You might also like
- Estandar de Instalación de Linea TroleyDocument10 pagesEstandar de Instalación de Linea TroleyJonatan Concha HurtadoNo ratings yet
- Hoja MenbretadaDocument2 pagesHoja MenbretadahenryNo ratings yet
- Trabajo GeomecanicaDocument26 pagesTrabajo GeomecanicaRaquel Francisca REYNOSO PORRASNo ratings yet
- Folleto Rn-s83 y Fl9Document10 pagesFolleto Rn-s83 y Fl9Diego Omar Barzola DominguezNo ratings yet
- El Porvenir PDFDocument50 pagesEl Porvenir PDFAnthony W HCNo ratings yet
- Trabajo Semestral - Planeamiento de Minado Corte y RElleno Ascendente Mecanizado PDFDocument40 pagesTrabajo Semestral - Planeamiento de Minado Corte y RElleno Ascendente Mecanizado PDFronny gilver prado vasquezNo ratings yet
- Perforacion Manual STOPPER OficialDocument19 pagesPerforacion Manual STOPPER OficialRolando B VenturaNo ratings yet
- CH - CONV - 2.5X2.5m RMR 31-40Document1 pageCH - CONV - 2.5X2.5m RMR 31-40Dick De la VegaNo ratings yet
- Manual de Aplicación Geomecánica Basica y SostenimientoDocument18 pagesManual de Aplicación Geomecánica Basica y SostenimientoDiego SarmientoNo ratings yet
- Pernos de Anclaje Hydrabolt PDFDocument15 pagesPernos de Anclaje Hydrabolt PDFfeñamenNo ratings yet
- 008 Estandar Trabajos en Galerias y Cruceros (14!12!2011)Document2 pages008 Estandar Trabajos en Galerias y Cruceros (14!12!2011)JuarezCarbajalWildoNo ratings yet
- Pse-Min09-07 Sostenimiento Con Cuadro de Madera - 1Document5 pagesPse-Min09-07 Sostenimiento Con Cuadro de Madera - 1Luis LLosaNo ratings yet
- Minería Sostenible en Cmhsa, Mediante El Minado de Vetas Angostas Con Sostenimiento MecanizadoDocument12 pagesMinería Sostenible en Cmhsa, Mediante El Minado de Vetas Angostas Con Sostenimiento MecanizadoraquelNo ratings yet
- Calidad de BrocasDocument138 pagesCalidad de BrocasLgelchisteNo ratings yet
- Torcula 100Document2 pagesTorcula 100marabest3100% (1)
- Cap III Accesorios de PerforadorasDocument55 pagesCap III Accesorios de PerforadorasMax Adherly Quispe PinoNo ratings yet
- Broca de EscariadoDocument11 pagesBroca de EscariadoNancy Nicolle Vargas FloresNo ratings yet
- Maquinas PerforadorasDocument24 pagesMaquinas PerforadorasManoloNo ratings yet
- MIM-PER-ESO-001 - 01 Estandar de Perforación Con Maquina Jackleg en Labores Horizontales PDFDocument48 pagesMIM-PER-ESO-001 - 01 Estandar de Perforación Con Maquina Jackleg en Labores Horizontales PDFMarvin Jhomer Torres SandovalNo ratings yet
- Capacitación Exsa 2018 PDFDocument2 pagesCapacitación Exsa 2018 PDFAEIMIN AEIMINNo ratings yet
- Sesión 6 Aire Comprimido y DistribuciónDocument17 pagesSesión 6 Aire Comprimido y DistribuciónAndrés MacedoNo ratings yet
- ABANTO CRUZ, Juan Omar, VASQUEZ VALVERDE, Jeyner PDFDocument136 pagesABANTO CRUZ, Juan Omar, VASQUEZ VALVERDE, Jeyner PDFEfrain Lopez100% (1)
- Estandars de Istalacion de RielesDocument4 pagesEstandars de Istalacion de Rieleskenidy jeysonNo ratings yet
- 4 Ejemplo de Rendimiento Equipo de Carguio Scoop 160320153425 PDFDocument12 pages4 Ejemplo de Rendimiento Equipo de Carguio Scoop 160320153425 PDFJacob BNo ratings yet
- Inclinado YanaquihuaDocument133 pagesInclinado YanaquihuaEdy Marcelo Valeriano TNo ratings yet
- Diseño de Camaras RBDocument55 pagesDiseño de Camaras RBJose Felix EnriquezNo ratings yet
- PLAN - DE - Tesis FinalDocument22 pagesPLAN - DE - Tesis FinalHenryDurandRiosNo ratings yet
- Metodos Explotación Subterranea Taladros Largos UMCLDocument25 pagesMetodos Explotación Subterranea Taladros Largos UMCLManuel DurantNo ratings yet
- Estandar - Sostenimiento Con Sobre CuadroDocument2 pagesEstandar - Sostenimiento Con Sobre CuadroWilliams Calderon Cari100% (1)
- Costo Unitario-Chimenea 5 X 5Document1 pageCosto Unitario-Chimenea 5 X 5Jerson Milla100% (1)
- Construccion de Chimenea Por Metodo Raise Borer PDFDocument14 pagesConstruccion de Chimenea Por Metodo Raise Borer PDFManuel Soto AlonsoNo ratings yet
- S012-02 Piques y Chimeneas Tema 12Document50 pagesS012-02 Piques y Chimeneas Tema 12yoel pumaNo ratings yet
- Explosivos: Dinamita Famesa Gelatina®Document2 pagesExplosivos: Dinamita Famesa Gelatina®Anonymous WlwtQKKrob100% (1)
- Pernos de Adeherencia Barras HelicoidalesDocument20 pagesPernos de Adeherencia Barras HelicoidalesMileedy Vanessa Narro LucanoNo ratings yet
- Sesión 7 - Perforadoras TRICÓNICAS-DIAMANTINASDocument14 pagesSesión 7 - Perforadoras TRICÓNICAS-DIAMANTINASJonathan Pier Linarez LaizaNo ratings yet
- Construcción de Chimenea Por Método Raise BorerDocument14 pagesConstrucción de Chimenea Por Método Raise BorerSilvia Pacheco Ramos0% (1)
- EST-SGK-GEOM-016 - Sostenimiento Con Pilares Simulados (Wood Pack y JackPack)Document2 pagesEST-SGK-GEOM-016 - Sostenimiento Con Pilares Simulados (Wood Pack y JackPack)Manuel Quispe SotoNo ratings yet
- Relleno en Pasta 2013Document17 pagesRelleno en Pasta 2013REMI Q. TOLANo ratings yet
- Informe Tecnico CMH UltDocument8 pagesInforme Tecnico CMH UltRolando Taipe LucasNo ratings yet
- Ramos Sacaca Jaime PDFDocument139 pagesRamos Sacaca Jaime PDFRositaAsmadNo ratings yet
- Corte y RellenoDocument40 pagesCorte y RellenoYolandaRodriguezNo ratings yet
- Ventilacion AlapampaDocument22 pagesVentilacion AlapampaJOANIE JENIFER SINCHE SOTONo ratings yet
- Emulnores-Calidad FamesaDocument5 pagesEmulnores-Calidad FamesaRosalesFerrelJose100% (2)
- Informe BrocasDocument9 pagesInforme BrocasJaime Salazar LNo ratings yet
- Broca de Botones - PyvDocument17 pagesBroca de Botones - PyvNancy Nicolle Vargas FloresNo ratings yet
- Costos y Presupuestos en Minería Superficial y Subterránea Compressed PDFDocument6 pagesCostos y Presupuestos en Minería Superficial y Subterránea Compressed PDFJesus ChaucaNo ratings yet
- Reporte - Jumbo FrontoneroDocument4 pagesReporte - Jumbo FrontoneroFranco Castillo CerquinNo ratings yet
- ST1030 Introduction PDFDocument10 pagesST1030 Introduction PDFRicardo Ramirez EstrelloNo ratings yet
- Armado de CuadrosDocument7 pagesArmado de CuadrosAngel ArroyoNo ratings yet
- Plan de TesisDocument9 pagesPlan de TesisLiberato Evanan AllccahuamanNo ratings yet
- Sostenimiento para Marco TeoricoDocument16 pagesSostenimiento para Marco TeoricoAdrian PavilionNo ratings yet
- 4.6.2.1 Rendimiento de Lanzado de Shotcrete Con Robot Alpha 20 (Zona Lidia)Document9 pages4.6.2.1 Rendimiento de Lanzado de Shotcrete Con Robot Alpha 20 (Zona Lidia)Flavio Agusto SanchezNo ratings yet
- Perforación Mineria Subterranea (Entregable)Document60 pagesPerforación Mineria Subterranea (Entregable)Sebastian Venegas100% (1)
- Valorización Diamec 262-14 - JunioDocument25 pagesValorización Diamec 262-14 - JunioTesis AsesorNo ratings yet
- Tesis Geomecánica ExplotaciónDocument89 pagesTesis Geomecánica Explotaciónmarco Antonio valdivieso colomaNo ratings yet
- Saca BrocaDocument6 pagesSaca BrocaGuzmanPomaGiovannyNo ratings yet
- Ecv 2Document8 pagesEcv 2Araki SgNo ratings yet
- 1 Proceso de Producción, Materia Prima y Recursos HumanosDocument20 pages1 Proceso de Producción, Materia Prima y Recursos HumanosLaLo AtNo ratings yet
- Fabricacion de Botas de SeguridadDocument10 pagesFabricacion de Botas de SeguridadJorge Francisco Garabito ErquiciaNo ratings yet
- Prueba Practica Lean v01Document4 pagesPrueba Practica Lean v01Alexander WeberNo ratings yet
- Saca BrocaDocument6 pagesSaca BrocaGuzmanPomaGiovannyNo ratings yet
- Probeteo de Cordón de Soldadura de Planchas ASTM A36Document2 pagesProbeteo de Cordón de Soldadura de Planchas ASTM A36GuzmanPomaGiovannyNo ratings yet
- Ejemplo Tiempos de TrabajoDocument2 pagesEjemplo Tiempos de TrabajoGuzmanPomaGiovannyNo ratings yet
- BolañosDocument2 pagesBolañosGuzmanPomaGiovannyNo ratings yet
- Planificación de TareasDocument22 pagesPlanificación de TareasGuzmanPomaGiovannyNo ratings yet
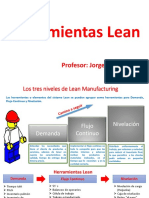
- Herramientas Lean 1ra ParteDocument35 pagesHerramientas Lean 1ra ParteGuzmanPomaGiovannyNo ratings yet
- Herramientas Lean 2da Parte SMED CLASEDocument45 pagesHerramientas Lean 2da Parte SMED CLASErosaNo ratings yet
- Backlog Grupo 2Document17 pagesBacklog Grupo 2GuzmanPomaGiovannyNo ratings yet
- Iso 14224Document71 pagesIso 14224Fredy Carvajal Durán100% (38)
- Normativa Centros MayoresDocument78 pagesNormativa Centros MayoresJaime AparicioNo ratings yet
- Backlog Grupo 1Document15 pagesBacklog Grupo 1GuzmanPomaGiovannyNo ratings yet
- ErroresDocument3 pagesErroresGuzmanPomaGiovannyNo ratings yet
- Introduccion Musica y ArquitecturaDocument86 pagesIntroduccion Musica y ArquitecturaGuzmanPomaGiovannyNo ratings yet
- Informe Tecnico 44-19-Area Compresores CloroxDocument6 pagesInforme Tecnico 44-19-Area Compresores CloroxGuzmanPomaGiovannyNo ratings yet
- 1 Dossier de Calidad Clorox PDFDocument163 pages1 Dossier de Calidad Clorox PDFGuzmanPomaGiovannyNo ratings yet
- Normativa Centros MayoresDocument78 pagesNormativa Centros MayoresJaime AparicioNo ratings yet
- Revista Minería Mayo - Del 25 Al 30Document34 pagesRevista Minería Mayo - Del 25 Al 30GuzmanPomaGiovannyNo ratings yet
- Revista Minería Mayo - Del 25 Al 30Document34 pagesRevista Minería Mayo - Del 25 Al 30GuzmanPomaGiovannyNo ratings yet
- HC40 50 Es PDFDocument44 pagesHC40 50 Es PDFPiterTorresHerasNo ratings yet
- Informe Tecnico 44-19-Area Compresores CloroxDocument6 pagesInforme Tecnico 44-19-Area Compresores CloroxGuzmanPomaGiovannyNo ratings yet
- 1 Dossier de Calidad Clorox PDFDocument163 pages1 Dossier de Calidad Clorox PDFGuzmanPomaGiovannyNo ratings yet
- 1 - Que Es Urbanismo - FOLLETO 2016 - PARDocument2 pages1 - Que Es Urbanismo - FOLLETO 2016 - PARGabi RoblesNo ratings yet
- 1 Dossier de Calidad Clorox PDFDocument163 pages1 Dossier de Calidad Clorox PDFGuzmanPomaGiovannyNo ratings yet
- Rafael Moneo - Memoria Del Proyecto Kursaal PDFDocument4 pagesRafael Moneo - Memoria Del Proyecto Kursaal PDFJuan Pablo MaloNo ratings yet
- Calidad de SoldadurasDocument54 pagesCalidad de SoldadurasOrueta ClaudioNo ratings yet
- Tablas de Calificacion Del Aws DDocument12 pagesTablas de Calificacion Del Aws DAyrton Estrada SotoNo ratings yet
- Corte Con PlasmaDocument37 pagesCorte Con PlasmaGuzmanPomaGiovannyNo ratings yet
- Uniones SoldadasDocument27 pagesUniones Soldadasosorio23No ratings yet
- Atumatizacion de SoldaduraDocument48 pagesAtumatizacion de Soldadurajean pierreNo ratings yet
- Corte Por OxigenoDocument27 pagesCorte Por OxigenoCharlie Aguero PorrasNo ratings yet
- III Plan de Trabajo Grado 6°Document4 pagesIII Plan de Trabajo Grado 6°armandoNo ratings yet
- Declaracion Jurada RR - SS - Ingeco - Final FinalDocument8 pagesDeclaracion Jurada RR - SS - Ingeco - Final FinalNataly Estefani Zurichaqui MachacaNo ratings yet
- Capacitacion de Uso de ExtintoresDocument34 pagesCapacitacion de Uso de ExtintoresDanni SevenantsNo ratings yet
- Matriz de Impacto AmbientalDocument8 pagesMatriz de Impacto AmbientalNeon SnNo ratings yet
- Tropiezos Caidas y ResbalonesDocument10 pagesTropiezos Caidas y Resbalonesservicios uno aNo ratings yet
- 21-22 Tema 3 El Pensamiento de Platón ApuntesDocument15 pages21-22 Tema 3 El Pensamiento de Platón ApuntesmcristinaNo ratings yet
- ONL BPM - Manual Rv1 PDFDocument118 pagesONL BPM - Manual Rv1 PDFIris MoralesNo ratings yet
- Marco Teorico SysoDocument7 pagesMarco Teorico SysoViviana CocaricoNo ratings yet
- METONIMIADocument2 pagesMETONIMIAMelvin Leonel FernandezNo ratings yet
- Tesis Tajo Raul RojasDocument154 pagesTesis Tajo Raul RojasTHALIA YAJAIRA RIMAC VEGANo ratings yet
- Guía Seminario #2 - Farmacología Sistema Nervioso Autónomo - 2019 2Document1 pageGuía Seminario #2 - Farmacología Sistema Nervioso Autónomo - 2019 2yaritzaNo ratings yet
- SemióticaDocument4 pagesSemióticaEsther Lu Mendoza P100% (1)
- Crecimiento y Desarrllo IntegralDocument69 pagesCrecimiento y Desarrllo IntegralJUANNo ratings yet
- Mapa MentalDocument3 pagesMapa MentalElita Paulino ReyesNo ratings yet
- Laguna de Los MilagrosDocument11 pagesLaguna de Los MilagrosBeatriz100% (1)
- All You Can Eat by Shane McKenzie (Español)Document110 pagesAll You Can Eat by Shane McKenzie (Español)erwin onofre67% (3)
- Desarrollo Del Esqueleto AxialDocument46 pagesDesarrollo Del Esqueleto AxialAna Tapia67% (3)
- Presa de TierraDocument25 pagesPresa de TierraTika Cuellar Minauro100% (1)
- 1 CacuDocument26 pages1 CacuJorge Quispe RodasNo ratings yet
- Ecosistema ForestalDocument17 pagesEcosistema ForestalMilagros Noelia Nina ZambranoNo ratings yet
- Arquetipos (Teoría de Carl Jung)Document5 pagesArquetipos (Teoría de Carl Jung)YAZMIN RUIZ ORTEGANo ratings yet
- Plan de Proyecto Construccion de Muretes en SEDDocument18 pagesPlan de Proyecto Construccion de Muretes en SEDROBIN KEYLOR CARRASCO OJEDANo ratings yet
- Examen TerceroDocument13 pagesExamen TerceroleyNo ratings yet
- Producto 15-1Document3 pagesProducto 15-1Danna Patricia Romo RodriguezNo ratings yet
- Inlays y Onlays-HIRATADocument3 pagesInlays y Onlays-HIRATAAndrea Victoria GuerreroNo ratings yet
- Torcomian, C. El Carácter Estructura de Lo Psíquico. Ficha de PsicoanálisisDocument18 pagesTorcomian, C. El Carácter Estructura de Lo Psíquico. Ficha de PsicoanálisisAnaBenegasNo ratings yet
- Enfermedades Causadas Por Las VibracionesDocument2 pagesEnfermedades Causadas Por Las VibracionesDavid EduardoNo ratings yet
- Pavimento Flexible RecicladoDocument4 pagesPavimento Flexible RecicladoCharo Saccatoma CacyamarcaNo ratings yet
- Tema 7.los Invertebrados 1ºeso Biología y GeologíaDocument3 pagesTema 7.los Invertebrados 1ºeso Biología y GeologíaPaula EstebanNo ratings yet
- Microscopio ElectrónicoDocument9 pagesMicroscopio ElectrónicoKeLlerzhiño Padilla Salazar0% (1)