHans GoetheNo ratings yet
- CCK/W33: Spherical Roller BearingsDocument4 pagesCCK/W33: Spherical Roller BearingshamdaNo ratings yet
- MSQ EuDocument41 pagesMSQ EuMohaiminul MimNo ratings yet
- Lubrication & Contamination: Load CaseDocument4 pagesLubrication & Contamination: Load CaseTainan Guimaraes CostaNo ratings yet
- Lubrication & Contamination: Load CaseDocument1 pageLubrication & Contamination: Load CaseTainan Guimaraes CostaNo ratings yet
- Research On The Cutting Mechanism of Cylindrical Gear Power SkivingDocument10 pagesResearch On The Cutting Mechanism of Cylindrical Gear Power SkivingRZW RNo ratings yet
- Gear Design CalcDocument2 pagesGear Design Calcomprakashd4196No ratings yet
- IDM Basic Training - ModrillDocument30 pagesIDM Basic Training - ModrillThomas Du100% (1)
- Bolt Sizing EngineerdogDocument44 pagesBolt Sizing EngineerdogHormedo RodriguezNo ratings yet
- Stressing Values and Stressing Record: Dywidag Multistrand TendonDocument1 pageStressing Values and Stressing Record: Dywidag Multistrand TendonMangisi Haryanto ParapatNo ratings yet
- Equations For Spur GearsDocument18 pagesEquations For Spur GearsRob MorienNo ratings yet
- Lecture 4 Metal Cutting ProcessDocument14 pagesLecture 4 Metal Cutting ProcessDhiraj DhimanNo ratings yet
- Research On Automatic Programming Methods of CNC Machining Parameters of GearDocument3 pagesResearch On Automatic Programming Methods of CNC Machining Parameters of GearChandru VelNo ratings yet
- INTEGREX AG Series - Brochure - DigitalDocument7 pagesINTEGREX AG Series - Brochure - Digitalrenilpeter89No ratings yet
- Involute Spline Shafts & Bushings: FeaturesDocument4 pagesInvolute Spline Shafts & Bushings: FeaturesSunilNo ratings yet
- ME 212 Lecture Notes MACHINE SHOP&HEAT TREATMENTSDocument25 pagesME 212 Lecture Notes MACHINE SHOP&HEAT TREATMENTSFavour LawrenceNo ratings yet
- Form M Date 10/15/82 Time 16:41 Pinion Gear: Appendix BDocument3 pagesForm M Date 10/15/82 Time 16:41 Pinion Gear: Appendix BCarlos GonzalesNo ratings yet
- Drilling Calculations Mind-MapDocument2 pagesDrilling Calculations Mind-Maphoss mosafaNo ratings yet
- Mechanics of Metal Cutting 1777Document33 pagesMechanics of Metal Cutting 1777Prabhakara Rao PeekaNo ratings yet
- F2be0685a F3ae0687a B CDocument552 pagesF2be0685a F3ae0687a B Cjvega_534120100% (1)
- Muc 11. WKTB PDFDocument14 pagesMuc 11. WKTB PDFHongLam LÊNo ratings yet
- BE ME 6th Sem Mechanism-Of-metal-cutting Shivam SharmaDocument17 pagesBE ME 6th Sem Mechanism-Of-metal-cutting Shivam SharmaPrabhakara Rao PeekaNo ratings yet
- Press TAB To Cycle Through .: Input VariablesDocument43 pagesPress TAB To Cycle Through .: Input VariablesSuryaprakashNo ratings yet
- Design Calculation of Worm and Worm Gear Dynamic LoadsDocument5 pagesDesign Calculation of Worm and Worm Gear Dynamic LoadsVenkateswaran venkateswaranNo ratings yet
- Foundation 1 Design ReportDocument7 pagesFoundation 1 Design Report“Lava Gamers” ahmet akmanNo ratings yet
- TemplateDocument1 pageTemplatesagarNo ratings yet
- Cat173ex - RHR SRBsDocument5 pagesCat173ex - RHR SRBsTiago AnaniasNo ratings yet
- Introduction To MachiningDocument45 pagesIntroduction To Machiningitsshri25No ratings yet
- Rothe Erde Großwälzlager Questionnaire: (Please Put A Cross at The Applicable Point)Document3 pagesRothe Erde Großwälzlager Questionnaire: (Please Put A Cross at The Applicable Point)Enrico PatechiNo ratings yet
- Minimum Automotive Quality Management System Requirements For Sub Tier Suppliers 2nded Rev2Document8 pagesMinimum Automotive Quality Management System Requirements For Sub Tier Suppliers 2nded Rev2R JNo ratings yet
- E-ABRASIC P 12 To P 220: For Coated Abrasives ProductsDocument2 pagesE-ABRASIC P 12 To P 220: For Coated Abrasives ProductsBas100% (1)
- Channel List EngDocument8 pagesChannel List Engstudyurself0% (1)
- IATF - International Automotive Task Force: IATF 16949:2016 - Frequently Asked Question (FAQ)Document19 pagesIATF - International Automotive Task Force: IATF 16949:2016 - Frequently Asked Question (FAQ)Arvin BabuNo ratings yet
- Common Mistakes Commirtted in Statistical Process ControlDocument6 pagesCommon Mistakes Commirtted in Statistical Process ControlArvin BabuNo ratings yet
- Microtec Technology en WebDocument1 pageMicrotec Technology en WebArvin BabuNo ratings yet
- QuickGuide Roundtest PDFDocument2 pagesQuickGuide Roundtest PDFArvin BabuNo ratings yet
- Monthly BudgetDocument1 pageMonthly BudgetLissa HarrizNo ratings yet
- Caterpillar Inc.: BackgroundDocument1 pageCaterpillar Inc.: BackgroundArvin BabuNo ratings yet
- Grinding TroubleshootingDocument6 pagesGrinding TroubleshootingTony BormesNo ratings yet
- Sterling Gun Drills, Inc.: Gundrilling Guidelines: Gun Drilling On A CNC or Manual Lathe or MillDocument1 pageSterling Gun Drills, Inc.: Gundrilling Guidelines: Gun Drilling On A CNC or Manual Lathe or MillArvin BabuNo ratings yet
- En 16MnCr5Document1 pageEn 16MnCr5gowrisankar32No ratings yet
- Aiag Training Selection Tool 2017-05-26Document2 pagesAiag Training Selection Tool 2017-05-26Arvin BabuNo ratings yet
- Efficient Manufacturing India Surface Treatment TechDocument2 pagesEfficient Manufacturing India Surface Treatment TechArvin BabuNo ratings yet
- Comparison Chart US-Mesh vs. FEPADocument1 pageComparison Chart US-Mesh vs. FEPAArvin BabuNo ratings yet
- Exploring Roundness 2014Document102 pagesExploring Roundness 2014Arvin BabuNo ratings yet
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDocument14 pagesMachining Processes Used To Produce Round Shapes: Turning and Hole MakingArvin BabuNo ratings yet
- Product Data Sheet Silicon Carbide Grinding Paper CA enDocument3 pagesProduct Data Sheet Silicon Carbide Grinding Paper CA enArvin BabuNo ratings yet
- Self and Datum Referenced Form Measurements: George Schuetz, Mahr Federal IncDocument2 pagesSelf and Datum Referenced Form Measurements: George Schuetz, Mahr Federal IncArvin BabuNo ratings yet
- LM 28Document13 pagesLM 28Deepak Kumar Kant KesriNo ratings yet
- Meister Top 10 Problems SolutionsDocument1 pageMeister Top 10 Problems SolutionsArvin BabuNo ratings yet
- Status of Standards 2013-09-05 FEPApublicDocument1 pageStatus of Standards 2013-09-05 FEPApublicArvin BabuNo ratings yet
- General Formulations PDFDocument1 pageGeneral Formulations PDFArvin BabuNo ratings yet
- Implementing LeanDocument39 pagesImplementing Leanbathuka chukaNo ratings yet
- Channel List EngDocument8 pagesChannel List Engstudyurself0% (1)
- Answer Sripadhmam Sunday Supersixers No-6Document3 pagesAnswer Sripadhmam Sunday Supersixers No-6Arvin BabuNo ratings yet
- Answer Sripadhmam Sunday Supersixers No-5Document3 pagesAnswer Sripadhmam Sunday Supersixers No-5Arvin BabuNo ratings yet
- 35735Document1 page35735Arvin BabuNo ratings yet
- Answer Sripadhmam Sunday Supersixers No-5Document3 pagesAnswer Sripadhmam Sunday Supersixers No-5Arvin BabuNo ratings yet
- The Recent History of The Machine ToolDocument60 pagesThe Recent History of The Machine Toolsmhvaa939100% (1)
- Work Procedure For Repair, Revision of Steel Structures & Painting For STB, STG, CCB, WWTB and FWPHDocument14 pagesWork Procedure For Repair, Revision of Steel Structures & Painting For STB, STG, CCB, WWTB and FWPHResearcherNo ratings yet
- Process Monitoring in GrindingDocument47 pagesProcess Monitoring in GrindingBhargav ParsaNo ratings yet
- Trade Fitter 2nd Semester Multiple Choice Questions Exercise-01 Lathe ConstructionDocument36 pagesTrade Fitter 2nd Semester Multiple Choice Questions Exercise-01 Lathe ConstructionAnonymous n7jQFvW7rNo ratings yet
- s6 Machining Operations-1Document94 pagess6 Machining Operations-1Libin AbrahamNo ratings yet
- Proses Manufaktur - Abrasive ProcessDocument35 pagesProses Manufaktur - Abrasive ProcessRandy NainggolanNo ratings yet
- Metabo Catalogue EN2011 01Document40 pagesMetabo Catalogue EN2011 01vladanxNo ratings yet
- Question BankDocument48 pagesQuestion Banksanjai kumarNo ratings yet
- Milling Cutting ToolsDocument3 pagesMilling Cutting ToolsAskebr werkyeNo ratings yet
- Training Report Diesel Engine Shed LudhianaDocument18 pagesTraining Report Diesel Engine Shed LudhianaGarry SagguNo ratings yet
- 09 - Chapter 4 Grinding ForceDocument20 pages09 - Chapter 4 Grinding ForceAndreasEdyantoNo ratings yet
- Ewag RS 15 en PDFDocument16 pagesEwag RS 15 en PDFMARCO.S.X7952No ratings yet
- High Quality Machine Tools: Your Address ForDocument4 pagesHigh Quality Machine Tools: Your Address FortayefehNo ratings yet
- TÜRK LOYDU Shipbuilding-And-Repair-Quality-Standard 2013Document62 pagesTÜRK LOYDU Shipbuilding-And-Repair-Quality-Standard 2013FY SunNo ratings yet
- Knife Deburring Book PDFDocument24 pagesKnife Deburring Book PDFDavid M.V.67% (3)
- Norma ASTM G65Document14 pagesNorma ASTM G65MATTHEWS HENRIQUE COTA ARAUJONo ratings yet
- Jsa For Mobilization of Crane, Erection of Spools and Welding Cutting and Grinding and Tie in On Existing SpoolsDocument7 pagesJsa For Mobilization of Crane, Erection of Spools and Welding Cutting and Grinding and Tie in On Existing SpoolsMohammed Minhaj100% (1)
- Abrasion Test Machine For PlasticsDocument2 pagesAbrasion Test Machine For PlasticsPalani JayaramanNo ratings yet
- Op 630 EngDocument3 pagesOp 630 EngElenita BohorquezNo ratings yet
- McTools ToolCutGrdDocument2 pagesMcTools ToolCutGrdabyzenNo ratings yet
- City and Guilds 302 Students VersionDocument204 pagesCity and Guilds 302 Students VersionHatem Hussein100% (1)
- Maneklal and Sons (Exports) : H S A W N M MDocument3 pagesManeklal and Sons (Exports) : H S A W N M MhattaliNo ratings yet
- Preparation of Specimen For Hardness TestDocument6 pagesPreparation of Specimen For Hardness Testmohammad. 21No ratings yet
- Br20 - B.Tech. - Mechanical Engineering Syllabus: Course ObjectivesDocument2 pagesBr20 - B.Tech. - Mechanical Engineering Syllabus: Course ObjectivesBashu Dev SanjelNo ratings yet
- Hand Tools Test 121 PDFDocument22 pagesHand Tools Test 121 PDFDeca BernabéNo ratings yet
- Marble & Granite Process DescriptionDocument3 pagesMarble & Granite Process DescriptionSANDEEPNo ratings yet
- Eim Ncii Lmg9 p23-80Document58 pagesEim Ncii Lmg9 p23-80LleojVanceAguasClava100% (4)
- STRAUSAK U-Grind 5 Axis CNC Tool GrinderDocument7 pagesSTRAUSAK U-Grind 5 Axis CNC Tool GrinderJayakrishnaNo ratings yet
- Test 25: Machine Shop PracticeDocument51 pagesTest 25: Machine Shop PracticeNiaz KilamNo ratings yet
- Pakistan Machine Tool Factory Internship ReportDocument14 pagesPakistan Machine Tool Factory Internship ReportAtif MunirNo ratings yet